1 ::
(21)4942665/27 (22)05.06.91 (46)15.12.92. Бюл. № 46
(71)Завод-ВТУЗ при Карагандинском металлургическом комбинате
(72)С.А.Мащеков.
(56) Охрименко Я.М. Технология кузнечно- штамповочного производства. М.: Машиностроение, 1976, с.153.
(54) ИНСТРУМЕНТ ДЛЯ ОСАДКИ ЗАГОТОВОК
(57) Использование: обработка металлов давлением, в частности, изготовление осадкой поковок типа дисков. Сущность изобретения: инструмент для о&адкй содержит верхнюю и нижнюю осадочные плиты с выпуклой или вогнутой рабочей поверхностью. Рабочая часть осадочных плит выполнена из упругого материала. В процессе осадки криволинейная поверхность плит.трансформи- руется в прямолинейную рабочую поверхность к концу рабочего хода инструмента. 4 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| ИНСТРУМЕНТ ДЛЯ КОВКИ | 1992 |
|
RU2050218C1 |
| Способ ковки крупных слитков | 1981 |
|
SU988435A1 |
| Способ ковки поковок | 1984 |
|
SU1248711A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| Способ ковки осесимметричных поковок | 1989 |
|
SU1639862A1 |
| СПОСОБ ШТАМПОВКИ ДИСКОВ | 2023 |
|
RU2813160C1 |
| Цилиндрическая плита для осадки | 1989 |
|
SU1761368A1 |
| Способ ковки полых поковок | 1986 |
|
SU1391791A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовых цехах металлургических и машиностроительных заводов для изготовления поковок типа дисков.
Известен инструмент для осадки заго- товок,содержащий верхнюю и нижнюю плоские осадочные плиты. ,
Однако известный инструмент для осадки заготовок не обеспечивает качества металла поковок, из-за неравномерности деформации, ярко выраженной затрудненности деформации в приконтактных зонах и локализации деформации по ковочному кресту.
Наиболее близким к заявляемому техническому решению является инструмент для осадки заготовок, содержащий верхнюю и нижнюю осадочные плиты с криволинейным выпуклым или вогнутым профилем рабочей поверхности.
Недостатком известного инструмента для осадки заготовок является то, что осадка на таком инструменте приводит к искажению торца осаженной заготовки, который получается вогнутым или выпуклым. Для выравнивания вогнутых или выпуклых торцовыхповерхностейтребуетсядополнительная осадка в плоских плитах, что усложняет технологический процесс и уменьшает производительность процесса ковки.
Целью изобретения является повышение производительности ковки за счет сокращения количества переходов осадки.
Поставленная цель достигается тем, что в инструменте для осадки заготовок, содержащем верхнюю и нижнюю осадочные плиты с криволинейным выпуклым или вогнутым профилем рабочей поверхности, криволинейная рабочая поверхность плит выполнена из упругого материала с возможностью трансформации в плоскую рабочую поверхность к концу рабочего хода инструмента.
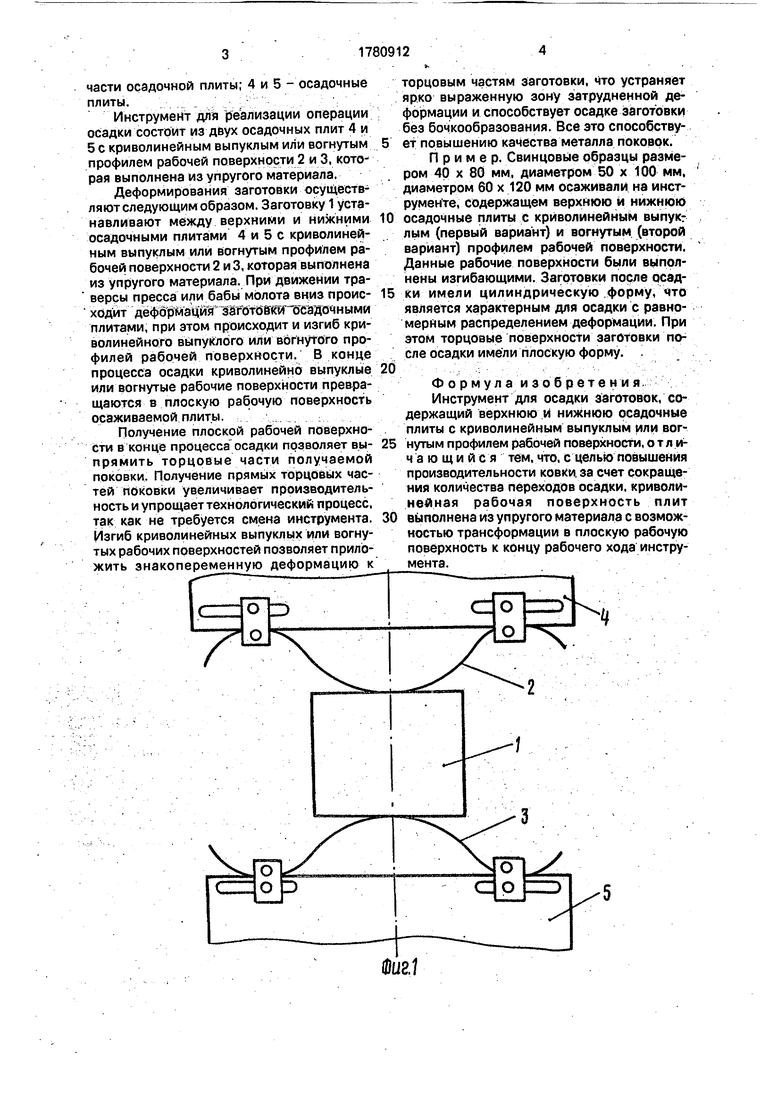
На фиг. 1т4 представлен предлагаемый инструмент. На фиг. приняты следующие обозначения: 1 - заготовка; 2 и 3 - упругие
«
Ё
NJ
00 О Ч
ю
части осадочной плиты; 4 и 5 - осадочные плиты.
Инструмент для реализации операции осадки состоит из ДЁУХ осадочных плит 4 и 5 с криволинейным выпуклым или вогнутым профилем рабочей поверхности 2 и 3. которая выполнена из упругого материала.
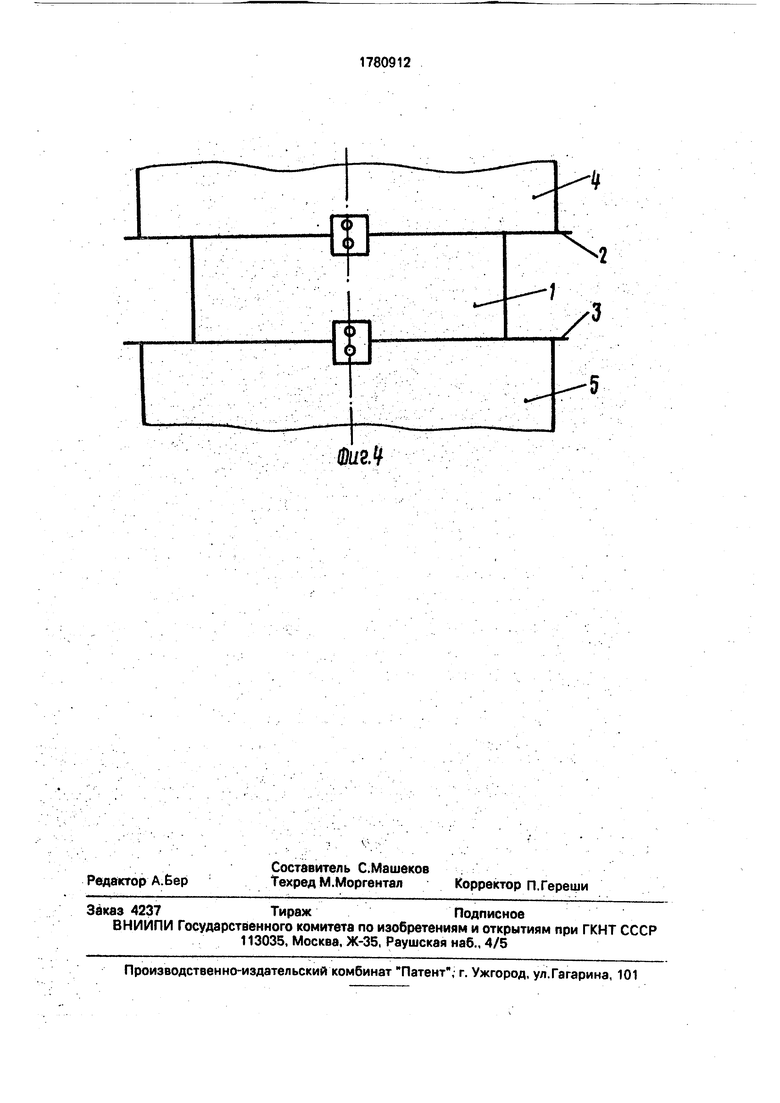
Деформирования заготовки осуществляют следующим образом. Заготовку 1 устанавливают между верхними и нижними осадочными плитами 4 и 5 с криволинейным выпуклым или вогнутым профилем рабочей поверхности 2 и 3, которая выполнена из упругого материала. При движении траверсы пресса или бабы молота вниз проис- ходит деформация зёгЪтбШГ осгадочными плитами, при этом происходит и изгиб криволинейного выпуклого или вогнутого профилей рабочей поверхности. В конце процесса осадки криволинейно выпуклые или вогнутые рабочие поверхности превращаются в плоскую рабочую поверхность осаживаемой плиты.
Получение плоской рабочей поверхности в конце процесса осадки позволяет вы- прямить торцовые части получаемой поковки. Получение прямых торцовых частей поковки увеличивает производительность и упрощает технологический процесс, так как не требуется смена инструмента. Изгиб криволинейных выпуклых или вогнутых рабочих поверхностей позволяет приложить знакопеременную деформацию к
Т
V
торцовым частям заготовки, что устраняет ярко выраженную зону затрудненной деформации и способствует осадке заготовки без бочкообразования. Все это способствует повышению качества металла поковок.
Пример. Свинцовые образцы размером 40 х 80 мм, диаметром 50 х 100 мм, диаметром 60 х 120 мм осаживали на инструменте, содержащем верхнюю и нижнюю осадочные плиты с криволинейным выпукг лым (первый вариант) и вогнутым (второй вариант) профилем рабочей поверхности. Данные рабочие поверхности были выполнены изгибающими. Заготовки после осадки имели цилиндрическую форму, что является характерным для осадки с равномерным распределением деформации. При этом торцовые поверхности заготовки после осадки имели плоскую форму. .
Формула изобретения Инструмент для осадки заготовок, содержащий верхнюю и нижнюю осадочные плиты с криволинейным выпуклым или вогнутым профилем рабочей поверхности,отличающийся тем, что, с целью повышения производительности ковки, за счет сокращения количества переходов осадки, криволинейная рабочая поверхность плит выполнена из упругого материала с возможностью трансформации в плоскую рабочую поверхность к концу рабочего хода инструмента.
ч
0U8.2
0м/е:з
l
1
О О
Шг.Ц
2
/
3
5
