Изобретение относится к обработке металлов давлением и может быть использовано в кузнечно-прессовых цехах металлургического и машиностроительного завода для изготовления поковок типа дисков и валов.
Известен инструмент для ковки, содержащий верхнюю и нижнюю осадочные плиты с криволинейным выпуклым профилем рабочей поверхности.
Недостатком известного инструмента для выполнения операции осадки является то, что осадка на таком инструменте приводит к искажению торца осажденной заготовки. Для выравнивания торцовых поверхностей требуется дополнительная осадка в плоских бойках, что усложняет производительность процесса ковки. Необходимо отметить, что при осадке на таком инструменте не развивается интенсивное макротечение металла по сечению, что ухудшает качество получаемых изделий. Известно, что чем больше присутствуют по сечению заготовки макросдвиги, тем лучше прорабатывается структура металла и тем качественней получаются изделия.
Техническим результатом, получаемым при использовании изобретения, является расширение технологических возможностей инструмента и повышение качества получаемых изделий.
Технический результат достигается тем, что в инструменте для ковки, содержащем верхний и нижний бойки с криволинейным выпуклым профилем рабочей поверхности, криволинейная рабочая поверхность бойков выполнена из упругого материала с возможностью регулируемой трансформации в плоскую рабочую поверхность к концу рабочего хода инструмента, при этом средство регулирования величины упругой деформации рабочих поверхностей бойков выполнено в виде цилиндров, расположенных в соответствующих бойках с возможностью взаимодействия своими штоками с рабочими поверхностями бойков и регулируемого снижения давления на штоки в процессе трансформации выпуклой рабочей поверхности бойков в плоскость, причем оси симметрии выпуклого профиля рабочей поверхности бойков лежат во взаимно перпендикулярных плоскостях.
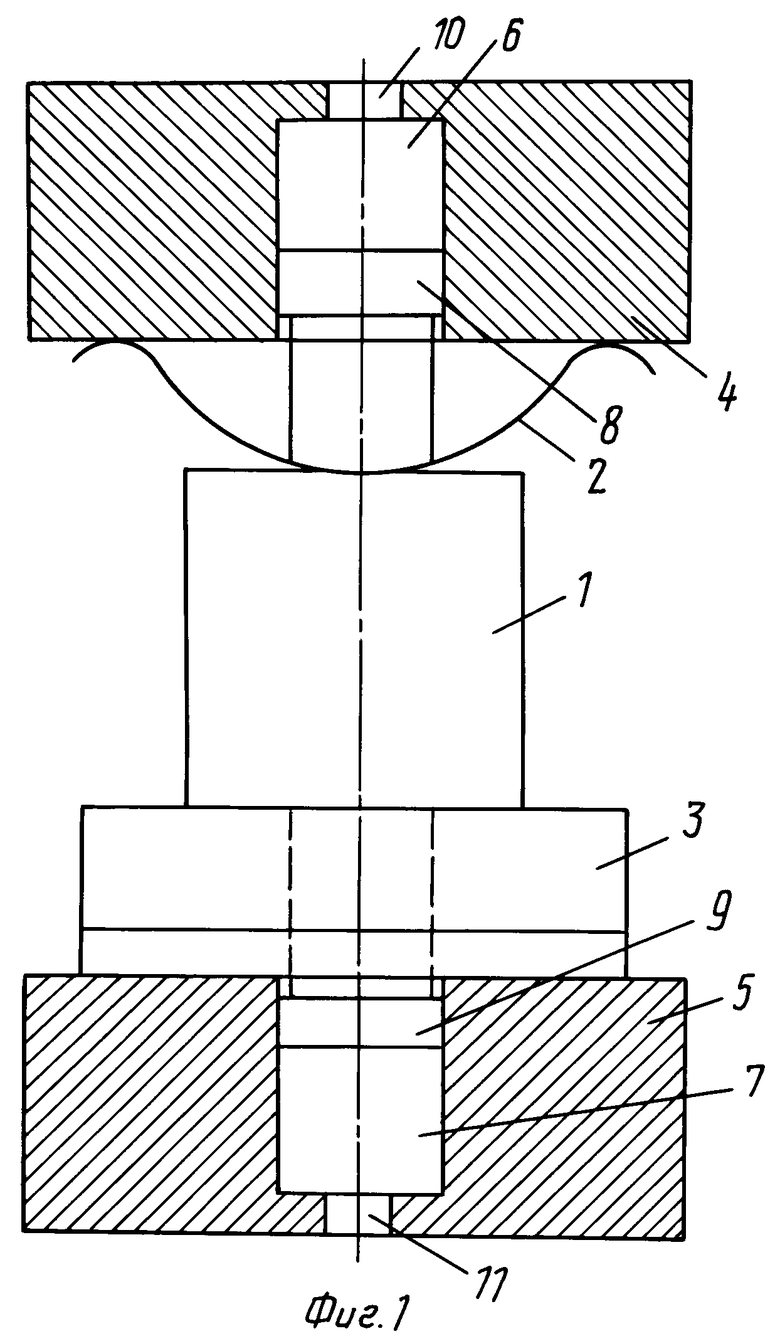
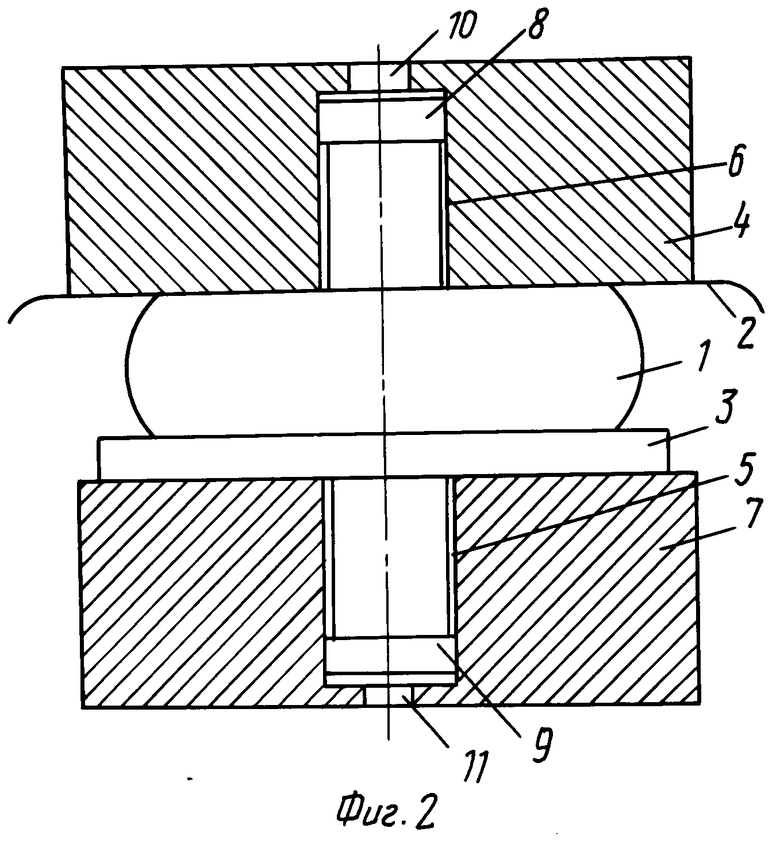
Изобретение поясняется на фиг. 1 и 2, где 1 заготовка; 2 и 3 упругие части бойков; 4 и 5 бойки; 6 и 7 цилиндры верхнего и нижнего бойков; 8, 9 поршни цилиндров, 10 и 11 регулировочные отверстия.
Инструмент для ковки состоит из двух бойков 4 и 5 с криволинейным выпуклым профилем рабочей поверхности 2 и 3, которая выполнена из упругого материала, внутри бойков встроены цилиндры 6 и 7 с поршнями 8 и 9 и отверстиями 10 и 11.
Дефоpмиpование заготовки осуществляют следующим образом.
Заготовку 1 устанавливают между верхней и нижней бойками 4 и 5 с криволинейным выпуклым профилем рабочей поверхности 2 и 3, которая выполнена из упругого материала. При движении траверсы пресса или бабы молота вниз происходит деформация заготовки бойками, при этом происходит изгиб криволинейной выпуклой рабочей поверхности. В конце процесса осадки криволинейно-выпуклые рабочие поверхности превращаются в плоскую рабочую поверхность бойка. Причем универсальность процесса достигается встроенными в бойки 4 и 5 цилиндрами 6 и 7, которые позволяют регулировать величину упругой деформации изогнутых элементов. Регулирование величины упругой деформации определяется величиной открытия отверстий 10 и 11. Это обеспечивает повышение производительности вследствие того, что отпадает необходимость замены упругих элементов при переходе на другой технологический процесс.
Расположение осей симметрии выпуклого профиля рабочей поверхности бойков во взаимно перпендикулярных плоскостях позволяет более равномерно распределять деформацию по сечению заготовки, а также скручивать верхнюю часть заготовки относительно нижней части, что позволяет развивать по сечению заготовки дополнительные макросдвиги.
Дополнительные макросдвиги способствуют лучшей проработке структуры металла и тем самым способствуют повышению качества получаемых изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНСТРУМЕНТ ДЛЯ ПРОТЯЖКИ | 1992 |
|
RU2050217C1 |
| Инструмент для осадки заготовок | 1991 |
|
SU1780912A1 |
| СПОСОБ ПОСТРОЕНИЯ КРИВОЙ ПРЕДЕЛЬНОЙ ПЛАСТИЧНОСТИ | 1992 |
|
RU2047414C1 |
| Кузнечный инструмент | 1986 |
|
SU1386348A1 |
| Способ ковки слитков и устройство для его осуществления | 1985 |
|
SU1303238A1 |
| Слиток | 1990 |
|
SU1724421A1 |
| Способ обработки заготовок | 1989 |
|
SU1697963A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Способ подготовки заготовок к окончательной обработке | 1986 |
|
SU1423240A1 |
| Способ протяжки заготовки | 1986 |
|
SU1400745A1 |
Сущность изобретения: инструмент для ковки содержит верхний и нижний бойки с криволинейным выпуклым профилем рабочей поверхности. Профиль бойков выполнен из упругого материала с возможностью регулируемой трансформации в плоскую рабочую поверхность в конце рабочего хода. Регулирование величины упругой деформации рабочих частей бойков осуществляют цилиндрами, расположенными в соответствующих бойках с возможностью взаимодействия своими штоками с рабочими поверхностями бойков. Оси симметрии выпуклого профиля рабочей поверхности бойков лежат во взаимно перпендикулярных плоскостях. 2 ил.
ИНСТРУМЕНТ ДЛЯ КОВКИ, содержащий верхний и нижний бойки с криволинейным ваыпуклым профилем рабочей поверхности, отличающийся тем, что криволинейная рабочая поверхность бойков выполнена из упругого материала с возможностью регулируемой трансформации в плоскую рабочую поверхность к концу рабочего хода инструмента, при этом средство регулирования величины упругой деформации рабочих поверхностей бойков выполнено в виде цилиндров, расположенных в соответствующих бойках с возможностью взаимодействия своими штоками с рабочими поверхностями бойков и регулируемого снижения давления на штоки в процессе трансформации выпуклой рабочей поверхности бойков в плоскость, причем оси симметрии выпуклого профиля рабочей поверхности бойков лежат во взаимно перпендикулярных плоскостях.
| Охрименко Я.М | |||
| Технология кузнечно-штамповочного производства, М.: Машиностроение, 1976, с.153. |
