1
(21)4901427/02
(22)09.01.91
(46) 15.12.92. Бюл. №46
(71) Институт сверхтвердых материалов АН
УССР
(72)А.И.Прихнэ
(56)Авторское свидетельство СССР Мг 1066745, кл. В 30 В 15/02, 1982.
Авторское свидетельство СССР Мг1258618,кл. В 22 F 3/02,1985. (54) ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ КОНТЕЙНЕРА С ПОРОШКОМ
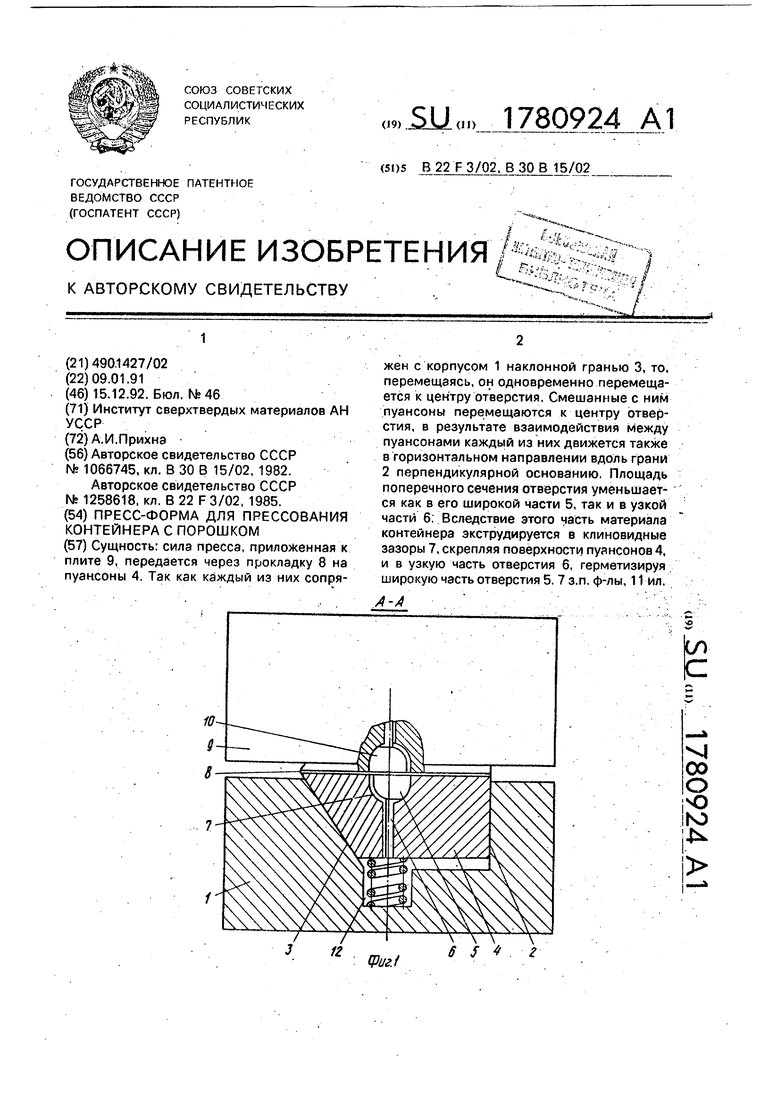
(57)Сущность: сила пресса, приложенная к плите 9, передается через прокладку 8 на пуансоны 4. Так как каждый из них сопряжен с корпусом 1 наклонной гранью 3, то, перемещаясь, он одновременно перемещается к центру отверстия. Смешанные с ним пуансоны перемещаются к центру отверстия, в результате взаимодействия между пуансонами каждый из них движется также в горизонтальном направлении вдоль грани 2 перпендикулярной основанию. Площадь поперечного сечения отверстия уменьшается как в его широкой части 5, так и в узкой части 6. Вследствие этого часть материала контейнера экструдируется в клиновидные зазоры 7, скрепляя поверхности пуансонов 4, и в узкую часть отверстия 6, герметизируя широкую часть отверстия 5. 7 з.п, ф-лы, 11 ил.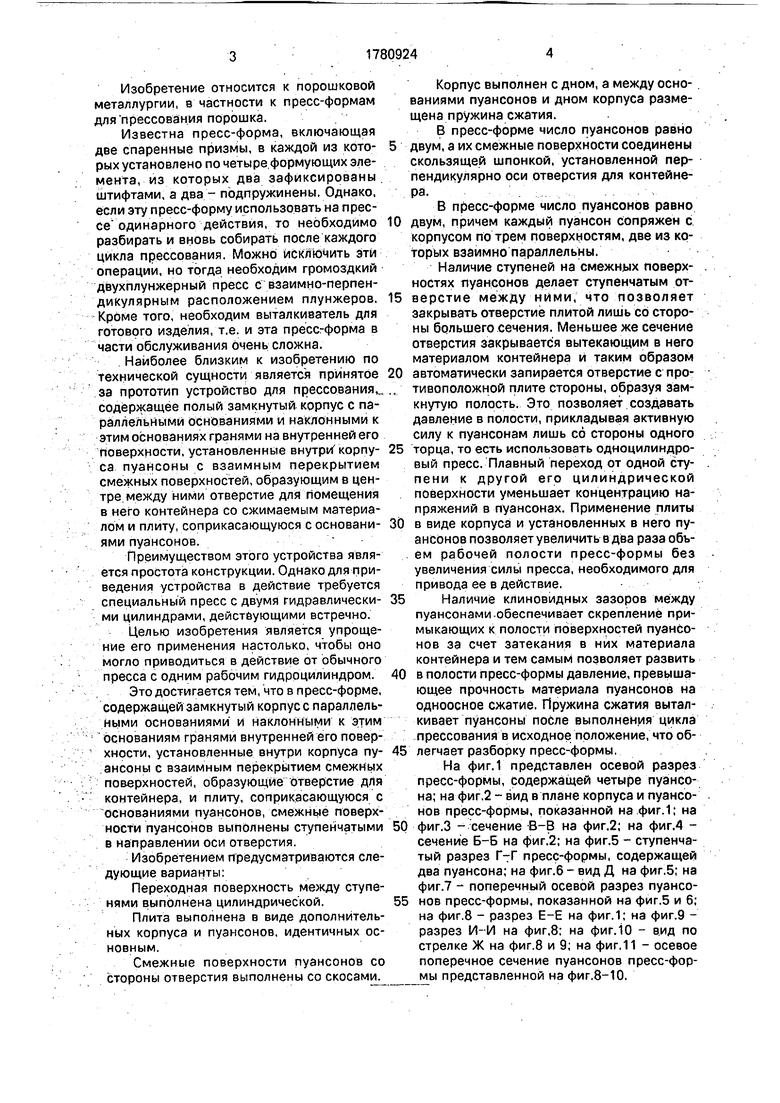
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для радиальной штамповки | 1977 |
|
SU659270A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
| Съедобный контейнер для пищевых продуктов и термическая пресс-форма для выпечки половинок этого съедобного контейнера | 2020 |
|
RU2763564C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| СПОСОБ ФОРМИРОВАНИЯ УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРЫ В МЕТАЛЛИЧЕСКОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2341350C2 |
| УСТРОЙСТВО ДЛЯ КОНТУРНОГО ПРЕССОВАНИЯ ДЕТАЛЕЙ ИЗ ДРЕВЕСИНЫ | 1995 |
|
RU2054992C1 |
| МУЛЬТИПЛИКАТОР ДАВЛЕНИЯ | 1990 |
|
RU2028816C1 |
| ШТАМП И СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСА БУКСЫ ИЗ ЦИЛИНДРИЧЕСКОЙ ЗАГОТОВКИ С ГЛОБУЛЯРНОЙ СТРУКТУРОЙ | 2010 |
|
RU2443494C1 |
| Съедобный контейнер для пищевых продуктов, способ изготовления этого съедобного контейнера и термическая форма для выпечки половинок этого съедобного контейнера и самого контейнера | 2022 |
|
RU2784065C1 |
| ПУАНСОН ПРЕССА | 2017 |
|
RU2677523C1 |


Л 00
о
о to
Јь
Фиг.{
Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования порошка.
Известна пресс-форма, включающая две спаренные призмы, в каждой из которых установлено по четыре формующих элемента, из которых два зафиксированы штифтами, а два - подпружинены. Однако, если эту пресс-форму использовать на прессе одинарного действия, то необходимо разбирать и вновь собирать после каждого цикла прессования. Можно исключить эти операции, но тогда необходим громоздкий двухплунжерный пресс с взаимно-перпендикулярным расположением плунжеров. Кроме того, необходим выталкиватель для готового изделия, т.е. и эта пресс-форма в части обслуживания очень сложна.
Наиболее близким к изобретению по технической сущности является принятое за прототип устройство для прессования,., содержащее полый замкнутый корпус с параллельными основаниями и наклонными к этим основаниях гранями на внутренней его поверхности, установленные внутри корпуса пуансоны с взаимным перекрытием смежных поверхностей, образующим в центре между ними отверстие для помещения в него контейнера со сжимаемым материалом и плиту, соприкасающуюся с основаниями пуансонов.
Преимуществом этого устройства является простота конструкции. Однако для приведения устройства в действие требуется специальный пресс с двумя гидравлическими цилиндрами, действующими встречно.
Целью изобретения является упрощение его применения настолько, чтобы оно могло приводиться в действие от обычного пресса с одним рабочим гидроцилиндром.
Это достигается тем, что в пресс-форме, содержащей замкнутый корпус с параллельными основаниями и наклонными к этим основаниям гранями внутренней его поверхности, установленные внутри корпуса пуансоны с взаимным перекрытием смежных поверхностей, образующие отверстие для контейнера, и плиту, соприкасающуюся с основаниями пуансонов, смежные поверхности пуансонов выполнены ступенчатыми в направлении оси отверстия.
Изобретением предусматриваются следующие варианты:
Переходная поверхность между ступенями выполнена цилиндрической.
Плита выполнена в виде дополнительных корпуса и пуансонов, идентичных основным.
Смежные поверхности пуансонов со стороны отверстия выполнены со скосами.
Корпус выполнен с дном, а между основаниями пуансонов и дном корпуса размещена пружина сжатия.
В пресс-форме число пуансонов равно
двум, а их смежные поверхности соединены скользящей шпонкой, установленной перпендикулярно оси отверстия для контейнера.
В пресс-форме число пуансонов равно
0 двум, причем каждый пуансон сопряжен с корпусом по трем поверхностям, две из которых взаимно параллельны.
Наличие ступеней на смежных поверхностях пуансонов делает ступенчатым от5 верстие между ними, что позволяет закрывать отверстие плитой лишь со стороны большего сечения. Меньшее же сечение отверстия закрывается вытекающим в него материалом контейнера и таким образом
0 автоматически запирается отверстие с противоположной плите стороны, образуя замкнутую полость. Это позволяет создавать давление в полости, прикладывая активную силу к пуансонам лишь со стороны одного
5 торца, то есть использовать одноцилиндровый пресс. Плавный переход от одной ступени к другой его цилиндрической поверхности уменьшает концентрацию напряжений в пуансонах. Применение плиты
0 в виде корпуса и установленных в него пуансонов позволяет увеличить в два раза объем рабочей полости пресс-формы без увеличения силы пресса, необходимого для привода ее в действие.
5 Наличие клиновидных зазоров между пуансонами обеспечивает скрепление примыкающих к полости поверхностей пуансонов за счет затекания в них материала контейнера и тем самым позволяет развить
0 в полости пресс-формы давление, превышающее прочность материала пуансонов на одноосное сжатие. Пружина сжатия выталкивает пуансоны после выполнения цикла прессования в исходное положение, что об5 легчает разборку пресс-формы,
На фиг.1 представлен осевой разрез пресс-формы, содержащей четыре пуансона; на фиг,2 - вид в плане корпуса и пуансонов пресс-формы, показанной на фиг.1; на
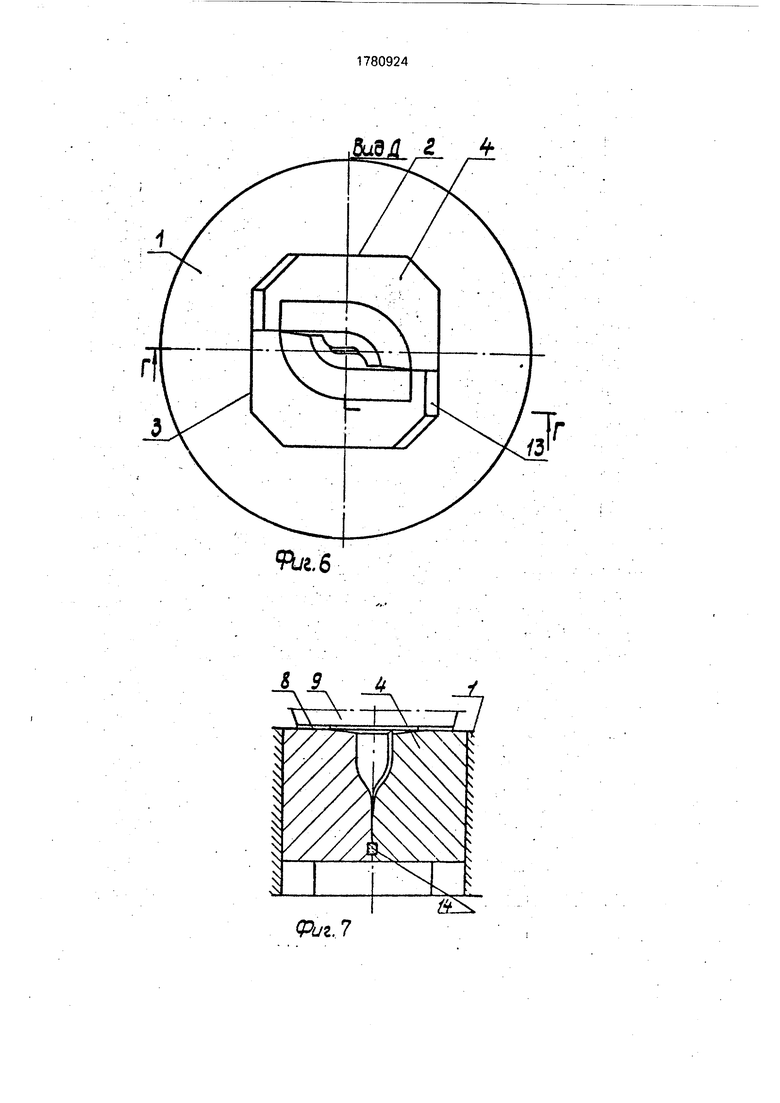
0 фиг.З - сечение В-В на фиг.2; на фиг.4 - сечение Б-Б на фиг.2; на фиг.5 - ступенчатый разрез Г-Г пресс-формы, содержащей два пуансона; на фиг.6 - вид Д на фиг.5; на фиг.7 - поперечный осевой разрез пуансо5 нов пресс-формы, показанной на фиг.5 и 6; на фиг.8 - разрез Е-Е на фиг.1; на фиг.9 - разрез И-И на фиг,8; на фиг.10 - вид по стрелке Ж на фиг.8 и 9, на фиг. 11 - осевое поперечное сечение пуансонов пресс-формы представленной на фиг.8-10.
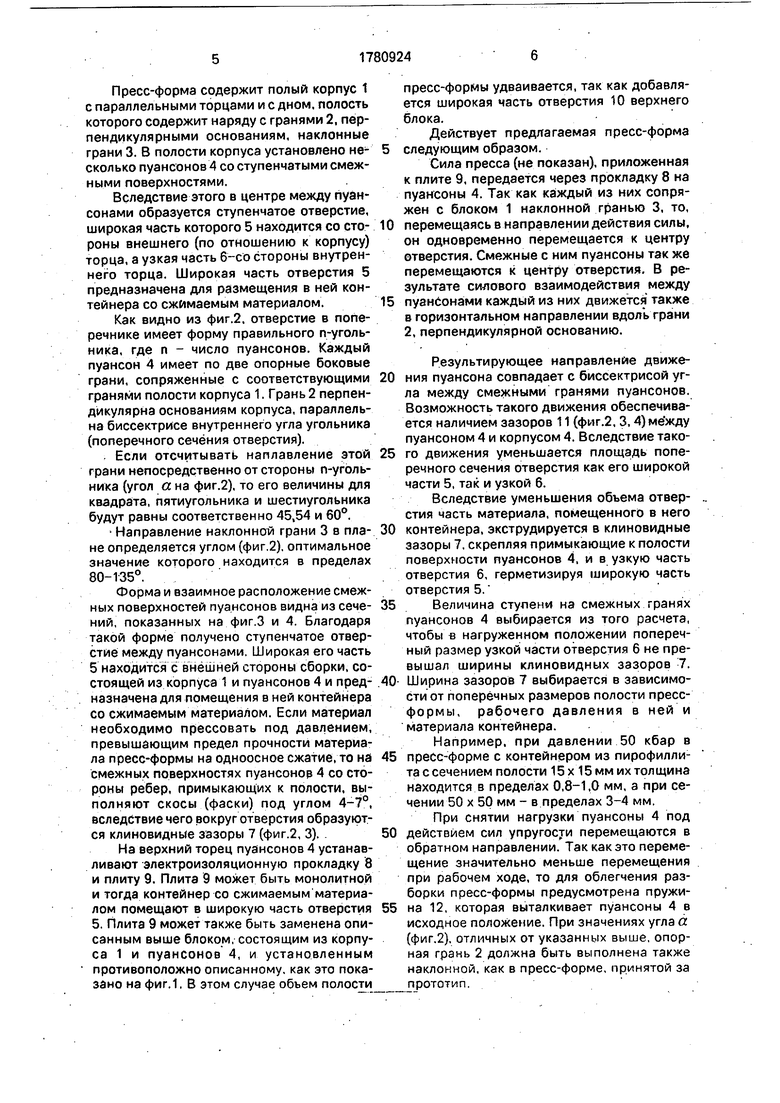
Пресс-форма содержит полый корпус 1 с параллельными торцами и с дном, полость которого содержит наряду с гранями 2, перпендикулярными основаниям, наклонные грани 3. В полости корпуса установлено не- сколько пуансонов 4 со ступенчатыми смежными поверхностями.
Вследствие этого в центре между пуансонами образуется ступенчатое отверстие, широкая часть которого 5 находится со сто- роны внешнего (по отношению к корпусу) торца, а узкая часть б-со стороны внутреннего торца. Широкая часть отверстия 5 предназначена для размещения в ней контейнера со сжимаемым материалом.
Как видно из фиг.2. отверстие в поперечнике имеет форму правильного п-уголь- ника, где п - число пуансонов. Каждый пуансон 4 имеет по две опорные боковые грани, сопряженные с соответствующими гранями полости корпуса 1. Грань 2 перпендикулярна основаниям корпуса, параллельна биссектрисе внутреннего угла угольника (поперечного сечения отверстия).
Если отсчитывать наплавление этой грани непосредственно от стороны п-уголь- ника (угол а на фиг.2), то его величины для квадрата, пятиугольника и шестиугольника будут равны соответственно 45,54 и 60°.
Направление наклонной грани 3 в пла- не определяется углом (фиг.2), оптимальное значение которого находится в пределах 80-135°.
Форма и взаимное расположение смежных поверхностей пуансонов видна из сече- ний, показанных на фиг.З и 4. Благодаря такой форме получено ступенчатое отверстие между пуансонами. Широкая его часть 5 находится с внешней стороны сборки, состоящей из корпуса 1 и пуансонов 4 и пред- назначена для помещения в ней контейнера со сжимаемым материалом. Если материал необходимо прессовать под давлением, превышающим предел прочности материала пресс-формы на одноосное сжатие, то на смежных поверхностях пуансонов 4 со стороны ребер, примыкающих к полости, выполняют скосы (фаски) под углом 4-7°, вследствие чего вокруг отверстия образуются клиновидные зазоры 7 (фиг.2, 3).
На верхний торец пуансонов 4 устанавливают электроизоляционную прокладку 8 и плиту 9. Плита 9 может быть монолитной и тогда контейнер со сжимаемым материалом помещают в широкую часть отверстия 5. Плита 9 может также быть заменена описанным выше блоком, состоящим из корпуса 1 и пуансонов 4, и установленным противоположно описанному, как это показано на фиг.1. В этом случае обьем полости
пресс-формы удваивается, так как добавляется широкая часть отверстия 10 верхнего блока.
Действует предлагаемая пресс-форма следующим образом.
Сила пресса (не показан), приложенная к плите 9, передается через прокладку 8 на пуансоны 4. Так как каждый из них сопряжен с блоком 1 наклонной гранью 3, то, перемещаясь в направлении действия силы, он одновременно перемещается к центру отверстия. Смежные с ним пуансоны так же перемещаются к центру отверстия. В результате силового взаимодействия между пуансонами каждый из них движется также в горизонтальном направлении вдоль грани 2, перпендикулярной основанию.
Результирующее направление движения пуансона совпадает с биссектрисой угла между смежными гранями пуансонов. Возможность такого движения обеспечивается наличием зазоров 11 (фиг.2, 3,4)ме жду пуансоном 4 и корпусом 4. Вследствие такого движения уменьшается площадь поперечного сечения отверстия как его широкой части 5, так и узкой 6.
Вследствие уменьшения объема отверстия часть материала, помещенного в него контейнера, экструдируется в клиновидные зазоры 7, скрепляя примыкающие к полости поверхности пуансонов 4, и в узкую часть отверстия 6, герметизируя широкую часть отверстия 5.
Величина ступени на смежных гранях пуансонов 4 выбирается из того расчета, чтобы в нагруженном положении поперечный размер узкой части отверстия 6 не превышал ширины клиновидных зазоров 7. Ширина зазоров 7 выбирается в зависимости от поперечных размеров полости пресс- формы, рабочего давления в ней и материала контейнера.
Например, при давлении 50 кбар в пресс-форме с контейнером из пирофилли- тассечением полости 15х 15мм их толщина находится в пределах 0,8-1,0 мм, а при сечении 50 х 50 мм - в пределах 3-4 мм.
При снятии нагрузки пуансоны 4 под действием сил упругости перемещаются в обратном направлении. Так как это перемещение значительно меньше перемещения при рабочем ходе, то для облегчения разборки пресс-формы предусмотрена пружина 12, которая выталкивает пуансоны 4 в исходное положение. При значениях угла а (фиг.2). отличных от указанных выше, опорная грань 2 должна быть выполнена также наклонной, как в пресс-форме, принятой за прототип.
Для пресс-формы с рабочим давлением, не превышающим 25 кбар, предпочтительным вариантом является вариант с монолитной гладкой плитой 9, закрепленной на прессе. В этом случае требуется пресс с небольшим ходом и обеспечивается удобство сборки и разборки.
При давлениях свыше 40 кбар выгодно применять пресс-форму в виде двух одинаковых противоположно расположенных блоков, состоящих из корпуса и пуансонов, как это показано на фиг.1. Такая конструкция обеспечивает удвоение обьема полости при той же силе пресса. Однако сборкам разборка ее становится сложнее.
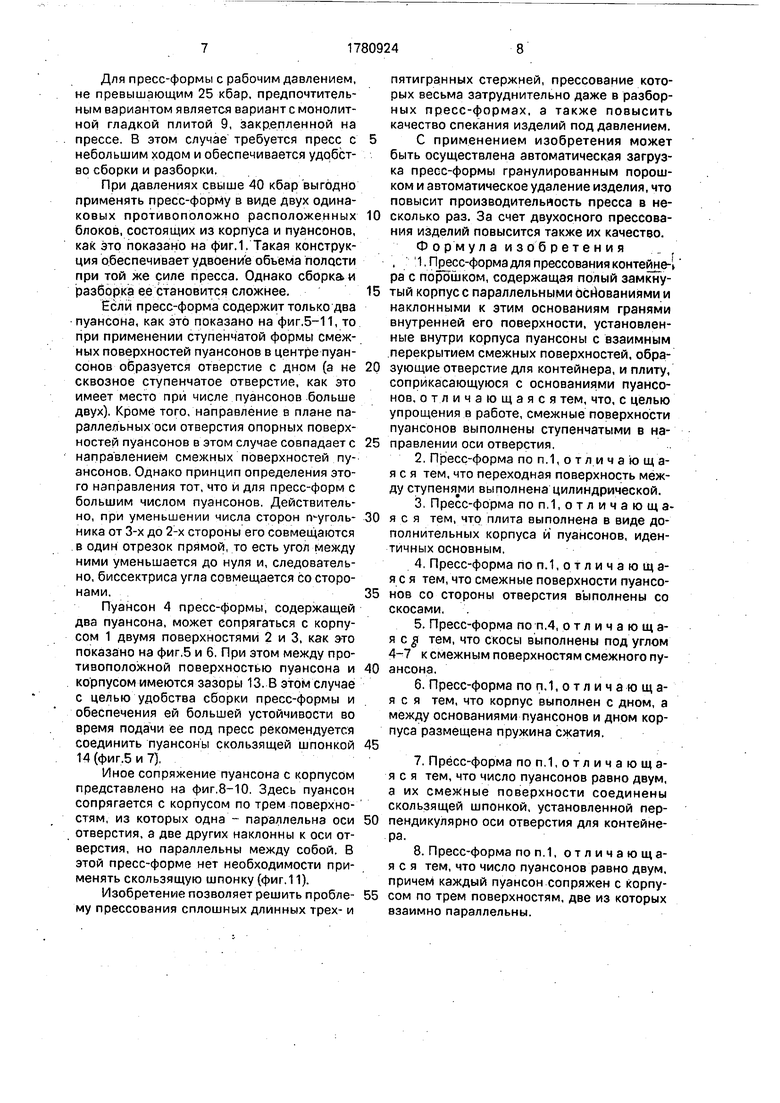
Если пресс-форма содержит только два пуансона, как это показано на фиг.5-11, то при применении ступенчатой формы смежных поверхностей пуансонов в центре пуансонов образуется отверстие с дном (а не сквозное ступенчатое отверстие, как это имеет место при числе пуансонов больше двух). Кроме того, направление в плане параллельных оси отверстия опорных поверхностей пуансонов в этом случае совпадает с направлением смежных поверхностей пуансонов. Однако принцип определения этого направления тот, что и для пресс-форм с большим числом пуансонов. Действительно, при уменьшении числа сторон ггуголь- ника от 3-х до 2-х стороны его совмещаются в один отрезок прямой, то есть угол между ними уменьшается до нуля и, следовательно, биссектриса угла совмещается со сторонами.
Пуансон 4 пресс-формы, содержащей два пуансона, может сопрягаться с корпусом 1 двумя поверхностями 2 и 3, как это показано на фиг,5 и 6. При этом между противоположной поверхностью пуансона и корпусом имеются зазоры 13. В этом случае с целью удобства сборки пресс-формы и обеспечения ей большей устойчивости во время подачи ее под пресс рекомендуется соединить пуансоны скользящей шпонкой 14 (фиг.5 и 7),
Иное сопряжение пуансона с корпусом представлено на фиг.8-10. Здесь пуансон сопрягается с корпусом по трем поверхностям, из которых одна - параллельна оси отверстия, а две других наклонны к оси отверстия, но параллельны между собой. В этой пресс-форме нет необходимости применять скользящую шпонку (фиг.11).
Изобретение позволяет решить проблему прессования сплошных длинных трех- и
пятигранных стержней, прессование которых весьма затруднительно даже в разборных пресс-формах, а также повысить качество спекания изделий под давлением.
С применением изобретения может
быть осуществлена автоматическая загрузка пресс-формы гранулированным порошком и автоматическое удаление изделия, что повысит производительность пресса в несколько раз. За счет двухосного прессования изделий повысится также их качество. Формул а и зобретени я
ft
./V l
Фиг.5
9Ъг,б
8 9
Риг. 7
йь.
Ј/ (putfO
Фиг.М
