I
Изобретение относится к обработке металлов давлением, в частности к конструкциям штампов для радиальной штамповки.
Известен штамп для радиальной штамповки гранных заготовок, содержащий смонтированную на нижней плите обойму, в цилиндрических отверстиях которой установлены направляюшие вкладыши с наклонными относительно их оси пазами, в которых размеш,ены клиновидные бойки со скошенными со стороны рабочей части боковыми сторонами параллельными боковым сторонам смежных бойков 1.
Однако известный штамп не обеспечивает точности центрирования при штамповке заготовок с различной шириной смежных граней.
Цель изобретения - обеспечение точности центрирования заготовок при штамповке изделий.
Для этого бойки, служащие для формообразования меньшей но ширине грани изделия, выполнены составными, при этом каждый боек содержит корпус, в пазу которого установлена регулируемая нодпружиненная относительно него вставка с рабочей поверхностью и углом скоса боковых сторон, меньшим угла скоса боковых сторон смежных бойков.
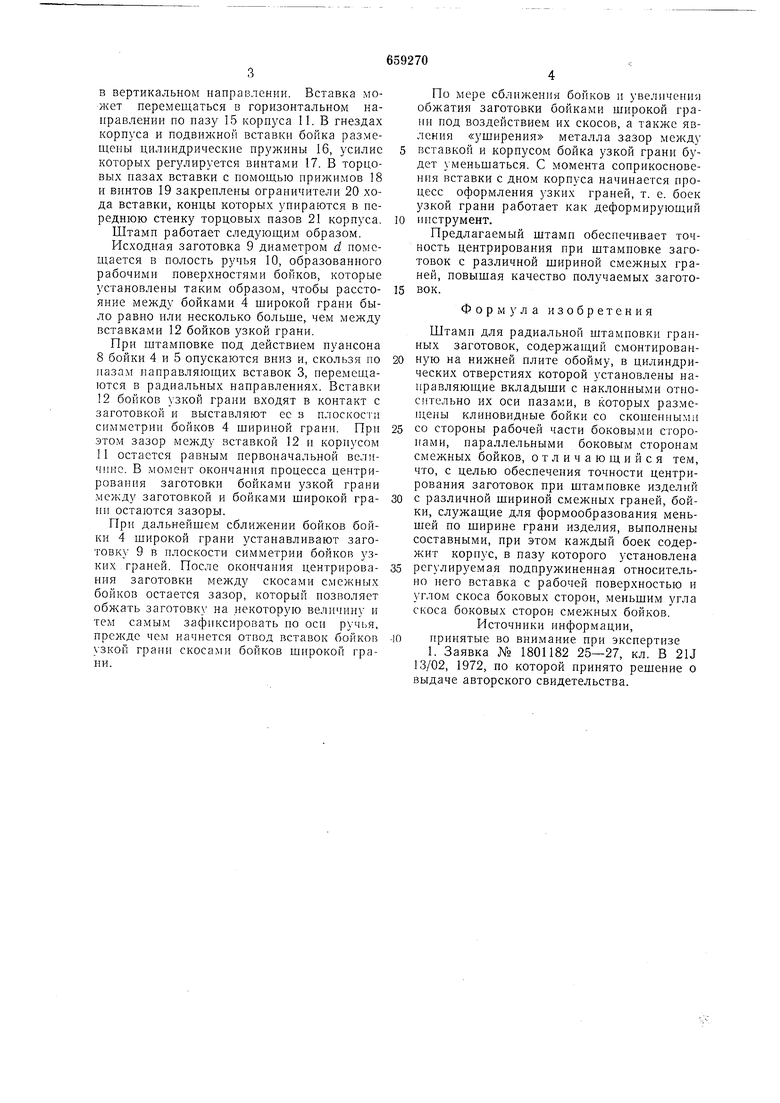
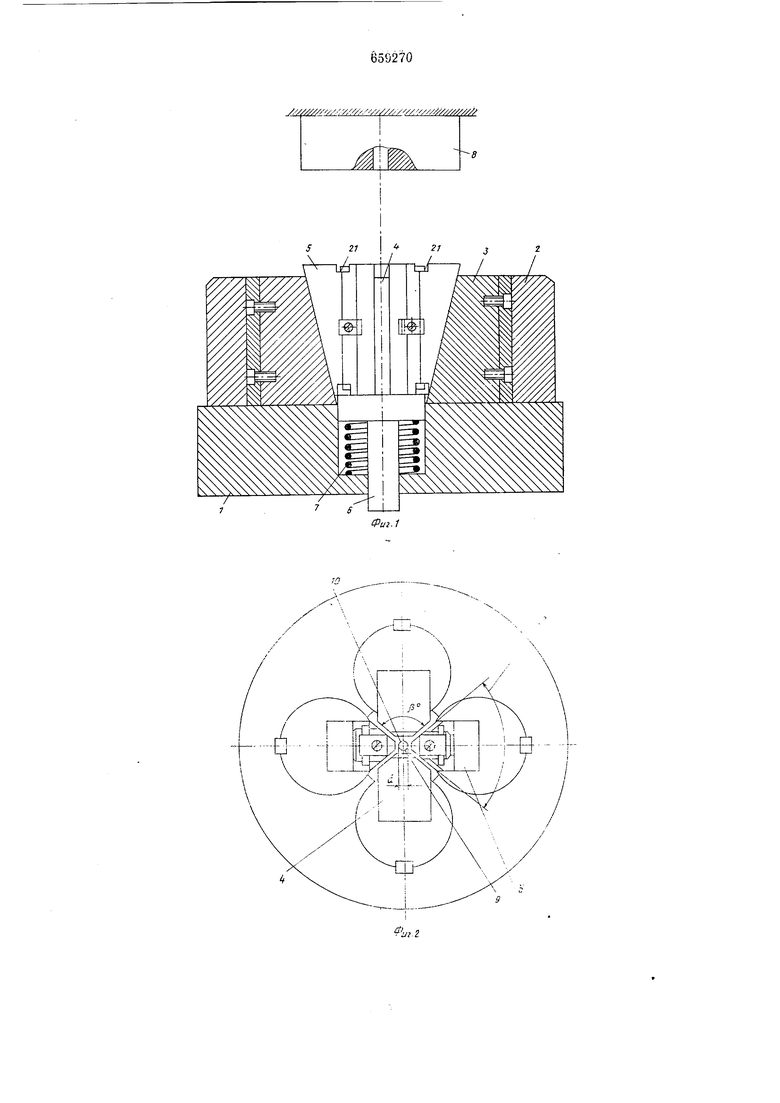
На фиг. 1 изображен предлагаемый штамп, общий вид в разрезе; на фиг. 2 - то же, вид сверху; на фиг. 3 - общий вид бойка, служащего для формообразования меньшей но ширине грани; на фиг. 4 - вид бойка сверху; на фиг. 5 - сечение А-А фиг. 3.
Штамп содерл ит опорную плиту 1 с установленной на ней обоймой 2, в цилиндрических отверстиях которой распололсены направляющие вкладыши 3 с наклонными относительно их осей пазами для радиального перемещения и направления клиновидных бойков 4 - для формирования у поковки широких граней и бойков 5 - для формирования узких граней, толкатель 6 с пружиной 7 и пуансон 8.
Для обеспечения свободного прохода бойков 5 узкой грани между бойками 4 широкой грани в момент центрирования заготовки 9 диаметром d в полости ручья 10 углы скосов а° бойков 5 выполнены меньщими углов скосов р° бойков 4, причем скосы смежных бойков параллельны. Боек 5 узкой грани содерн ит корпус 11, входящий в наклонный паз направляющего вкладыща 3, подвижную вставку 12, на которой винтами 13 закреплены направляющие шпонки 14, препятствующие перемещению вставки
3
в вертикальном направлении. Вставка может перемещаться в горизонтальном направлении по пазу 15 корпуса 11. В гнездах корпуса и подвижной вставки бойка размещены цилиндрические пружины 16, усилие которых регулируется винтами 17. В торцовых пазах вставки с помощью прижимов 18 и винтов 19 закреплены ограничители 20 хода вставки, концы которых упираются в переднюю стенку торцовых пазов 21 корпуса.
Штамп работает следующим образом.
Исходная заготовка 9 диаметром d помещается в полость ручья 10, образованного рабочими поверхностями бойков, которые установлены таким образом, чтобы расстояние между бойками 4 широкой грани было равно или несколько больше, чем между вставками 12 бойков узкой грани.
При штамновке под действием пуансона 8 бойки 4 и 5 опускаются вниз и, скользя по иазам направляющих вставок 3, перемещаются в радиальных направлениях. Вставки 12 бойков узкой грани входят в контакт с заготовкой и выставляют ее в плоскости симметрии бойков 4 шириной грани. При этом зазор между вставкой 12 и корнусом II остается равным первоначальной величине. В .момент окончания процесса центрирования заготовки бойками узкой грани .между заготовкой и бойками широкой грани остаются зазоры.
При дальнейшем сближении бойков бойки 4 широкой грани устанавливают заготовку 9 в плоскости симметрии бойков узких граней. После окончания центрирования заготовки между скосами смежных бойков остается зазор, который нозволяет обжать заготовку на некоторую величину и тем самым зафиксировать но оси ручья, прежде чем начнется отвод вставок бойков узкой грани скосами бойков широкой грани.
По мере сближения бойков и увеличения обжатия заготовки бойками широкой граии под воздействием их скосов, а также явления «уширения металла зазор между вставкой и корпусом бойка узкой грани будет уменьшаться. С момента соприкосновения вставки с дном корпуса начинается процесс оформления узких граней, т. е. боек узкой грани работает как деформирующий инструмент.
Предлагаемый штамп обеспечивает точность центрирования при штамповке заготовок с различной шириной смежных граней, повышая качество получаемых заготовок.
Формула изобретения
Штамп для радиальной штамновки гранных заготовок, содержащий смонтированную на нижней плите обойму, в цилиндрических отверстиях которой установлены направляющие вкладыши с наклонными относительно их оси пазами, в которых размеП1.ены клиновидные бойки со скошенными со стороны рабочей части боковыми сторонами, параллельными боковым сторонам смежных бойков, отличающийся тем, что, с целью обеспечения точности центрирования заготовок при штамповке изделий с различной шириной смежных граней, бойки, служащие для формообразования меньшей по ширине грани изделия, выполнены составными, при этом каждый боек содержит корпус, в пазу которого установлена регулируемая подпружиненная относительно него вставка с рабочей поверхностью и углом скоса боковых сторон, меньшим угла скоса боковых сторон смежных бойков.
Источники информации, принятые во внимание при экспертизе 1. Заявка № 1801182 25-27, кл. В 21J 13/02, 1972, по которой принято решение о выдаче авторского свидетельства.
521 21
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КР,УПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1967 |
|
SU193909A1 |
| СПОСОБ ШТАМПОВКИ КОЛЬЦЕОБРАЗНЫХ ПОКОВОК КОНИЧЕСКИХ ШЕСТЕРЕН ДИАМЕТРОМ 638 мм | 2005 |
|
RU2300439C2 |
| СПОСОБ ОСАДКИ ЗАГОТОВОК С НЕРОВНЫМИ ТОРЦАМИ | 2010 |
|
RU2437737C1 |
| Штамп подкладной для горячей объемной штамповки | 1987 |
|
SU1417989A1 |
| Боек для штамповки концевого инструмента | 1985 |
|
SU1291270A1 |
| Штамп для штамповки поковок с отростками | 1987 |
|
SU1445846A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Штамп для радиальной штамповки | 1980 |
|
SU904861A1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЕСТИГРАННЫХ ПРОФИЛЕЙ | 2017 |
|
RU2655504C1 |
| Штамп для радиальной штамповки | 1984 |
|
SU1180141A1 |
.0
Фиг. S
