Изобретение относится к ремонтным работам, в частности к способам восстановления деталей из пластичных металлов.
Известен способ восстановления изношенных деталей типа тонкостенных тел вращения из пластичных металлов, по которому изношенную поверхность юбки поршня пластически деформируют с образованием чередующихся гребешков и впадин с последующим их сглаживанием и шлифованием в окончательный размер.
Этот способ предусматривает восстановление деталей только при условии, если толщина стенки в 5-15 раз больше высоты гребешков, при большей толщине стенки увеличения размера юбки поршня не происходит.
После шлифования на поверхности юбки не остается канавок для улучшения условий смазки сопряжения поршень-цилиндр при эксплуатации, что снижает ресурс восстановленной детали
Данный способ требует предварительной обработки внутренней поверхности поршня под оправку и окончательного шлифования- юбки, увеличивая этим трудоемкость процесса и изменяя массу детали.
Кроме того способ не учитывает направление сглаживания гребешков и не обеспечивает тем самым условий для образования гидродинамических масляных клиньев в канавках, которые возникают между юбкой и цилиндром в процессе возвратно-поступательного движения поршня при эксплуатации, что снижает ресурс восстановленной детали
Целью изобретения является повышение ресурса восстановленной детали путем улучшения условий возникновения в канавках гидродинамических масляных клиньев
Поставленная цель достигается тем, что канавки выполняют с промежутком, а сглаживание гребешков производят в направлении головки протягиванием поршня через калибр
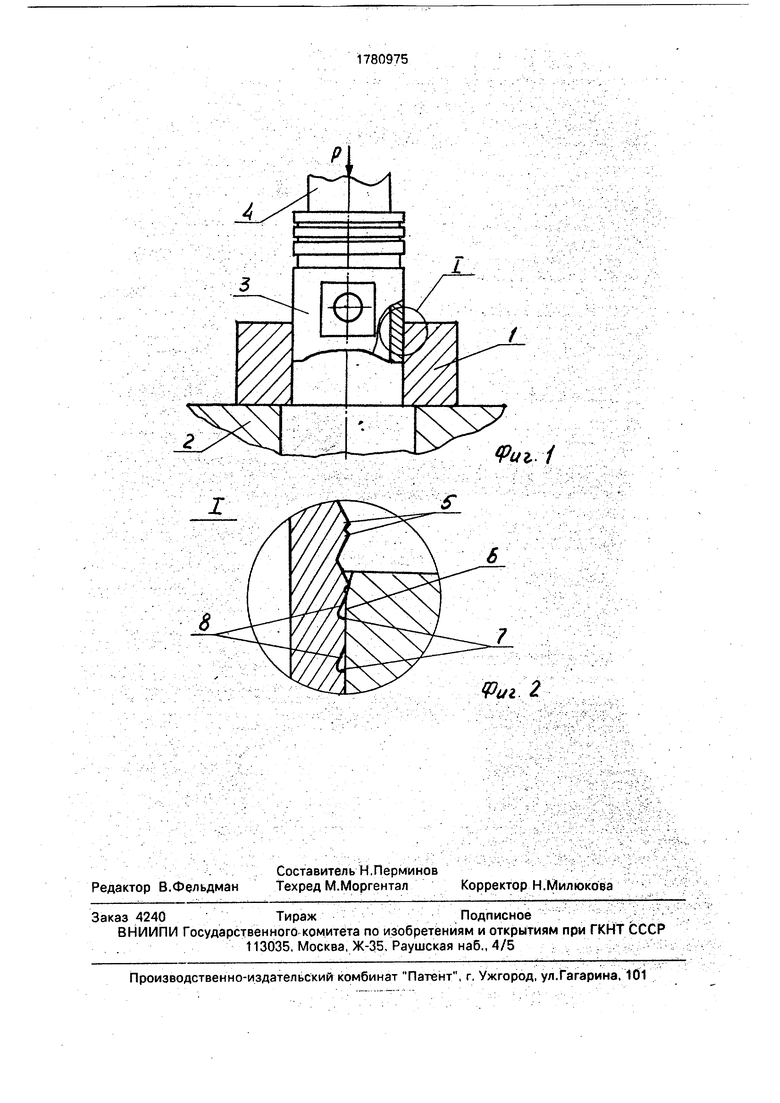
На фиг. 1 изображена схема протягивания поршня с выдавленными канавками через калибр; на фиг. 2 - узел I на фиг, 1.
Калибр 1 устанавливают на основание 2, имеющее отверстие. Поршень 3 ориентируют юбкой в отверстие калибра 1 и пуансо(Л
С
vi со
о о
4 СЛ
ном 4 продавливают через него. Излишне выдавленный металл гребешков 5 на юбке поршня 3 снимается поверхностью 6 отверстия калибра 1 и дальний от головки поршня 3 край канавок 7 завальцовывается, образуя крутой склон в отличие от ближнего к головке края 8, который остается пологим.
Способ восстановления поршней осуществляется Следующим образом.
Для нанесения синусоидальных, нало- женных на винтовую линию канавок и образования гребешков 5 необходимой высоты производят вибрационное накатывание юбки с таким промежутком, чтобы гребешки соседних канавок соприкасались. Излишне выдавленный металл гребешков сглаживают протягиванием поршня 3 через калибр 1, направляя в отверстие юбкой. В этом случае сминаемый металл гребешков 5 сдвигается в сторону головки и завальцовывает только дальнюю от нее сторону 7 синусоидальной канавки, оставляя ближнюю сторону 8 гладкой.
Образование гидродинамических масляных клиньев происходит по следующему механизму. В процессе возвратно-поступательного движения поршня при эксплуатации возникают силы инерции, которые толкают масло, находящееся в канавках, то а одну, то в другую сторону
При движении поршня вниз (когда усилие наибольшее и требуется особенно интенсивное смазывание трущихся поверхностей) масло набегает на гладкий наклонный край синусоидальной канавки и образует масляные клинья в каждой ветви синусоиды, отталкивай поверхности юбки и цилиндра друг от друга и превращая их взаимное трение в жидкостное
При движении поршня вверх (когда уси- лие невелико) силы инерции толкают масло, находящееся в канавках, в обратную сторону, то есть от головки, но завальцованный металлом гребешков край препятствует вытеканию масла из канавки.
В этих условиях в процессе возвратно- поступательного движения поршня происходит одностороннее перекачивание масла по юбке из канавки в канавку в направлении головки, где смазка наиболее бедная. Кроме того, чем положе ветви синусоиды по отношению к оси поршня, то есть чем меньше угол масляного клина, тем эффективнее его действие и протекание процесса перекачивания масла.
П р и м е р . С целью проверки предполагаемого способа проводилось восстановление изношенной юбки поршня двигателя ЗИЛ-130. Материал поршня - алюминиевый сплав АЛ 30. Величина диаметрального износа после эксплуатации 0,15 мм. Увеличение диаметра юбки после вибрационного накатывания алмазным наконечником составило 0,25 мм, высота излишне выдавленного металла гребешков 0,05 мм.
Сглаживание производили продавлива- нием поршня через калибр с профильным отверстием, повторяющим форму и размеры юбки в поперечном сечении, на гидравлическом прессе мод. ГОСНИТИ - 1.
Поршень в отверстие ориентировали юбкой вперед. Проееденйые испытания показали, что при использовании предложенного способа процесс смазки трущихся поверхностей восстановленного поршня и цилиндра происходит более эффективно, чем принятого за прототип, а это повышает ресурс деталей и сопряжений в целом.
Формула изобретения
Способ восстановления поршней, заключающийся в выдавливании на юбке синусоидальных, наложенных на винтовую линию канавок с образованием рельефа, состоящего из гребешков и впадин, и последующем частичном сглаживании гребешков до требуемого размера, отличающий- с я тем, что, с целью повышения ресурса восстановленной детали путем улучшения условий возникновения в канавках гидродинамических масляных клиньев, канавки выполняют с промежутком, а сглаживание гребешков производят в направлении головки протягиванием поршня через калибр.
Vui.f

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления подшипников скольжения коленчатого вала | 1990 |
|
SU1754390A1 |
| Способ восстановления изношенных деталей типа тонкостенных тел вращения из пластичных металлов | 1983 |
|
SU1121117A1 |
| СПОСОБ ОБРАБОТКИ НОВЫХ ИЛИ ВОССТАНАВЛИВАЕМЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ТИПА ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1997 |
|
RU2147272C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЮБОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2003 |
|
RU2227088C1 |
| ПОРШЕНЬ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1999 |
|
RU2167326C2 |
| Поршень для двигателя внутреннего сгорания | 1976 |
|
SU661180A1 |
| Способ восстановления цилиндрических деталей | 1984 |
|
SU1339002A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОКАЛЬНО ИЗНОШЕННОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2002 |
|
RU2228247C1 |
| СПОСОБ РЕМОНТА ЦИЛИНДРОПОРШНЕВОЙ ГРУППЫ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2013 |
|
RU2542035C2 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
Использование: при восстановлении деталей из пластичных материалов, в частности, для восстановления поршней двигателей внутреннего сгорания. Сущность изобретения: на юбке поршня выдавливают синусоидальные, наложенные на винтовую линию канавки, образующие рельеф, состоящий из гребешков и впадин Частичное сглаживание гребешков выполняют в направлении головки протягиванием поршня через калибр. 2 ил.
| Способ восстановления изношенных деталей типа тонкостенных тел вращения из пластичных металлов | 1983 |
|
SU1121117A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
