Фиг.1
Изобретение относится к области обработки металлов резанием, в частности к силовым головкам к специальным станкам, и может быть использовано при обработке резьбовой поверхности резьбофрезами.
Цель изобретения - повышение точности нарезаемой резьбы за счет компенсации тепловых зазоров в начальной стадии работы головки и повышения жесткости устройства.
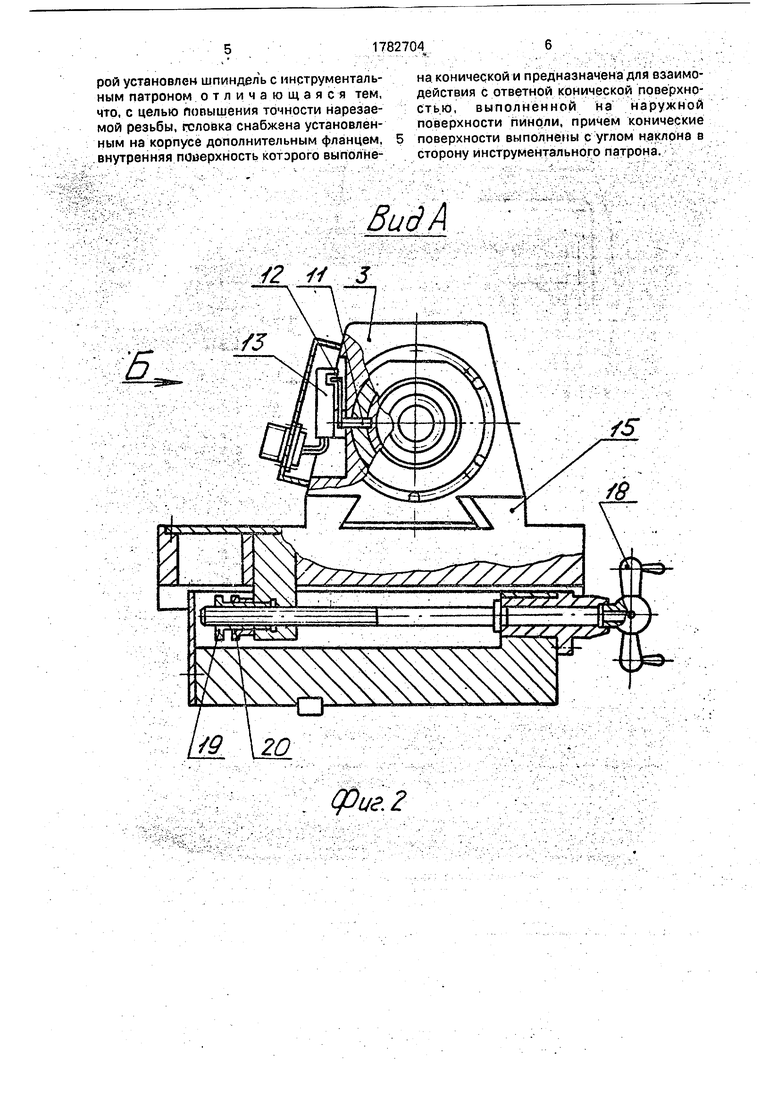
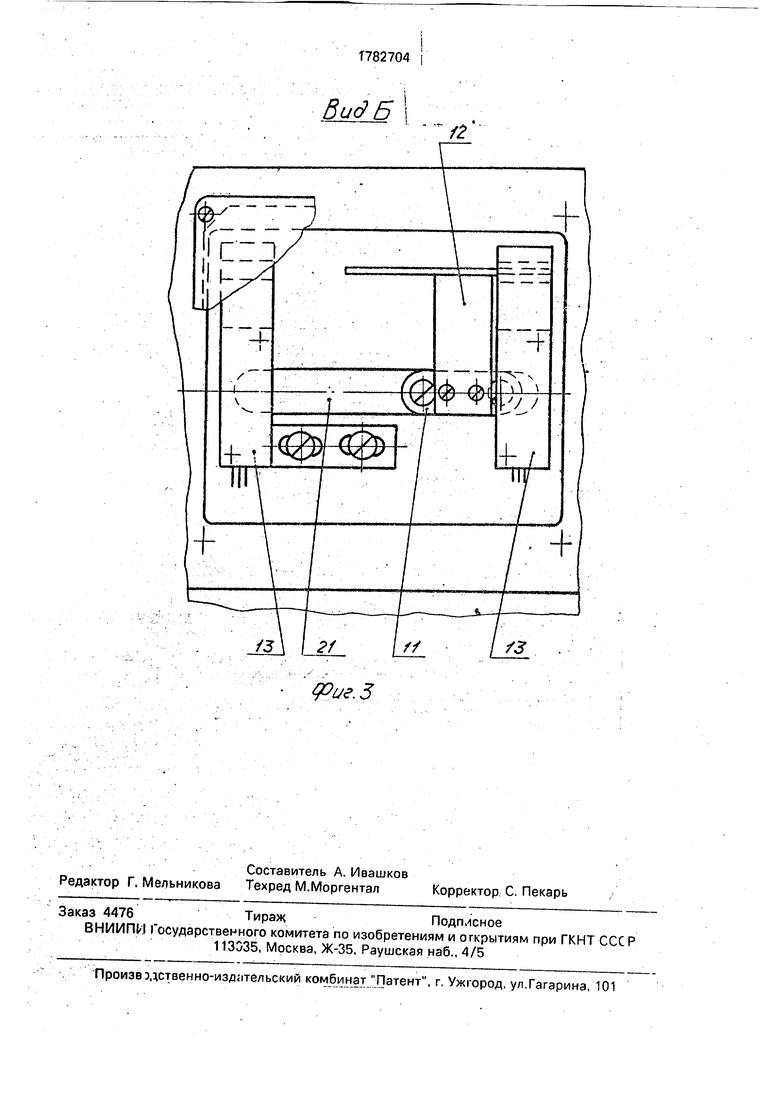
На фиг.1 изображено осевое сечение устройства; на фиг.2 - вид А на фиг.1; на фиг.З -вид Б на фиг.2.
Силовая головка содержит корпус 1 с жестко связанными с ним фланцами 2.3, 4 в отверстиях которых установлена с возможностью осевого перемещения пиноль 5, выполненная за одно целое с поршнем б привода осевого перемещения пиноли, выполненного в виде пневмоцилиндра, образованного в корпусе 1 между торцами фланцев 3 и 4. В пиноле 5 установлен с возможностью вращения шпиндель 8 со струной 9, предназначенной для крепления инструмента 10, устанавливаемого в конусе шпинделя. Шпиндель 3 связан с приводом его осевого вращения (на чертеже не показан). На пиноле 5 жестко закреплен ползун 11с флажком 12, предназначенным для взаимодействия с элементами контроля крайних положений пиноли 5. выполненными в виде датчиков 13. установленных на корпусе 1 и контролирующих крайние положения пиноли.
Передняя часть посадочной поверхности пиноли 5 выполнена в виде конуса 14 (фиг.1) с основанием, обращенным в сторону ее противоположной части, связанной с пневмоцилиндром осевогоТГёремещения 7. Длина посадочной поверхности (I) пиноли, расположенной в корпусе 1 превышает длину (И), вылета пиноли не менее чем в 3 раза, что обеспечивает высокую точность обрабатываемой поверхности. Угол конуса выбран из расчета необходимой величины осевой ориентации и соответствует 30°. Высота конуса также выбирается конструктивно и соответствует 0,1 длины пиноли.
Передний фланец 2 выполнен с внут- ренней конусной поверхностью, ответной конусной поверхности пиноли, что позволяет без дополнительных устройств и механизмов обеспечивать в процессе обработки равномерную во всех диаметральных направлениях жесткость соединения пиноль- корпус. Это особенно важно при проведении операции резьбофрезерова- нии.
Корпус 1 установлен на продольной 15 и поперечной 16 направляющих. На продольной направляющей 15 расположен регулировочный винт 17, а на поперечной направляющей 16 - регулировочный винт 18 с гайками 19, 20. В корпусе 1 и втулке 3 выполнено направляющее окно 21 для ползуна 11.
Силовая головка работает следующим образом.
В наладочном режиме инструмент 10,
0 пример резьбофрезерный, устанавливают в шпиндель 8 посредством конической поверхности, закрепляют струной 9. Корпус 1 регулировочными винтами 17 и 18 выставляют для получения необходимых геометриче5 ских параметров резьбы.
В исходном положении пиноль 5 находится в крайнем правом положении. В начальный момент диаметральный зазор между пинолыо 5 и фланцем 3 максималь0 ный, величина которого выбрана с учетом неконтролируемых тепловых деформаций пиноли 5, втулки 3 и составляет 0,03 мм.
Датчик 13, контролирующий крайнее правое положение пиноли 5, при включении
5 от флажка 12 дает команду на загрузку заготовки в цанговый зажим (на чертеже не показан). После загрузки заготовки подается сжатый воздух в правую полость пневмоци- линдра 7. Поршень 6, выполненный совме0 стно с пинолью 5 перемещается влево и в крайнем левом положении центрируется конусом 14, выполненным на передней поса- дочной поверхности пиноли, и запирается в конусной расточке переднего фланца 2. Та5 ким образом для устранения зазора между пинолью 5 и фланцем 3, имеющимся в начальный период работы головки, не требуется длительный разогрев механизмов головки на холостом 5соду.
0 Шпиндель 8, расположенный внутри пи- ноли 5, получает вращение от привода (на черт, не показан). Ползун 11, жестко связанный с пинолью 5, перемещается в направляющем окне 21 и не позволяет пиноли 5 при
5 воздействии на нее радиальных нагрузок проворачиваться относительно фланца 3.
В крайнем левом положении пиноли 5 флажок 12 включает датчик 13, который дает команду на начало обработки.
0 После окончания процесса резания в левую полость цилиндра 7 подается сжатый воздух и пиноль 5 с вращающимся шпинделем 8 отводится в исходное положение. Цикл повторяется.
5
Формула изобретения Силовая гоповка, содержащая корпус с передним и задним фланцами, установленную во фланцах с возможностью осзвого перемещения пиноль, в осевом канале которой установлен шпиндель с инструментальным патроном отличающаяся тем, что, с целью повышения точности нарезаемой резьбы, головка снабжена установленным на корпусе дополнительным фланцем, внутренняя поиерхность которого выполнена конической и предназначена для взаимодействия с ответной конической поверхностью, выполненной на наружной поверхности пиноли, причем конические поверхности выполнены с углом наклона в сторону инструментального патрона.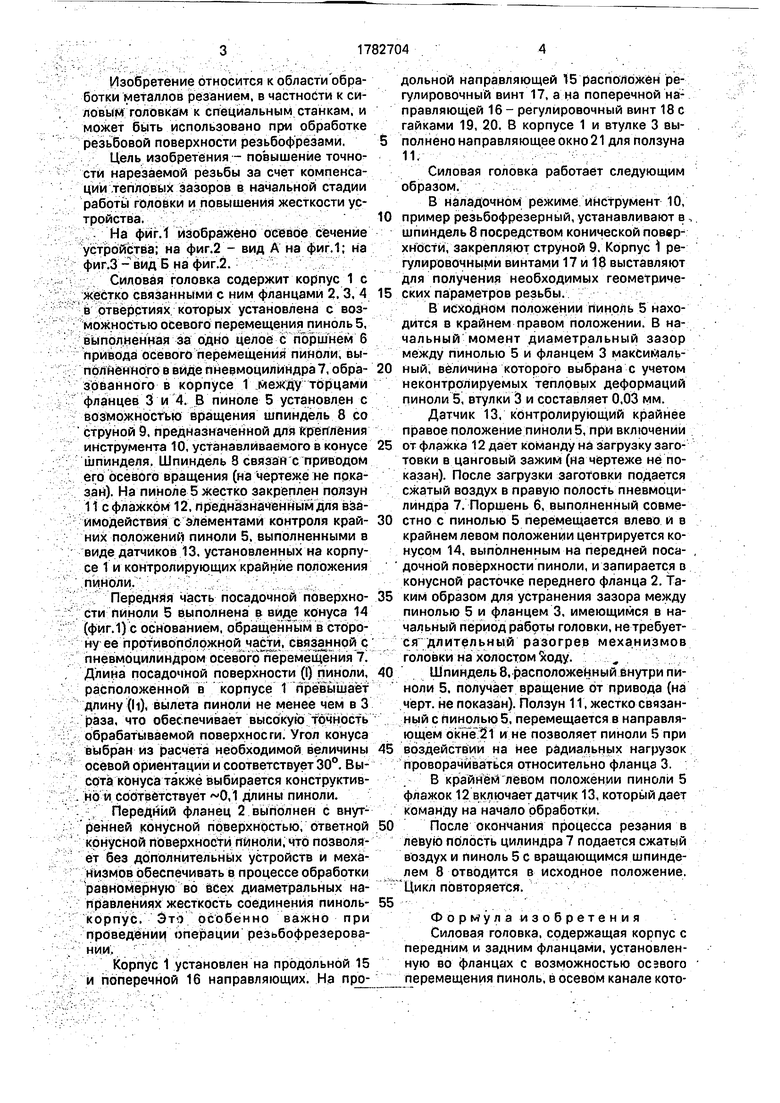
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ПОДРЕЗАНИЯ ТОРЦА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ ТИПА ТОНКОСТЕННЫХ СТАКАНОВ -. | 1970 |
|
SU275643A1 |
| Стенд для слесарно-доводочных работ | 1989 |
|
SU1660804A1 |
| Механический пресс | 1977 |
|
SU745705A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ ГЕОДЕЗИЧЕСКОГО ЗНАКА | 1994 |
|
RU2083953C1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| РАСТОЧНАЯ ГОЛОВКА | 2006 |
|
RU2314181C1 |
| УНИВЕРСАЛЬНЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 1992 |
|
RU2050248C1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕКРЫТИЯ ОТВОДА ТРУБОПРОВОДА | 1996 |
|
RU2135881C1 |
| Устройство для запрессовки деталей типа штифтов | 1985 |
|
SU1288013A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
Использование: нарезание резьбы различного типоразмера резьбовыми фрезами. Сущность изобретения: силовая головка содержит корпус 1 с фланцами 2, 3,4. В отверстиях которых установлена пиноль 5, выполненная за одно целое с поршнем 6 и являющаяся частью пневмоцилиндра 7, образованного в корпусе 1 между торцами фланцев 3 и 4. В пиноле 5 установлен с возможностью вращения шпиндель 8 со струной 9, взаимодействующей с инструментом 10. Передняя часть посадочной поверхности пиноли 5 выполнена в виде конуса, который может взаимодействовать с конусом 14 фланца 2. 3 ил. Хо# пинолц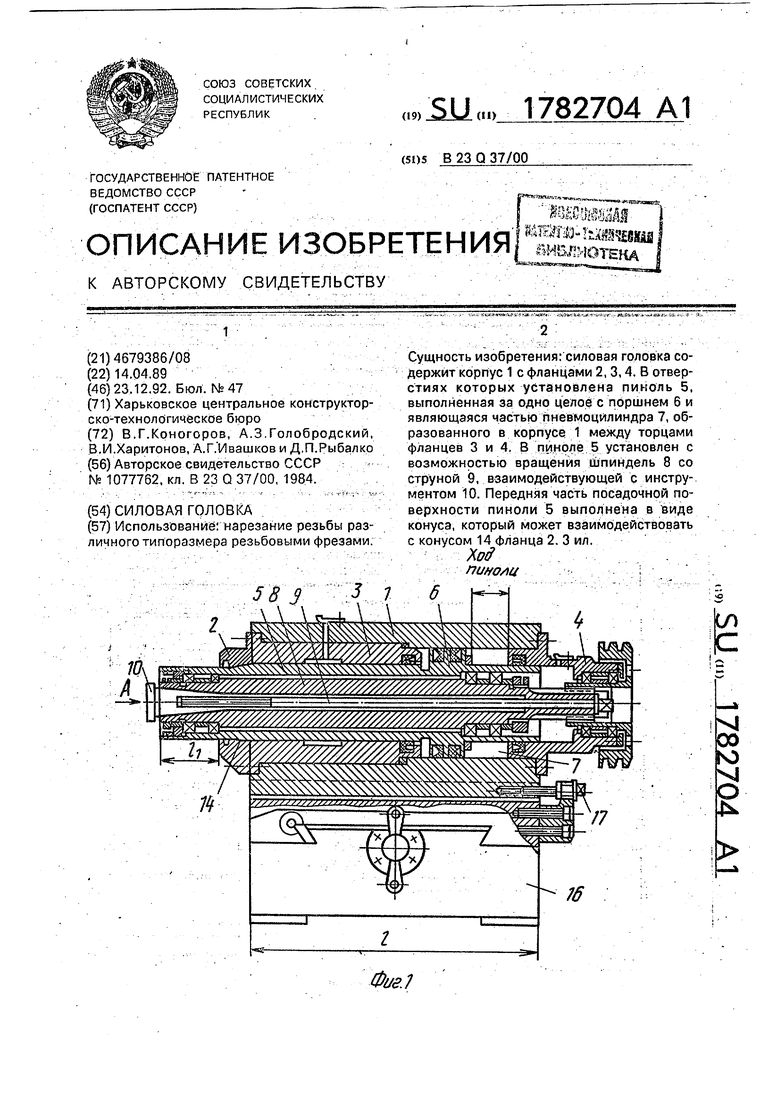
12 rt 3
(риг. 2
Вид А
В ид Б
Фиг.3
| Силовая головка | 1983 |
|
SU1077762A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
