1
(21)4918471/08
(22) 14.02.91
(46)23.12.92. Бюл. №47
(72) В.Г.Шульга, И.И.Данилов и А.М.Мазин
(56)Авторское свидетельство СССР № 837806, кл. В 24 В 37/04, 1979. (54) СПОСОБ ДОВОДКИ ПЛАСТИН
(57)Использование: абразивная обработка при доводке тонких пластин из кремния, стекла и других хрупких материалов. Сущность изобретения: твердости инструментов выбираются неодинаковыми.
Соотношение твердостей должно находить- II
ся в предела 10 500. Кроме того,
П1
назначают соотношение линейных скоростей относительного перемещения из форV
мулы: 2 -гЈ 10, где Vt и V2 - средние
линейные скорости центров пластин относительно первого и второго инструментов. В результате износ сторон пластины будет отличаться более чем в 60 раз. Таким образом может быть реализована односторонняя обработка пластин при сохранении преимуществ двусторонней обработки, заключающихся в повышении точности обработки за счет возможности вращения пластин вокруг своей оси. 1 ил., 1 табл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки многогранных деталей | 1990 |
|
SU1834786A3 |
| СПОСОБ ДВУСТОРОННЕЙ ДОВОДКИ | 1991 |
|
RU2014984C1 |
| Способ двусторонней доводки | 1989 |
|
SU1683998A1 |
| Устройство для двусторонней доводки деталей | 1990 |
|
SU1756123A1 |
| СПОСОБ ДВУСТОРОННЕЙ ОБРАБОТКИ ПЛАСТИН ИЗ ПОЛУПРОВОДНИКОВ | 1989 |
|
SU1771164A1 |
| Устройство для доводки плоских поверхностей деталей | 1980 |
|
SU891385A1 |
| Способ доводки | 1984 |
|
SU1201110A1 |
| Способ доводки | 1986 |
|
SU1349976A1 |
| Способ двустороннего полирования плоских поверхностей | 1982 |
|
SU1090541A1 |
| Станок Некрасова для доводки концевых мер | 1981 |
|
SU1034882A1 |
Изобретение относится к абразивной обработке и может быть использовано при доводке пластин из кремния, стекла и хрупких материалов.
Известен способ доводки деталей, согласно которому с целью повышения качества обработки изменяют характеристику жесткости одного из притиров. Этим обеспечивается управление механизмом разрушения материала детали и выбор оптимальных режимов с точки зрения качества поверхности пластины (шероховатость, вид и глубина нарушенного слоя).
Однако в случае двусторонней обработки пластин с разными припусками на разные стороны, отличающиеся более чем в 60 раз, или односторонней обработки известный способ не обес печивает требуемых параметров обработанных деталей.
Цель изобретения - повышение точности и снижение себестоимости обработки.
Для достижения цели соотношение твердостей нижнего и верхнего инструментов выбирают по формуле:
10
S500,
а соотношение линейных скоростей относительного перемещения выбирают по формуле:
,
где Vi и V2 - средние линейные скорости центров пластин относительно одного и другого инструментов.
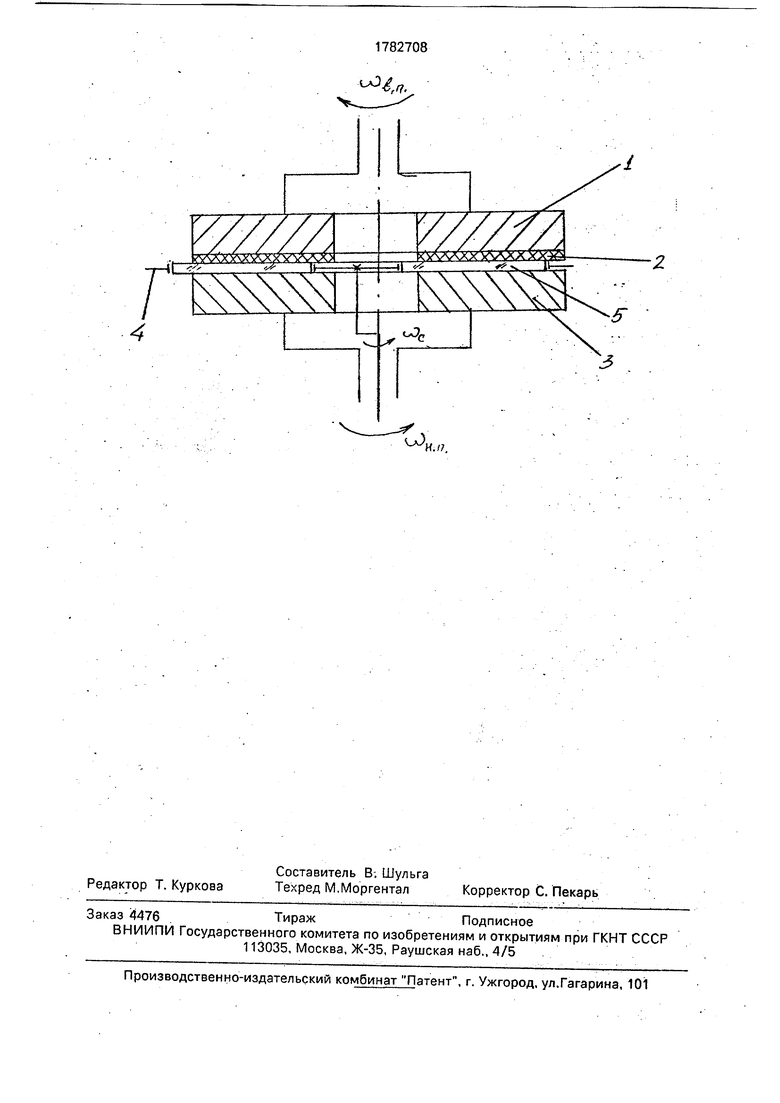
На чертеже показано устройство для реализации предлагаемого способа доводки.
При производстве полупроводниковых приборов специального назначения стоит задача односторонней обработки тонких пластин кремния с припуском на обработку около 110 мкм. Требования к геометрическим параметрам, а именно к отклонению от плоскостности и плоскопараллельности, предъявляются жесткие. Способы доводки с жестким закреплением пластин к планшайбе не позволяют достичь требуемых параметров точности геометрии пластин. Кроме того, желательно исключение операции приклеивания, т.к. она всегда связана
00
ю
3
оо
полнительными операциями очистки. Свободное расположение пластин в сепараторе позволит обеспечить управление ее положением в гнезде, в результате чего может быть достигнута повышенная точность гео- метрии пластин.
Для достижения поставленной цели необходимо выполнение следующих условий:
-свободное расположение пластин относительно инструментов;
-силовая разгрузка пластин от силового воздействия сепаратора из-за малой толщины;
-соотношение износов сторон пластины должно различаться более чем в 60 раз.
Последнее требование обеспечивается суперпозицией двух факторов - соотношением твердостей инструментов Hi и Н2 и соотношением относительных скоростей движения Vi и V2. Задать скорость с одной стороны пластины относительно инструмента, равную 0, нет возможности, т.к. тогда нарушается условие силовой разгрузки сепаратора и возникает его поломка или поломка пластины. Условия неполной раз- грузки могут быть соблюдены при скорости инструмента с меньшей твердостью относиN/9
тельно деталей не -т4, где V2 - скорость
движения инструмента с большей твердо- стью относительно деталей.
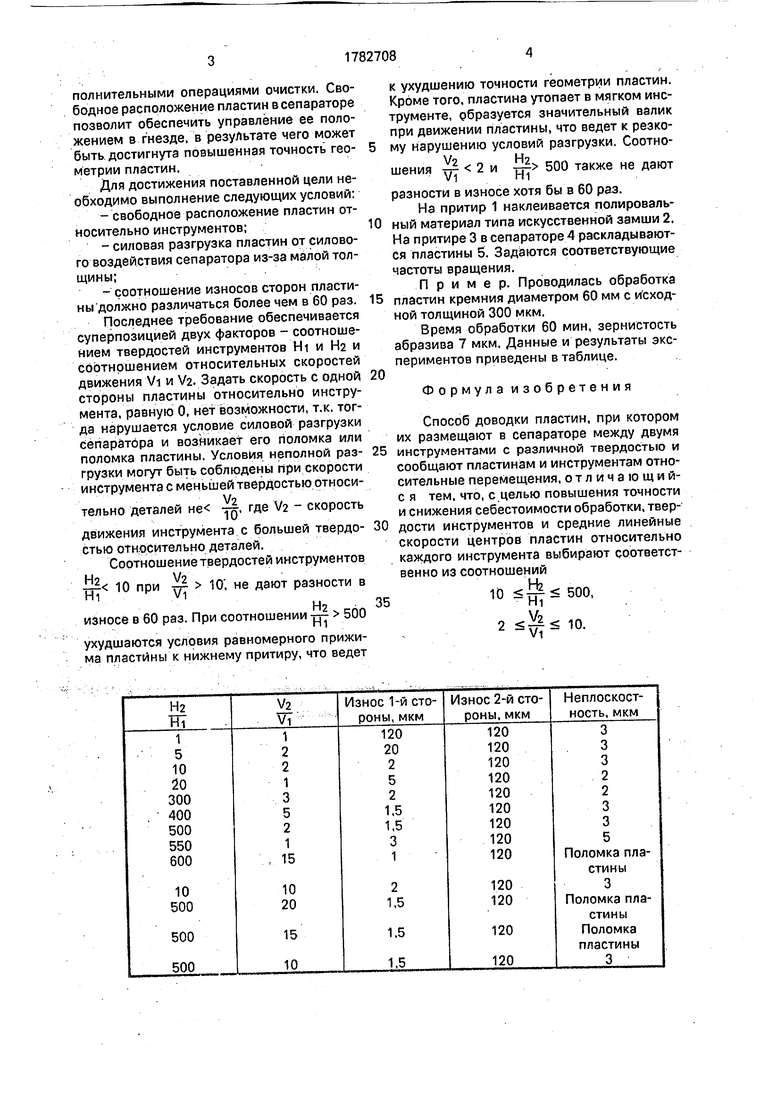
Соотношение твердостей инструментов
10 при - 10, не дают разности в
ЬЬ
износе в 60 раз. При соотношении -п- 500
ухудшаются условия равномерного прижима пластины к нижнему притиру, что ведет
к ухудшению точности геометрии пластин. Кроме того, пластина утопает в мягком инструменте, образуется значительный валик при движении пластины, что ведет к резкому нарушению условий разгрузки. Соотношения
V2 Я
-гД 500 также не дают
Щ
разности в износе хотя бы в 60 раз.
На притир 1 наклеивается полировальный материал типа искусственной замши 2. На притире 3 в сепараторе 4 раскладываются пластины 5. Задаются соответствующие частоты вращения.
Пример. Проводилась обработка пластин кремния диаметром 60 мм с исходной толщиной 300 мкм.
Время обработки 60 мин, зернистость абразива 7 мкм. Данные и результаты экспериментов приведены в таблице.
Формула изобретения
Способ доводки пластин, при котором их размещают в сепараторе между двумя инструментами с различной твердостью и сообщают пластинам и инструментам относительные перемещения, отличающий- с я тем, что, с целью повышения точности и снижения себестоимости обработки, твердости инструментов и средние линейные скорости центров пластин относительно каждого инструмента выбирают соответственно из соотношений
10
,
V2 .
Ј
и. п.
