Изобретение относится к абразивной обработке и может быть использовано при полировании пластин кремния, стекла и других материалов.
За прототип изобретения принято способ [1], согласно которому с целью повышения точности берут инструменты с пазами на рабочей поверхности, выполненными на верхнем и нижнем инструментах по разные стороны относительно среднего положения центров пластины.
При обработке пластин по известному способу в пазах скапливается суспензия и шлам, в результате чего давление по поверхности пластины постепенно выравнивается и проявление эффекта поворота пластины ослабевает, чем снижается точность обработки.
Цель изобретения - повышение точности обработки.
Для этого в пазы на инструментах устанавливают упругие элементы, причем величины жесткостей выбирают из формулы:
0,05 n SC ≅ C1S1 + C2S2 ≅ 0,6 nSC (I)
где S1 - суммарная площадь участков с жесткостью С1 на одном инструменте, расположенных снаружи окружности, проходящей через центры деталей в их среднем положении;
S2 - суммарная площадь участков с жесткостью С2 на другом инструменте, расположенных внутри указанной окружности;
S - площадь детали,
С - жесткость на участках инструментов за исключением участков S1 и S2.
n - количество деталей в партии.
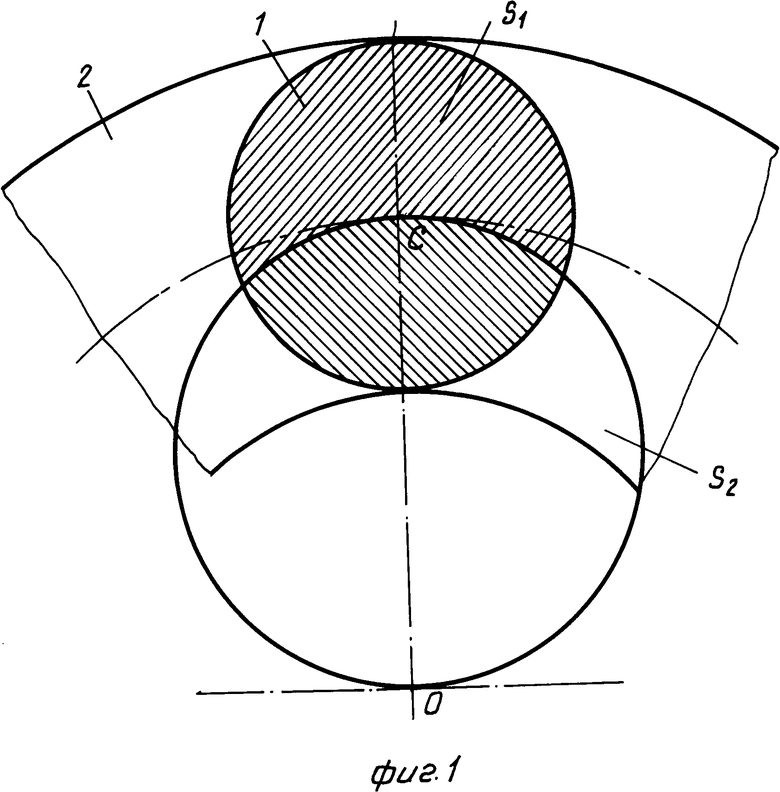
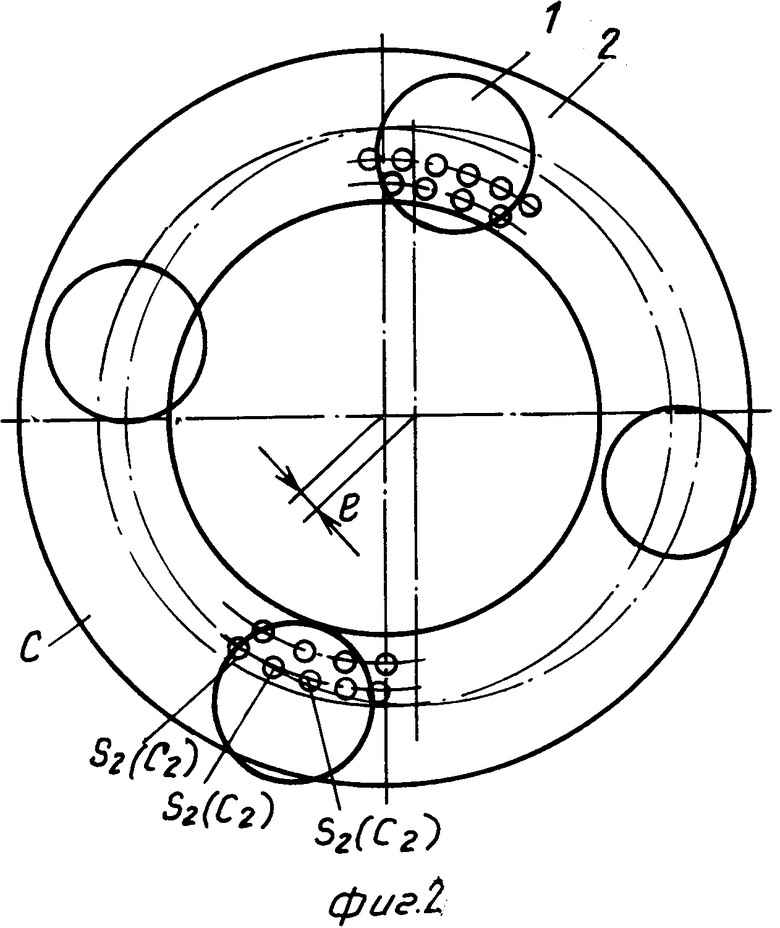
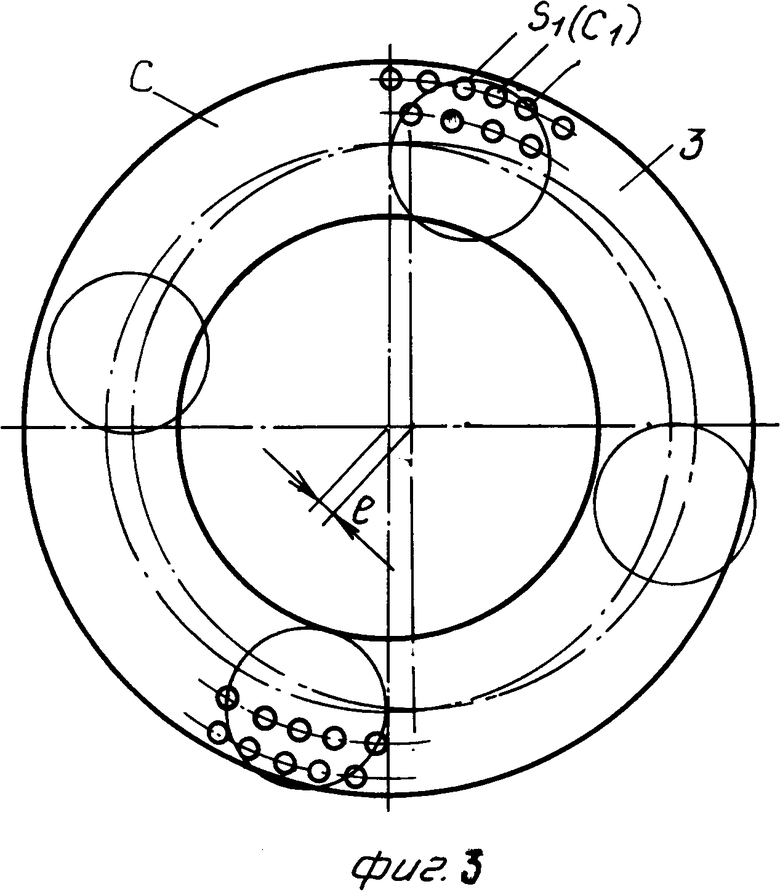
На фиг. 1 изображено взаимное расположение детали и инструментов; на фиг. 2 и 3 - вид на нижний и верхний инструменты соответственно.
Поведение пластины в гнезде сепаратора в условиях доводки на станке эксцентрикового типа определяется соотношением моментов сил, действующих на пластину 1 со стороны нижнего 2 и верхнего 3 притиров. При небольших величинах эксцентриситета е и наличии условий и силовой разгрузки сепаратора от воздействия пластин положение мгновенного центра скоростей пластины в ее относительном движении практически совпадает с осью вращения инструментов. Поэтому границей, определяющей направление моментов сил, действующих на пластину со стороны одного инструмента, будет окружность с центром на оси инструментов, проведенная через центры деталей в их среднем положении относительно инструментов, а величину этого момента будет определять разница площадей S1-S2 (фиг. 1) при условии равенства давления во всех точках.
Со стороны второго инструмента на пластину действует такой же момент сил, но направленный в противоположную сторону (из условий разгрузки сепаратора). Таким образом, пластина не будет вращаться в гнезде сепаратора.
Для создания благоприятных условий необходимо увеличить момент сил, действующих со стороны одного инструмента, и уменьшить со стороны другого. Это достигается путем введения участков на рабочей поверхности инструментов с давлением на пластину, отличающимся от давления на основной площади контакта. Произведение Р ˙ S дает силу прижима, а при равенстве коэффициента трения по всей поверхности контакта и симметричном относительно центра кольца инструмента расположении участков S1 и S2 (фиг. 2,3), произведения Р ˙ S прямо пропорциональны величинам моментов сил сопротивления, действующих на пластину со стороны обоих инструментов. Переходя к упругим элементам, устанавливаемым в пазах инструментов, имеет смысл соотношение произведений Р ˙ S выразить через произведения S ˙ С, где С - жесткость определенного участка инструмента, поскольку величины Р и С находятся в прямой зависимости С= P/l , где l - величина упругой деформации. Тогда произведение S1 ˙ C1 будет характеризовать умень- шение крутящего момента со стороны одного инструмента, а S2C2 - увеличение со стороны другого. Эксперименты показали, что для начала поворота пластины необходимо выполнить соотношение S1C1+S2C2≥0,05nSC. При соотношении S1C1+S2C2> 0,6nSC геометрия пластины начинает ухудшаться, так как сказывается изменение давлений по поверхности пластины из-за ее малой толщины. Конкретное значение угла поворота, а следовательно и соотношение частей формулы (I) зависит от припуска на обработку, зернистости абразива и других факторов и может находиться в широких пределах.
Для осуществления способа на планшайбах подготавливают участки (сверлением, фрезерованием и т.д.), затем в эти участки устанавливают упругие элементы (резину, пористые материалы и т.д.) и фиксируют их клеем. Уровень упругих элементов должен совпадать с уровнем инструмента (планшайбы). Затем на поверхности планшайб могут быть наклеен полировальные материалы. Инструменты устанавливаются соосно, пластины - в сепараторе между инструментами. Звеньям станка сообщаются вращения из условий силовой разгрузки сепаратора.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОДНОСТОРОННЕГО ПОЛИРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1998 |
|
RU2159173C2 |
| Способ доводки пластин | 1991 |
|
SU1782708A1 |
| СПОСОБ ПЕРЕНОСА ТИСНЕНОЙ СТРУКТУРЫ НА ПОВЕРХНОСТЬ ПОКРЫТИЯ И КОМПОЗИТНЫЙ МАТЕРИАЛ, ПРИМЕНЯЕМЫЙ В КАЧЕСТВЕ КЛИШЕ ДЛЯ ТИСНЕНИЯ | 2020 |
|
RU2822393C1 |
| Способ абразивной обработки плоских поверхностей | 1988 |
|
SU1549730A1 |
| РАБОЧЕЕ КОЛЕСО ТУРБИНЫ ОСЕВОЙ ТУРБОМАШИНЫ | 2000 |
|
RU2203428C2 |
| РАБОЧЕЕ КОЛЕСО ОСЕВОЙ ТУРБОМАШИНЫ | 1992 |
|
RU2039871C1 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2032522C1 |
| СПОСОБ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2009 |
|
RU2419520C1 |
| Пластина для поддержания накладок с фрикционным материалом для дисковых тормозов железнодорожных колесных транспортных средств и фрикционная колодка, содержащая указанную пластину | 2014 |
|
RU2654657C2 |
| Устройство для доводки сферических поверхностей | 1980 |
|
SU884974A1 |
Использование: в области абразивной обработки при доводке пластин из кремния, стекла и других материалов. Сущность: детали размещают между двумя инструментами и сообщают им относительные перемещения. Давление по поверхности контакта детали с инструментами устанавливают неодинаковым. Границей раздела участков с меньшим давлением является окружность, проходящая через центры деталей в их среднем положении. На одном инструменте участки с меньшим давлением выполняют снаружи этой окружности, а на другом - внутри. Разные давления создают размещением в пазах инструментов упругих элементов различной жесткости на упомянутых выше участках. При полировании создается крутящий момент, действующий на пластину со стороны обеих инструментов, пластина медленно поворачивается вокруг своей оси, чем повышается точность обработки. 3 ил.
СПОСОБ ДВУСТОРОННЕЙ ДОВОДКИ, при котором детали размещают между инструментами с пазами на рабочей поверхности, выполненными на верхнем и нижнем инструментах по разные стороны окружности, проходящей через центры деталей в их среднем положении, и сообщают инструментам и деталям относительные перемещения, отличающийся тем, что, с целью повышения точности доводки, берут упругие элементы, размещают их в упомянутых пазах, при этом жесткости элементов верхнего и нижнего инструментов выбирают из условия
0,05 · n · S · c ≅ C1S1 + C2S2 ≅ 0,6nSC,
где S1 - суммарная площадь участков с жесткостью C1 на одном инструменте, расположенных снаружи окружности, проходящей через центры деталей в их среднем положении;
S2 - суммарная площадь участков с жесткостью C2 на втором инструменте, расположенных внутри окружности, проходящей через центры деталей в их среднем положении;
S - площадь детали;
n - количество одновременно обрабатываемых деталей;
C - жесткость на участках инструментов за исключением участков S1 и S2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР N 1814262 кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
