13
Изобретение относится к области абразивной обработки и может быть использовано для одно- и двусторонней доводки свободным абразивом деталей машин и приборов на доводочных станках.
Цель изобретения - повьшение точности и качества обработки за счет ослабления действия регенеративного эффекта в процессе механической абразивной доводки.
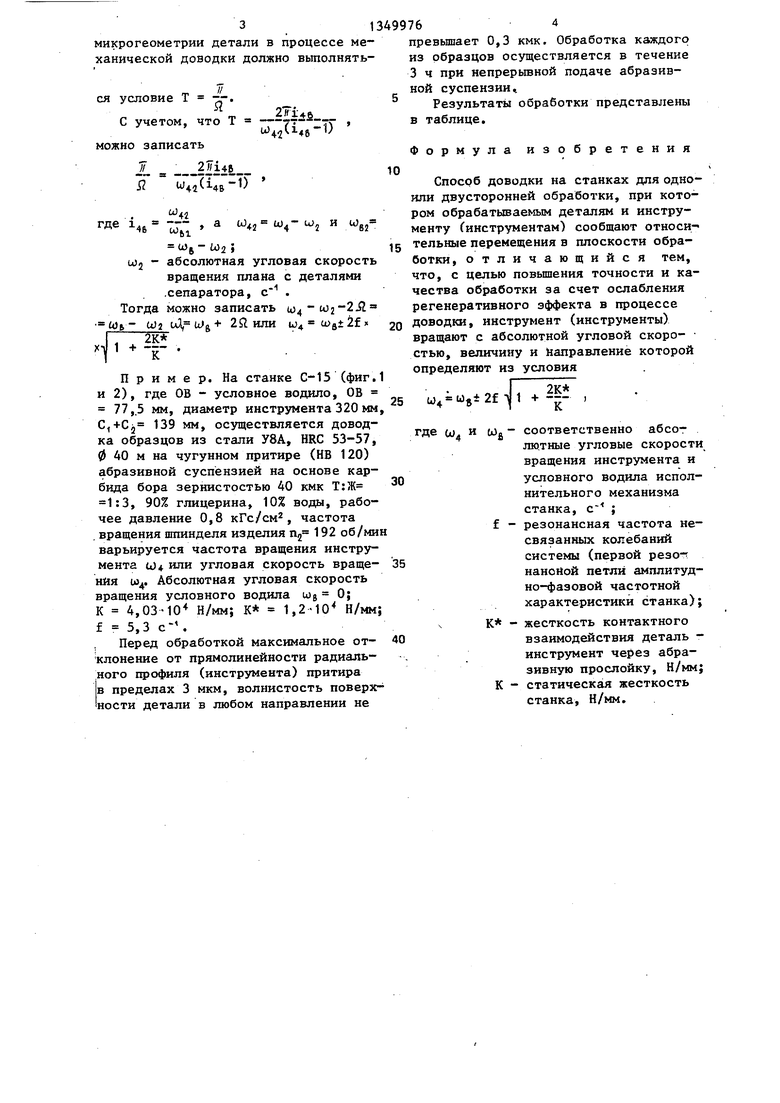
На фиг. 1 представлена схема станка для реализации способа; на фиг. 2 то же, вид сверху.
Предлагаемьй способ может быть осуществлен как на станках для односторонней доводки деталей, так и для двусторонней.
На станине 1 станка смонтирован шпиндель 2 привода планов с деталями 3, размещенными на инструменте 4.
В процессе обработки возникает регенеративный эффект, посредством которого реакция технологической систе- мы - процесс абразивного изнашива-п нйя - доводочный станок проявляется в виде обратной связи с запаздыванием во времени. Этот эффект играет двоякую роль, так как в процессе до- водки из-за износа, как инструмент, .так и деталь участвуют в регенератив- ной обратной связи, которая определяет неравномерность износа рабочей поверхности инструмента и ухудшение макро- и микрогеометрии обработанных поверхностей деталей.
Ослабив действие регенеративного эффекта в технологической системе, можно существенно повысить точность и качество обработки. Для этого инструменту (инструментам) сообщают абсолютную скорость и направление вращения, определяемые из условия
.U), u)gt2f
+ 2К
К
де u) - абсолютная угловая скорость
.,-1 .
вf
вращения инструмента, с абсолютная угловая скорость вращения условного водила (ОБ) исполнительного механизма доводочного станка,
резонансная частота несвязанных колебаний системы (первой резонансной петли .амплитудно-фазовой частотной характеристики станка), с ;
К - жесткость :контактного взаимодействия деталь - инструмент через абразивную прослойку, Н/мм;
К - жесткость детали относительно станины станка (статическая жесткость станка), Н/мм. Волнистость рабочей поверхности инструмента по траектории относительного движения, например центра детали, определяется вьфажением
Y, A, 4. - iSilS. .d
Волнистость обработанной поверхности детали по трае:ктории относителы но движения некоторой точки радиального профиля инструмента по детали определяется выражением
Y, 4sin«t.g(,(2)
де t
f 2
.
4
Т SI текущее время;
амплитуды исходной волнистости соответственно рабочей поверхности инструмента и обрабатываемой поверхности детали до начала обработки; соответственно средние интенсивности съема и износа соответственно для детали и инструмента;
время цикла относительно движения некоторой точки рабочей поверхности инструмента по детали;
частота установившихся колебаний в результате действия регенеративного эффекта в технологической системе
f
+ 2К
к
(3)
50
55
в выражениях (1) и (2) первый член в скобках характеризует соответственно приращение износа инструмента и
съема с детали, а второй член характеризует волнистость соответственно инструмента и детали в зависимости от действия регенеративного эффекта. Он может принимать очень большие значения при И Т 2Т и может быть
.равен О при условии ft Т Т. Тогда для минимизации волнистости рабочей поверхности инструмента и макро- и
микрогеометрии детали в процессе механической доводки должно вьтолняться условие Т --. С учетом, что Т можно записать
де 1
;/ J
46
2Н4В. 4Л14В
OJ U)
42 Ы
to.
Чг
U).- и, и W,
Wj-t02
u)j - абсолютная угловая скорость вращения плана с деталями .сепаратора, .
Тогда можно записать и) )t,- ul, uJft+ 2И или и) Г 2К
П Т
25
Пример. На станке С-15 (фиг.1 и 2), где ОВ - условное водило, ОВ 77,5 мм, диаметр инструмента 320 мм, 139 мм, осуществляется доводка образцов из стали У8А, HRC 53-57, 0 40 м на чугунном притире (НЕ 120) абразивной суспензией на основе карбида бора зернистостью 40 кмк Т:Ж 1:3, 90% глицерина, 10% воды, рабочее давление 0,8 кГс/см, частота , вращения шпинделя изделия П2 192 об/мин варьируется частота вращения инструмента Ц)4 или угловая скорость враще- 35 нйя ш. Абсолютная угловая скорость вращения условного водила lOg 0; К 4,03-10 Н/мм; К 1,2-10 Н/мм; f 5,3 с-Ч
. Перед обработкой максимальное от- 40 клонение от прямолинейности радиального профиля (инструмента) притира в пределах 3 нкм, волнистость поверх- ности детали в любом направлении не
10
15
20
35
превьшает 0,3 кмк. Обработка каждого из образцов осуществляется в течение 3 ч при непрерывной подаче абразивной суспензии
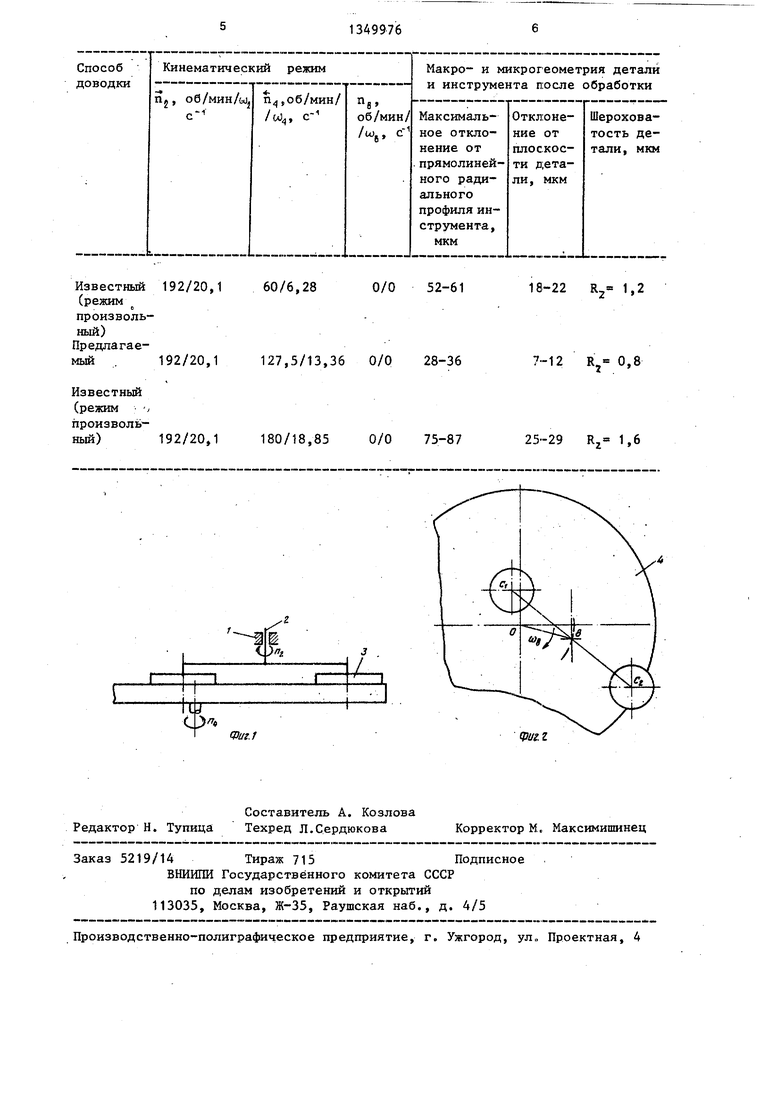
Результаты обработки представлены в таблице.
Формула изобретения
Способ доводки на станках для одно- или двусторонней обработки, при котором обрабатываемым деталям и инструменту (инструментам) сообщают относительные перемещения в плоскости обработки, отличающийся тем, что, с целью повышения точности и качества обработки за счет ослабления регенеративного эффекта в процессе доводки, инструмент (инструменты) вращают с абсолютной угловой скоростью, величину и Направление которой определяют из условия
0)4 в 2f -j
, . 2|i
де Ыд и WR - соответственно абсот
лю,тные угловые скорости вращения инструмента и условного водила исполнительного механизма станка, ;
f - резонансная частота несвязанных колебаний системы (первой резо-т нанойой петли амплитудно-фазовой частотной характеристики станка);
К - жесткость контактного
взаимодействия деталь - инструмент через абразивную прослойку, Н/мм; К - статическая жесткость станка, Н/мм.
192/20,1 60/6,28 О/О 52-61
192/20,1 127,5/13,36 О/О 28-36
192/20 1 180/18,85 О/О 75-87
18-22 Rj 1,2
7-12 Rj 0,1
25-29 Rj 1,6
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ доводки | 1984 |
|
SU1237400A1 |
| Способ доводки | 1984 |
|
SU1201110A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| СПОСОБ ДОВОДКИ | 1986 |
|
SU1369125A1 |
| Доводочный станок | 1985 |
|
SU1274914A1 |
| СПОСОБ ДОВОДКИ ДЕТАЛЕЙ НА ПЛОСКОДОВОДОЧНОМСТАНКЕ | 1971 |
|
SU294717A1 |
| СПОСОБ ДВУСТОРОННЕЙ ДОВОДКИ ТОРЦОВ ДЕТАЛЕЙ | 1989 |
|
RU2016747C1 |
| Способ доводки деталей | 1979 |
|
SU837807A1 |
| СПОСОБ БЕСЦЕНТРОВОЙ АБРАЗИВНОЙ ДОВОДКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2344919C2 |
| Шпиндельный узел расточно-отделочного станка | 1984 |
|
SU1456284A1 |
Изобретение относится к абразивной обработке и может быть использовано для одно- и двусторонней довод- и свободным абразивом деталей мапшн и приборов. Цель изобретения - повышение точности и качества обрабатываемых деталей за счет ослабления регенеративного эффекта. Обрабатываемые детали располагают группами в сепараторах между двумя соосно установлен- ными инструментами (на рабочей поверхности инструмента) и сообщают сепараторам (планам) вращения вокруг собственных осей и оси вращения инструментов, при этом инструменты (инструмент) вращают с абсолютной угловой скоростью, величину и направление кр - торой определяют из условия ю ш ± ±2f Vl+2K /K; где ю и cJg соответственно абсолютные угловые скорости вращения инструмента и условного водила исполнительного механизма станка, ; f - резонансная частота несвязанных колебаний системы (первой резонансной петли станка), Гц; К - жесткость контактного взаимодействия деталь - инструмент через абразивную прослойку, Н/мм; К - статическая жесткость станка, Н/мм. 2 ил, 1 табл. (Л Од 4: СО со 05
-/г
ili
rtrf
CJ)
fPutl
fpt/lZ
Составитель A. Козлова Редактор Н. Тупица Техред Л.Сердюкова
Заказ 5219/14 Тираж 715Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул„ Проектная, 4
Корректор М, Максимишинец
| Состав сварочной проволоки | 1975 |
|
SU560720A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
