Изобретение относится к абразивной обработке деталей и может быть использовано для двусторонней доводки плоских поверхностей деталей приборов, преимущественно пластин из-полупроводниковых материалов, стекла, кристаллов, кварца, металлов притирами с применением закрепленного и незакрепленного абразива.
Целью изобретения является повышение качества поверхности доведенных деталей.
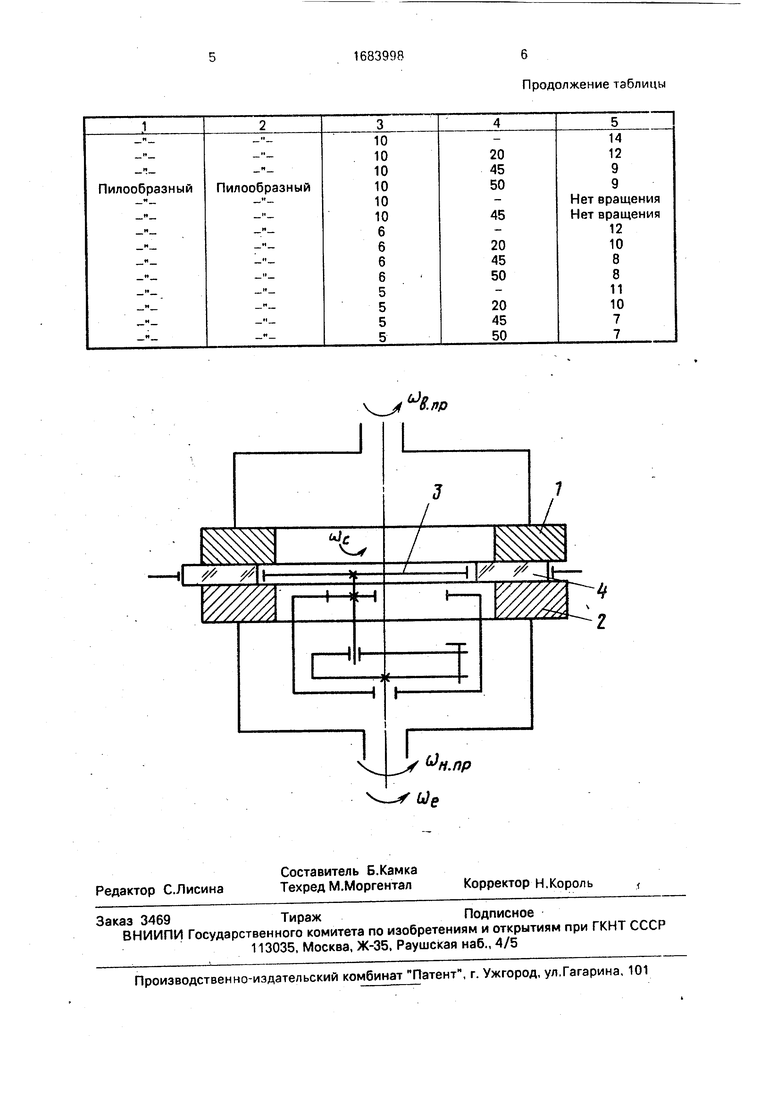
На чертеже представлено устройство, с помощью которого может быть реализован предлагаемый способ.
Устройство содержит притиры 1 и 2. сепаратор 3 с обрабатываемыми деталями 4.
При использовании данного способа двусторонней доводки дополнительные крутящие моменты могут прикладываться как одновременно к двум притирам, так и со сдвигом по фазе одного притира относительно другого. Одновременное синфазное приложение дополнительных крутящих моментов наиболее эффективно в случае, когда необходимо получить высокую пло- скопараллельность сторон детали при малом припуске на обработку, так как при этом детали проворачиваются на максимально
о
00 OJ Ч)
чэ
00
возможный угол. Смещение по фазе моментов приложения дополнительных крутящих моментов дает возможность плавного перехода от состояния покоя детали в гнезде сепаратора к провороту вокруг собственной оси за счет создания предварительного крутящего момента, действующего на деталь со стороны одного из притиров, способствующего переходу системы нижний притир - деталь - верхний притир в состояние не- устойчивого равновесия (под состоянием неустойчивого равновесия понимается режим полной разгрузки детали от силового воздействия сепаратора).
Последующее приложение дополни- тельного крутящего момента к другому притиру создает дополнительный момент малой величины, действующий на деталь и заставляющий ее плавно переходить из состояния равновесия к провороту вокруг соб- ственной оси. Сдвиг по фазе наиболее эффективен для получения деталей с минимально нарушенным слоем, так как отсутствуют резкие перепады скоростей и ускорений в относительном движении де- таль - притир. Сдвиг по фазе между прикладываемыми дополнительными крутящими моментами более чем на 45° неэффективен, поскольку при этом не наблюдается дальнейшее улучшение качества нарушенного слоя, тогда как угол поворота детали уменьшается.
Предлагаемый способ может быть реализован с помощью устройства, содержащего притиры 1 и 2, сепаратор 3 с деталями 4. В качестве электродвигателей в приводах притиров используются двигатели постоянного тока. Для приложения к притирам дополнительных крутящих моментов необходимо увеличить напряжение питания на двигателях соответствующим образом.
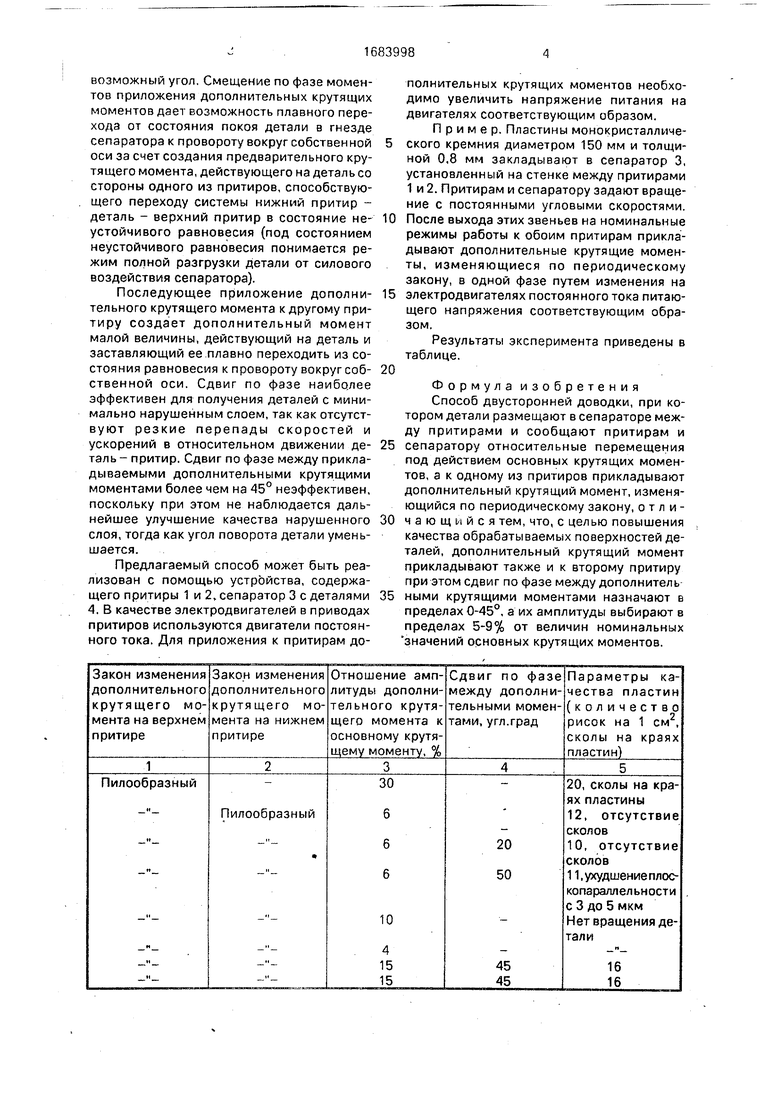
Пример. Пластины монокристаллического кремния диаметром 150 мм и толщиной 0,8 мм закладывают в сепаратор 3, установленный на стенке между притирами 1 и 2. Притирам и сепаратору задают вращение с постоянными угловыми скоростями. После выхода этих звеньев на номинальные режимы работы к обоим притирам прикладывают дополнительные крутящие моменты, изменяющиеся по периодическому закону, в одной фазе путем изменения на электродвигателях постоянного тока питающего напряжения соответствующим образом.
Результаты эксперимента приведены в таблице.
Формула изобретения Способ двусторонней доводки, при котором детали размещают в сепараторе между притирами и сообщают притирам и сепаратору относительные перемещения под действием основных крутящих моментов, а к одному из притиров прикладывают дополнительный крутящий момент, изменяющийся по периодическому закону, отличающийся тем, что, с целью повышения качества обрабатываемых поверхностей деталей, дополнительный крутящий момент прикладывают также и к второму притиру при этом сдвиг по фазе между дополнитель ными крутящими моментами назначают в пределах 0-45°, а их амплитуды выбирают в пределах 5-9% от величин номинальных значений основных крутящих моментов.
Продолжение таблицы
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ абразивной доводки | 1983 |
|
SU1151437A1 |
| Способ управления процессом доводки | 1978 |
|
SU804406A1 |
| Плоскодоводочный станок | 1981 |
|
SU990481A2 |
| Способ доводки цилиндрических деталей | 1987 |
|
SU1491675A1 |
| Способ доводки деталей | 1983 |
|
SU1151436A1 |
| Устройство для доводки деталей | 1984 |
|
SU1171296A1 |
| Сепаратор для обработки деталей | 1984 |
|
SU1284801A1 |
| Способ обработки многогранных деталей | 1990 |
|
SU1834786A3 |
| Способ доводки пластин | 1991 |
|
SU1782708A1 |
| Способ доводки деталей | 1979 |
|
SU837807A1 |
Изобретение относится к абразивной обработке деталей и может быть использовано для двусторонней доводки плоских поверхностей деталей из различных материалов: полупроводников, стекла, кварца, металлов. Цель изобретения - повышение качества поверхности доведенных деталей. При обработке пластин большого диаметра на станках с размерами притиров, ширина дорожки которых соизмерима с диаметром пластин, необходимо управлять положением детали в гнезде сепаратора. Для этого к обоим притирам прикладываются дополнительные крутящие моменты, изменяющиеся по периодическому закону. При этом сдвиг по фазе между ними может изменяться в пределах 0-45°, а амплитуды дополнительных крутящих моментов составляют 5-9% от величины номинальных значений основных крутящих моментов. Величины сдвига по фазе между моментами и их амплитуды выбирают исходя из требований по точности формы, глубине нарушенного слоя и величине припуска на обработку. Использование данного способа доводки позволяет повысить качество обработанных поверхностей деталей за счет снижения колебаний системы нижний притир - деталь-верхний притир и за счет обеспечения необходимого поворота отрабатываемой детали вокруг собственной оси. 1 ил. 1 табл. сл с
v
fc
nr
| Авторское свидетельство СССР по заявке № 4264007, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
