СП
О
о
4
3150
Изобретение относится к металлургии и может быть использовано при прокатке и дрессировке полос.
Цель изобретения - повышение производительности путем сокращения времени заправки полосы.
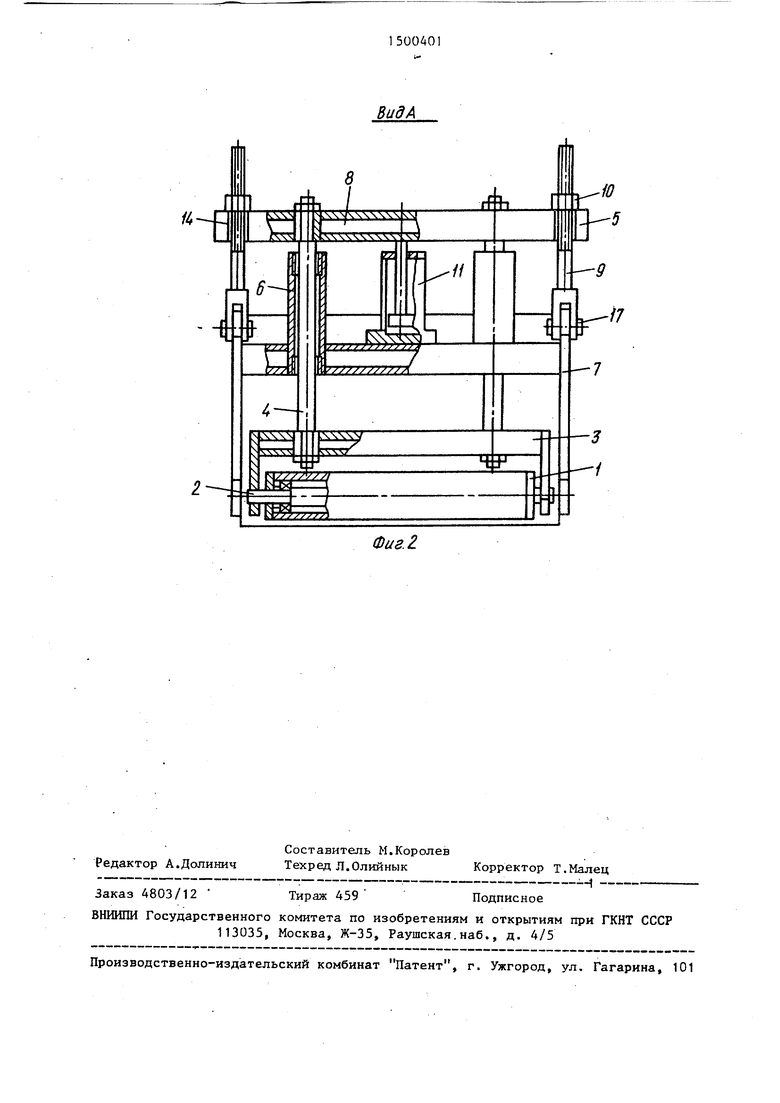
На фиг. 1 представлено устройство вид сбоку; на фиг. 2 - вид А на
фиг. 1 .
Устройство для разглаживания полосы содержит ролик 1, ось 2 которого вмонтирована в нижнюю траверсу 3, соединенную стяжками 4 с верхней траверсой 5. Обе траверсы со стяжками, которые размещены в направляющих 6 корпуса 7, образуют жестку раму 8. На корпусе закреплены откидные болты 9 с гайками 10 и пневмоцилиндр 11, шток которого упирается в верхнюю траверсу. В свою очередь корпус со своей проводкой 12 установлен на станине 13 рабочей клети. Откидные болты размещены в открытых пазах 14 верхней траверсы. В нижнем положении разглаживающего ролика угол о , образованный между касательной к цилиндрическим поверхностям его и рабочего валка 15 и линией прокатки, равен углу охвата рабочего валка полосой 16, который может приниматься в пределах 20-50°. Откидные болты закреплены на корпусе с помощью шарниров 17,
Устройство работает следующим образом.
Гайки 10, в зависимости от требуемого угла охвата, устанавливают в соответствии с рабочим положением ролика 1. Затем откидные болты 8 выводят из открытых пазов 14, а раму 8 вместе с роликом 1 поднимают пнев- моцилиндром 11 в крайнее, верхнее по- ложение, после чего производят заправку полосы 16, пропуская ее передний конец между роликом 1 и проводкой 12, опускают пневмоципиндром 11 раму и вводят откидные болты в пазы 14 верхней траверсы 5. После заправг ки полосы в моталку стана давлением полосы от ее натяжения ролик поднимается в рабочее положение, опреде
ляемое упором верхней траверсы в гайки 10.
Установка рамы с роликом в направляющих корпуса позволит оперативно поднимать ролик при заправке полосы и устанавливать его в рабочее положение, т.е. путем сокращения пауз при заправке полосы повысить производительность прокатного стана.
Применение откидных концевых упоров также способствует достижению поставленной цели, а именно быстрому подниманию ролика при пропуске переднего конца полосы, так как в этом случае поворот их относительно шарниров из открытого паза верхней траверсы, в котором они находятся в рабочем положении, практически не требуют времени и, не являясь отдельной операцией при подъеме ролика, может производиться вместе с другими технологическими операциями.
Устройство опробовано в условиях прокатно-дрессировочного стана. Сокращение пауз при заправке каждой полосы благодаря его применению составило в среднем 10 с.
5 20
30 Формула изобретения
1.Устройство для разглаживания металлической полосы на выходе из прокатной клети, содержащее корпус с непрерьшным роликом, отличающееся тем, что, с целью повышения производительности путем сокращения времени заправки полосы, корпус снабжен механизмом установки ролика, вьшолненным в виде рамы, состоящей
из нижней и верхней траверс, соединенных стяжками, проходящими в направляющих корпуса, при этом оси ролика расположены в нижней Траверсе,, на корпусе размещен пневмоциливдр и регулируемые концевые упоры, а шток пневмоцилиндра соединен с верхней траверсой.
2.Устройство ПОП.1, отличающееся тем, что регулируемые концевые упоры выполнены в виде шар- нирно закрепленных на корпусе откид- ньрс болтов с гайкой, размещенных в открытом пазу верхней траверсы.
Фиг.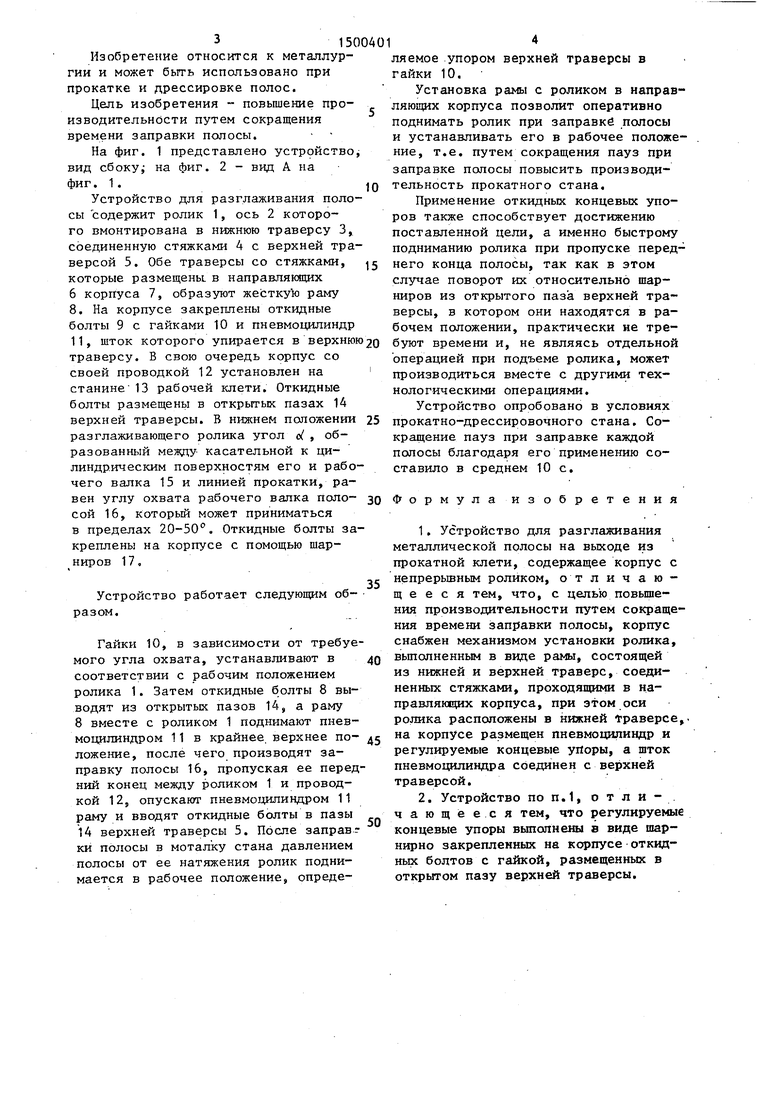
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатная клеть | 1990 |
|
SU1784301A1 |
| Способ дрессировки холоднокатаной металлической полосы | 1987 |
|
SU1560337A1 |
| ОКАЛИНОЛОМАТЕЛЬ | 1994 |
|
RU2080195C1 |
| УСТРОЙСТВО ДЛЯ НАТЯЖЕНИЯ ПОЛОСЫ НА ПРОКАТНЫХ СТАНАХ | 1992 |
|
RU2015760C1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| ШПИНДЕЛЬНОЕ УСТРОЙСТВО ПРОКАТНОЙ КЛЕТИ | 2010 |
|
RU2403999C1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
Изобретение относится к металлургии и может быть использовано при прокатке и дрессировке полос. Цель изобретения - повышение производительности за счет сокращения времени заправки полосы. Это достигается тем, что корпус 7 устройства снабжен механизмом установки разглаживающего ролика 1, приводимого в движение от пневмоцилиндра. Ход ролика регулируется упором, выполненным в виде откидного болта 9 и гайки 10. Изобретение позволяет сократить паузы в работе стана при зарядке каждой полосы в среднем на 10 с. 1 з.п. ф-лы, 2 ил.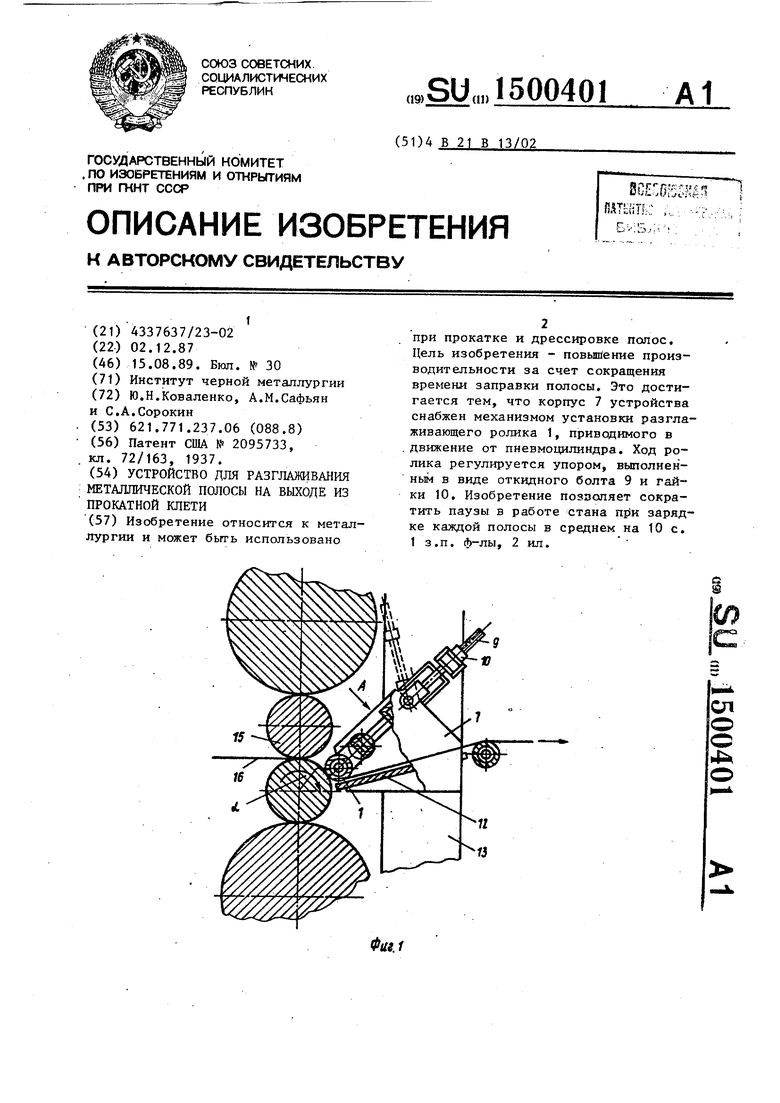
| КУМУЛЯТИВНЫЙ ЗАРЯД | 1995 |
|
RU2095733C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
