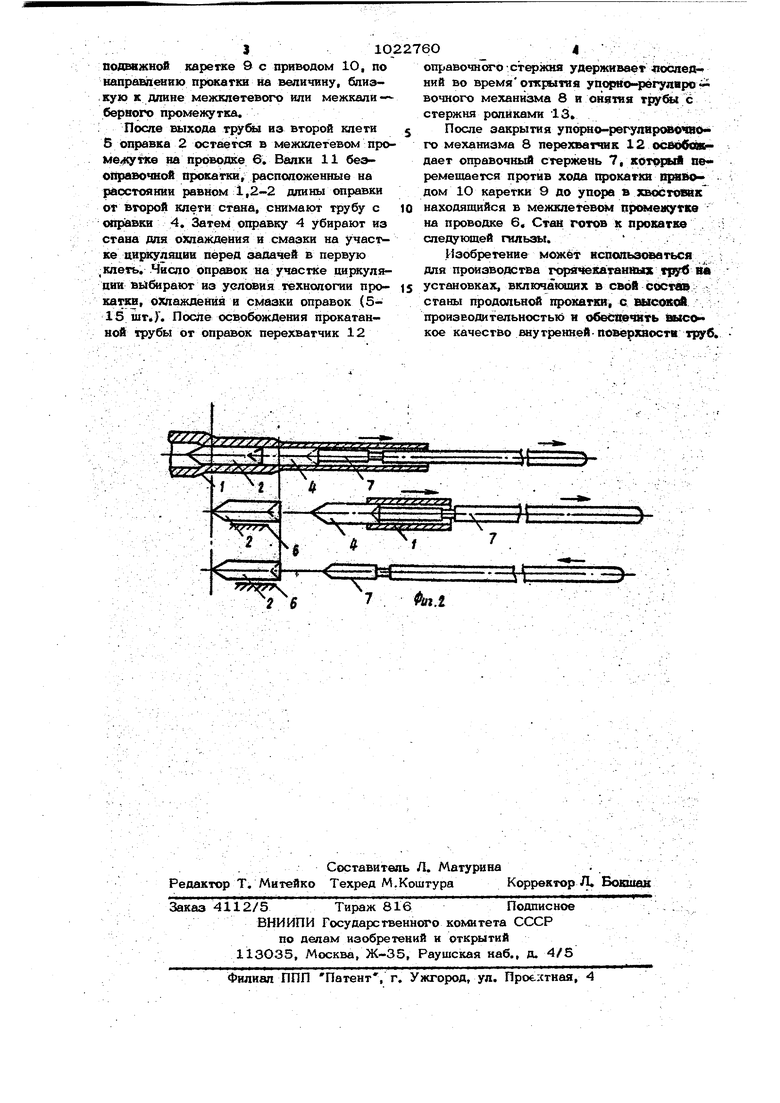
Изобретение относигся к продольной прокатке труб и может быть испсяьаовано на трубопрокатных установках, имеющих в своем составе непрерывные -станы продольной прокаткк труб на удерживаемых Переметаемых оправках Известен способ продольной прокатки, включающий раскатку гильзы на длинной цилиндрической свободноплавающей, предварительно смазанной и охлажденной оправке в непрерывном стане 1. Такой способ не пригоден для Производства малых партий, так как сопряжен с большими трудностями и временными затратами при.переходе с размера на раз мер. При этом необходимо произвошть замену всех Ш1инных оправок, нахоДяишхся в работе (18-2О шт), а при изменеНИИ наружного диаметра черновых труб менять все клети непрерывного, стана (8 9 клетей). К недостаткам способа отно сятся и наличие потерь металла с обрезью смятых при извлечении оправок концов труб и большие площади цеха, отведенные под участок циркуляции оправок, длина которых Достигает 19,5 м. Наиболее близким по технической сущ ности к предложеннок является способ продольной прокатки труб, включающий задачу гильзы с короткой охлажденной оправкой в калибр, образованнь1й ручьевы ми валками и оправкой, удерживаемой О1ь равочным стержнем, деформацию ее вал-. ками на нескольких, упирающихся дрбпг в друга оправках, и удаление посде пршсагки оправки на охлаждение. Данный способ позволяет получить большие обжатия по стенке 2.. Однако из-за плохих трения на поверхности контакта неподвижность оправок в очаге деформации отрицательно сказывается на качестве внутренней поверхности. . Целью изобретения является улучше Ч ние условий трения на контактной поверхности и качества внутренней поверхности труб. Поставленная цель достигается тем, что согласно способу продольной прокат кй труб, включающему задачу гвльаы с короткой охлажденной оправкой в калибр, образованный ручьевыми валками и оправкой, удерживаемой справочным стержнем, деформацию ее валками на нескольких упиракйПйхся друг в друга оправ ках и удаление после прокатки оправки на охлаждение, справочному стержню сообщают прийудительное осевое движение на величину,. :близкую к расстоянию между калибрами, по ходу перемещения трубы во время дёфсфмааив в против после деф(мааии. Прокатку можно вести на оправках с длиной рабочей части, кратной длине межкалиберного промежутка. Более трех оправок в претлежутке размещать не рационально, так как при прокатке теряется жесткость оправочной конструкции. Таким образом, минимальная длина оправки составляет 0,35 (с учетом носика) длины межкали берного промежутка. Преимуществами преложенного способа прокатка на удерживаемых оправках является, то, что процесс идет на охлажденных и смазан1Ш х вне стана оправках, ход КаГрётки упорно-регулировочного механизма, несущего справочный стержень, можно выбрать Минимальным из условий трения на опр19вке в пределах 0,3 - 1,О м длина оправок (0,3 - 1,5 м) позволяет участок циркуляции оправок разместить на небольшой плснцади. На фиг. 1 показана схема установки; на фиг. 2 - схема осуществления процесса в двух клетах в трех стадиях. Пшьза 1 с оправкой 2 поступает в первую клеть 3 и упирается справкой в оправку 4 второй клети 5, удерживаемую ё проводке 6 справочным стержнем 7, закрепленным в упорнс-регулировочном механизме 6, устансвпенясм на подвижной каретке 9, имекядей привод 1О возвратно-41оступатблънсго движения, деформируется и поступает в валки 11 беэоправочнЫ прокатки, за KOTOI%IMH расположен перехватчик 12 справочного стержня и выдающие ролики 13. Порядок осуществления способа следующий.. Полученную на прошивнстл стане гильау 1 задают с оправкой 2 в ручьевые валки пе:рвсй клетки 3, Втсрая оправка 4 .. для прокатки труба в ручьевых валках второй клети 5 в это время лежит в мея&клетевом промежутке на проводке 6 и удерядавается от осевого перемещения справочным стержнем 7. После задачи гильзы в первую клеть оправка 2 опирается на оправку 4 в осуществляется пршесс прокатки на удерживаемых перемешаемых оправках в двух жлетях (согласно схеме) става продопъвЫ прокатки. Перемещенне оправок осуществляется путем двяжеаня упорно -ра7лвровочного механизм 8, расположенного на
подввжной каретке д с приводом 10, по направлению прокатки на величину, близкую к длине межклетевсях) или межкали - верного промежутка.
После выхода тру из второй клети 5 оправка 2 остается в межклетевом проме кутке на проводке 6. Валки 11 безсправочной прокатки, расположенные на расстоянии равном 1,2-2 длины оправки от второй клетн стана, снимают трубу с otipiaBKH 4. Затем оправку 4 убирают из стана для охлаждения и смазки на участ ке циркуляциЕ перед задачей в первую клвть, .Число оправок на участке циркуляции вйбирают из уелЬввя технологии прокаткв, охлаждения в смазки оправок (51б шт). После освобождения прокатанной трубы от оправок перехватчик 12
оправочного удерживает -послед- НИИ во времяоткрытия упорно- югудвровочного механизма 8 и снятия тру с стержня роликами 13
После закрытия упорто-регулнрово О го механизма 8 перехватчик 12 освобойк дает оправочный стержень 7, который не ремешается против хода 1фокаткн праводом 10 каретки 9 до упора в хвостоввк находящийся в межклетев( прсмежугке на проводке 6, Стан готов к прокатке . следукпцей гильзы.
Изобретение может использоваться для производства горячекатаняых Ш1 установках, включакидих в свой coci станы продольной прокатки, с шюжоИ . производительностью и обеспечить высо кое качество внутренней-поверхности Т1зуб.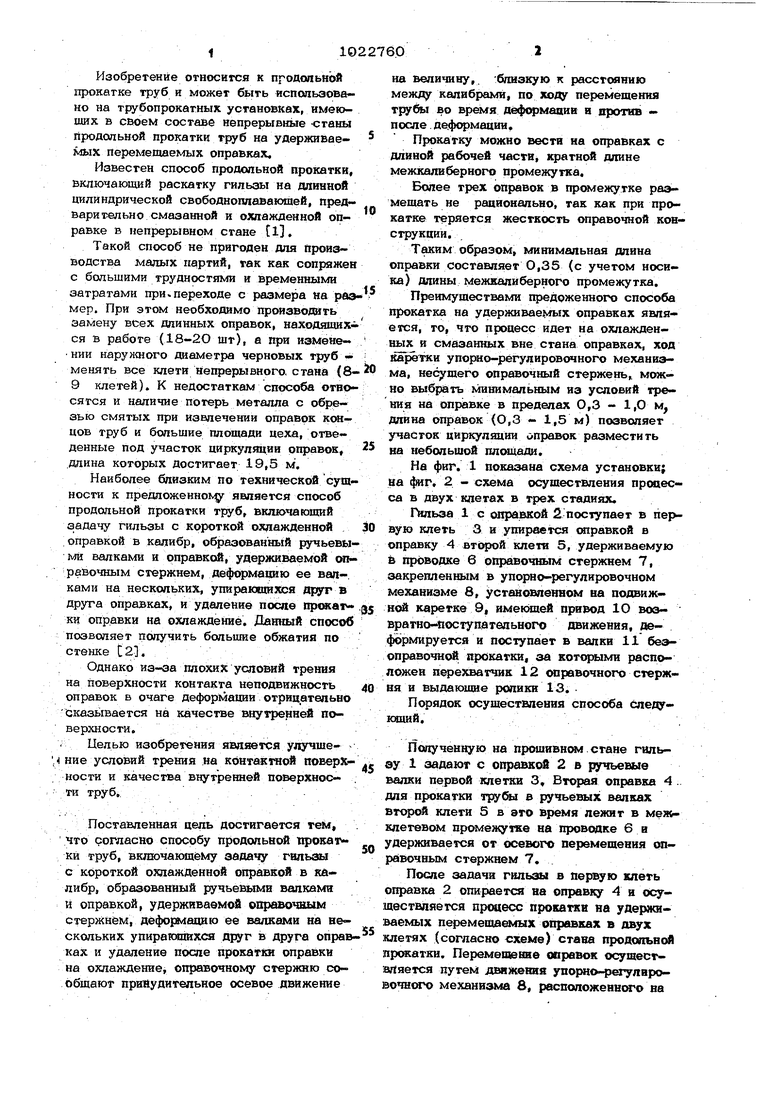
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка для продольной прокатки труб | 1978 |
|
SU1022761A1 |
| Способ продольной прокатки труб | 1989 |
|
SU1733131A1 |
| Способ непрерывной прокатки труб | 1990 |
|
SU1784305A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Стан продольной прокатки труб | 1978 |
|
SU766680A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Способ горячей продольной прокатки труб | 1987 |
|
SU1438866A1 |
| Способ продольной прокатки труб | 1983 |
|
SU1093370A1 |
| Способ производства труб на непрерывном стане | 1987 |
|
SU1560340A1 |
СПОСОБ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ, вкшочакяцйй задачу гипьац, с короткой охлажденной оправкой в келкбрг. образованный ручьевьоии вапкамн & оправкой, удерживаемой оправочным с терхшем, деформади ю ее вапкамн на нескол1 Еих упирающихся щруг в друга опреа ках и удапеш1е после прока ткв оправки на охлаждение, о т я и ч а ю ш и и с я тем, что, с цепью улучтевия . 1|ютя на контактнЬв поверхности я 1 самым качеств внутренней поверх ностн труб, оправочному стержню сос бщают прануднгельное осевое движение на велвят у, бдвзкую к расстоянию между калнб| амв, по ходу оер лещения трубы во время g деформации и против - после деформаион. J;v; ;Г;- л vrv,.- . ;л,- .;. Ы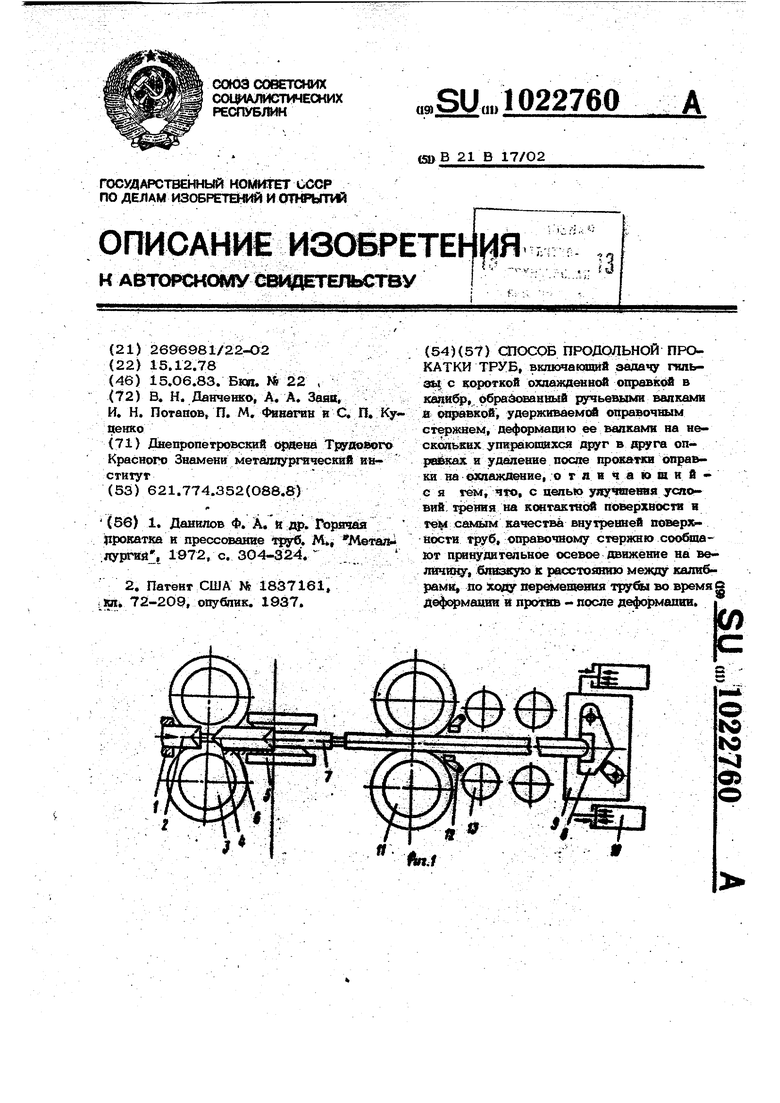
Фиг.г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Даншюв Ф | |||
| А | |||
| и /ф | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ;Лургяй, 1972, с | |||
| Паровой котел с винтовым парообразователем | 1921 |
|
SU304A1 |
| - | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гудок с вибрирующей мембраной | 1925 |
|
SU1937A1 |
