Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесноволокнистых плит (ДВП) мокрым способом.
Наиболее близким к заявляемому по технической сущности и достигаемому результату является способ очистки глянцевых листов заключающийся в гидротермйчедкрЙобработке глянцевых листов в прессе цутфм запрессовки в течение 2-5 ч при 45 ;6&0С. давлении 0,05-0,2 МПа пропитанных в течение 15-40 мин 4-10% - ным водным раствором едкого натра древесноволокнистых плит. Нагар с поверхности глянцевых листов удаляется струей воды.
Недостатком указанного способа является потери ДВП и сложность процесса из- за длительной остановки технологического потока при операции очистки
Цель изобретения - увеличение срока эксплуатации и исключение остановки технологического потока
Поставленная цель достигается тем, что в способе очистки глянцевых листов при изготовлении древесноволокнистых плит путем удаления нагара без съема листов, удаление нагара осуществляют поверхностью волокнистого ковра с нанесенным на нее перед прессованием 20%-ным водным раствором терпеномалеиновой смолы, омыленной едким натром, в количестве 70-200 г на 1 м ковра.
Состав и свойства терпеномалеиновой смолы регламентируются ТУ 13-0281078- 175-90. Терпеномалеиновая смола представляет собой прозрачное стекловидное вещество желто-коричневого цвета, которая по внешнему виду наминает канифоль. Кислотное число не менее 250 мг КОН на 1 г продукта, температура размягчения не ниже 60°С, массовая доля неомыляемых веществ не более 8%. Терпеномалиеновая смола применяется для получения отверж- дающих агентов и эпоксидных смол, терпе- номалеимидов, используемых в качестве
(Л
С
vi
00
N I.
Os 00
агента увеличивающего клейкость полярных эластомеров.
Пример 1. На древесноволокнистый ковер влажностью 72%, полученный мокрым способом из суспензии древесных во- локон по типовому технологическому режиму без добавки парафиновой эмульсии, наносится омыленный едким натром 20%-ный водный раствор терпеномалеино- вой смолы в количестве 70 г на 1 м поверх- ности ковра, Древесноволокнистый ковер подается в пресс для горячего прессования, оснащенный глянцевыми листами выдерживающими более 1100 циклов прессования имеющими нагар на поверхности. Прессование проводят при 195°С, максимальном удельном давлении 5,5 МПа в течение 8 мин. этого пресс размыкают, плиты выгружают, подвергают термообработке в течение 3 ч при 160°С и испытывают по ГОСТ 4598-86. Глянцевые листы подвергают внешнему осмотру.
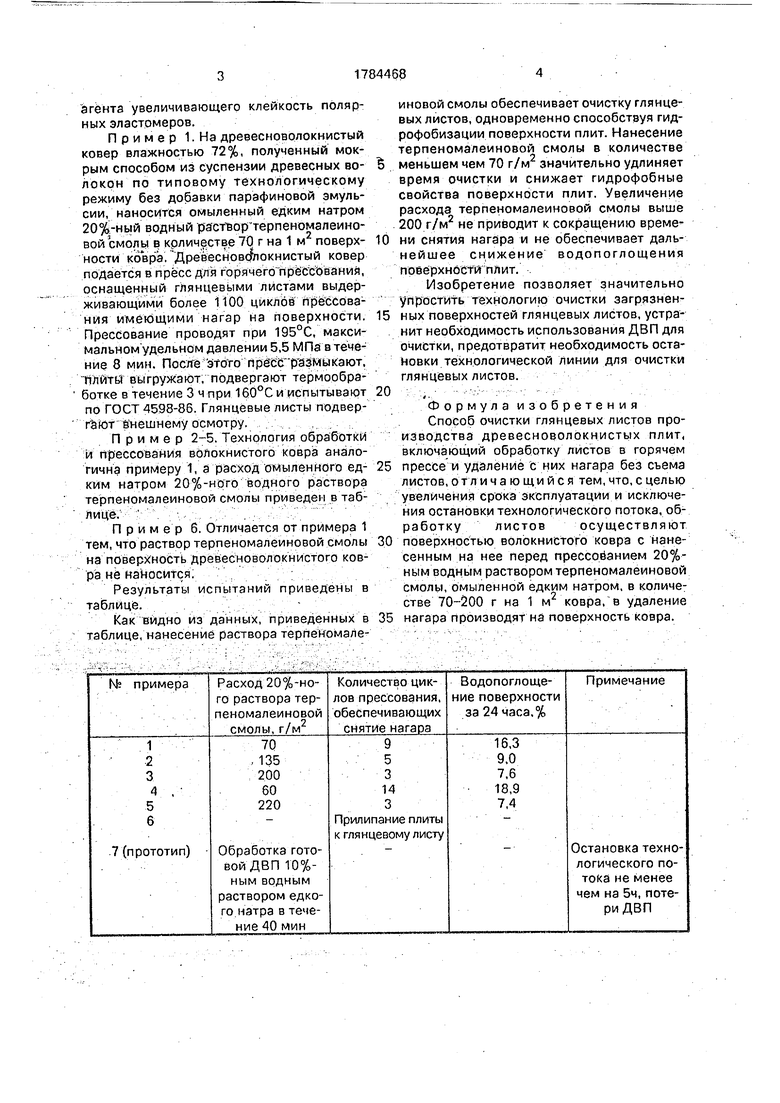
Пример 2-5. Технология обработки и прессования волокнистого ковра аналогична примеру 1, а расход омыленного едким натром 20%-ного водного раствора терпеномалеиновой смолы приведен в таблице.
Пример 6. Отличается от примера 1 тем, что раствор терпеномалеиновой смолы на поверхность древесноволокнистого ковра не наносится.
Результаты испытаний приведены в таблице.
Как видно из данных, приведенных в таблице, нанесение раствора терпеномале
0
5
0
5
0
5
иновой смолы обеспечивает очистку глянцевых листов, одновременно способствуя гид- рофобизации поверхности плит. Нанесение терпеномалеиновой смолы в количестве меньшем чем 70 г/м2 значительно удлиняет время очистки и снижает гидрофобные свойства поверхности плит. Увеличение расхода терпеномалеиновой смолы выше 200 г/м2 не приводит к сокращению времени снятия нагара и не обеспечивает дальнейшее снижение водопоглощения поверхности плит.
Изобретение позволяет значительно упростить технологию очистки загрязненных поверхностей глянцевых листов, устранит необходимость использования ДВП для очистки, предотвратит необходимость остановки технологической линии для очистки глянцевых листов.
i
Формула изобретения Способ очистки глянцевых листов производства древесноволокнистых плит, включающий обработку листов в горячем прессе и удаление с них нагара без съема листов, отличающийся тем, что, с целью увеличения срока эксплуатации и исключения остановки технологического потока, обработку листов осуществляют поверхностью волокнистого ковра с нанесенным на нее перед прессоёанием 20%- ным водным раствором терпеномалеиновой смолы, омыленной едким натром, в количестве 70-200 г на 1 м2 ковра, в удаление нагара производят на поверхность ковра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 2016 |
|
RU2622706C1 |
| Способ изготовления древесно-волокнистых плит | 1980 |
|
SU939298A1 |
| Способ очистки пресс-форм и глянцевых листов при изготовлении древесно-волокнистых плит | 1985 |
|
SU1281431A1 |
| Способ отделки древесноволокнистых плит | 1987 |
|
SU1425088A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1991 |
|
RU2009888C1 |
| Способ изготовления древесноволокнистых плит мокрого формования | 1986 |
|
SU1423660A1 |
| ДРЕВЕСНО-ВОЛОКНИСТЫЙ МАТЕРИАЛ | 1992 |
|
RU2087304C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОГНЕСТОЙКОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1994 |
|
RU2082603C1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
Использование: в деревообрабатывающей промышленности при производстве древесноволокнистых плит мокрым способом. Сущность изобретения: способ включает обработку листов в горячем прессе и удаление с них нагара без съема листов. Обработку листов осуществляют поверхностью волокнистого ковра с нанесенным на нее перед прессованием 20%-ным водным раствором терпеномалеиновойемолы, омыленной едким натром в количестве 70-200 г на 1 м ковра. Удаление иагара производят на поверхность ковра. 1 табл,
| Способ очистки пресс-форм и глянцевых листов при изготовлении древесно-волокнистых плит | 1985 |
|
SU1281431A1 |
| Солесос | 1922 |
|
SU29A1 |
