(21)4076768/29-15
(22)28.03.86
(46) 15.09.88. Бюл. 34
(71)Всесоюзный научно-исследовательский институт деревообрабатывающей промьшшенности
(72)М.В.Бирюков
(53)674.817-4I (088.8)
(56) Васечкин B.C. Технология экстрактивных веществ дерева. 11.гЛ. Гос- лесбумиздат, 1953, с. 367-368.
Ребрин С.П., Марсов Е.Д., Евдокимов В. Г. Технология древесноволокнистых плит. М.: Лесная промышленность, 1982, с. 59-69.
(54)СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ МОКРОГО ФОРМОВАНИЯ
(57) Изобретение относится к деревообрабатывающей промьшшенности. Цель изобретения - повышение прочности плит. На лабораторной установке производят изготовление древесноволокнистого ковра мокрым способом с влажностью 70% размером 400x400 мм. Перед горячим прессованием на ковер форсункой наносят 30-50%-ный водный раствор водоэкстрактивных веществ древесины лиственницы в количестве 60-120 г/м . Водоэкстрактивные вещества получают обработкой щепы лиственницы горячей водой. Связующее в древесноволокнистую массу не вводят., Последующие операции изготовления плит производят в соответствии с существующей технологией производства древесноволокнистых плит. 1 табл.
i
(Л
Изобретение относится к деревообрабатывающей пpo в Iшлeннocти и может быть применено к производству дре- весно-волокнистых плит мокрым спосо- б ом.
Цель изобретения - повышение проч ности плит.
Пример I. На лабораторной установке производят изготовление дре- вгсно-волокнистого ковра мокрым способом с влажностью 70% размером АОО х 400 мм. Перед горячим прессованием на ковер пневматической форсункой наносят 40Х-ный водный раствор водо- экстрактивных веществ в количестве 30 т на 1 м поверхности. Водоэкст- рактивные вещества получают обработкой щепы лиственницы горячей водой. Связующее в древесно-волокнистую массу не вводят. Последующие операции производят в соответствии с существующей технологией производства древесно-волокнистых плит.
Пример 2. Отличается от при- мера 1 тем, что перед горячим прессованием на ковер наносят водоэкстрак тивные вещества в количестве 60 г на I м поверхности.
Приме рЗ. Аналогичен приме- ру 1, но отличается тем, что перед горячим прессованием на ковер нанося водоэкстрактивные вещества в количестве 90г на I м поверхности.
Прим ер 4. Аналогичен примеру 1, но отличается тем, что перед горячим прессованием на ковер наносят водоэкстрактивные вещества в количестве 120 г на 1 м поверхности.
Пример 5. Аналогичен приме- ру 1, но отличается тем, что перед горячим прессованием на ковер нанося водоэкстрактивные вещества в количестве 150г на I и поверхности.
П р и м е р 6. Выполняют по при- меру 1, при этом используют водный раствор водоэкстрактивных веществ концентрацией 30%.
Пример. Выполняют по примеру 2 при концентрации водного раст вора 50%.
Примере. Выполняют по примеру 3 при концентрации водного раствора 30%.
П р и м е р 9. Выполняют по примеру 4 при концентрации водного раствора 30%.
Пример 10. Выполняют по примеру 5 при концентрации водного раствора 30%.
Пример II. Выполняют по примеру I при концентрации водного раствора 50%.
Пример 12. Выполняют по примеру 2 при концентрации водного раствора 50%.
Пример 13. Выполняют по примеру 3 при концентрации водного раствора 50%.
Пример 14. Выполняют по примеру 4 при концентрации водного раствора. 50%.
Пример 15. Выполняют по примеру 5 при концентрации водного раствора 50%.
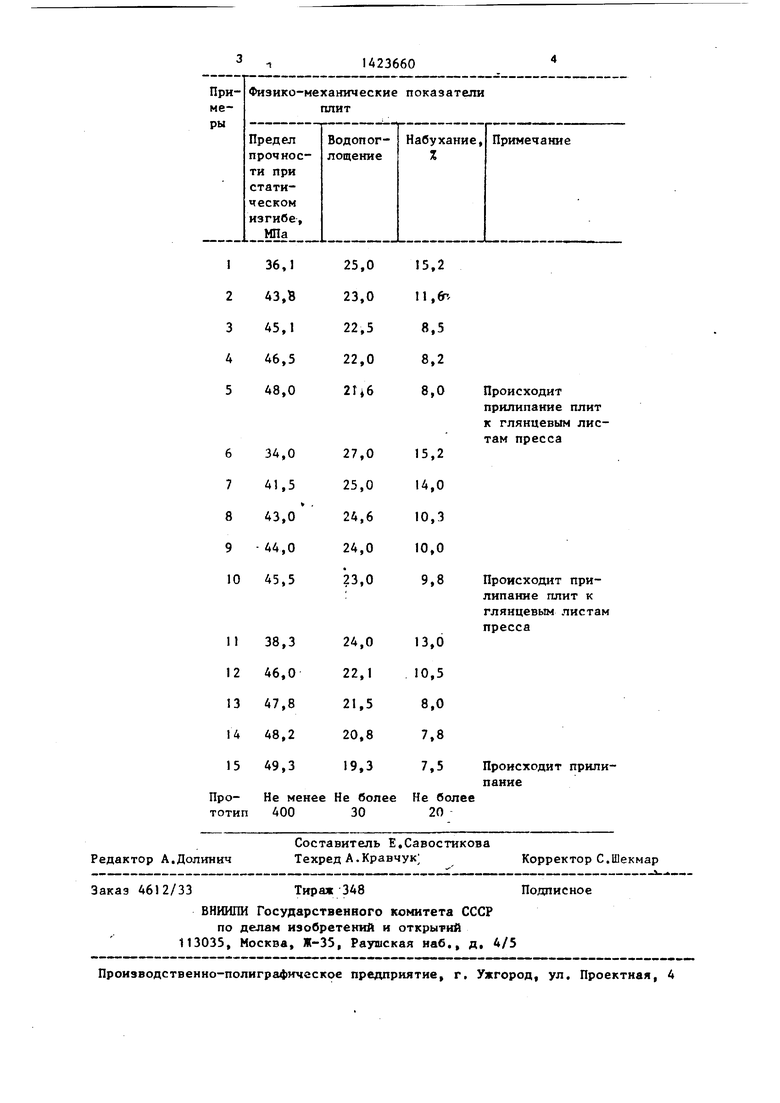
Результаты экспериментов представлены в таблице.
Таким образом, изобретение позволяет по сравнении с известным способом изготовления древесно-волокнис- тых плит улучшить физико-механические показатели плит при снижении их себестоимости за счет использования фенолоформальдегидного связующего.
Формула изобретения
Способ изготовления древесно-волокнистых плит мокрого формования, включающий размол щепы на волокно, введение связующего, формование ковра и его горячее прессование, термообработку и кондиционирование плит отличающийся тем, что, с целью повыщения прочности плит, в качестве связующего используют 30 - 50%-ный водный раствор водоэкстрак- тивных веществ древесины лиственницы который наносят перед горячим прессованием путем расггыпения на поверхность ковра в количестве 60-120 г/м
36,1 43,В 45,1 46,5 48,0
34,0 41,5 43,0 44,0 45,5
38,3
46,0
47,8
48,2
49,3
25,0 23,0 22,5 22,0
27,0 25,0 24,6 24,0 23,0
24,0 22,1 21,5 20,8 19.3
Происходит прилипание плит к глянцевым листам пресса
Происходит прилипание плит к глянцевым листам пресса
Происходит прилипание
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
| Способ производства древесно-волокнистых плит с облагороженной поверхностью | 1991 |
|
SU1831541A3 |
| ДРЕВЕСНО-ВОЛОКНИСТЫЙ МАТЕРИАЛ | 1992 |
|
RU2087304C1 |
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| ДРЕВЕСНОВОЛОКНИСТЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ПРИГОТОВЛЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА | 1993 |
|
RU2076125C1 |
| Способ изготовления древесно-волокнистых плит | 1980 |
|
SU939298A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОЙ ПЛИТЫ | 2016 |
|
RU2622706C1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1406286A1 |
| СОСТАВ ДЛЯ ПРОИЗВОДСТВА ИЗДЕЛИЙ ТИПА МЯГКИХ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 1991 |
|
RU2010702C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ИЗДЕЛИЙ, В ТОМ ЧИСЛЕ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 2001 |
|
RU2213000C2 |
Про- Не менее Не более Не более
тотип
400
Редактор А.Долинич
Составитель Е.Савостикова Техред А.Кравчук;
30
20
Корректор С.Шекмар
