Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесно-волокнистых плит мокрым способом.
Известен способ изготовления древесно-волокнистых плит по авт. св. СССР N 1420092, кл. B 27 N 3/04, 1987 (Бюл. из. N 32, 1988). По данному способу растительное сырье (древесную щепу) обрабатывают смесью кислот, нагревают до 180оС, размалывают в волокнистую массу, добавляют воду до концентрации 2% и повторно размалывают до степени помола 24 ДС, затем вводят связующее, содержащее 1,5% фенолоформальдегидной смолы и 1,2% парафиновой эмульсии, после чего формируют ковер и осуществляют горячее прессование при 195оС и давлении 5,5 МПа. Термообработку плит проводят в течение 3 ч при 160оС.
Недостатком известного способа изготовления древесно-волокнистых плит является расходование древесины ценных лиственных и хвойных пород, использование токсичной фенолоформальдегидной смолы в качестве связующего, ухудшение экологической чистоты за счет содержания летучих фенолов и попадания фенолов в оборотные и сточные воды.
Известен также способ изготовления древесно-волокнистых плит по авт. св. СССР N 1381224, кл. B 27 N 3/04, 1986 (Бюл. из. N 10, 1988), при котором в качестве растительного сырья используют древесное сырье, размолотое до волокнистой массы со степенью помола 23 ДС в водной среде. Полученную массу подают в массный бассейн и создают кислотность среды рН 4,0-4,5 путем введения раствора электролита. Концентрация волокнистой массы составляет 1,5% . Затем формируют ковер, проводят его обезвоживание до 92% путем принудительной фильтрации вакуумированием при давлении 0,01-0,06 МПа. Пропитку ковра осуществляют путем нанесения на его поверхность связующего состава из феноловых смол и гидрофобных добавок и подвергают горячему прессованию при 190-210оС и давлении 5-5,5 МПа. Термообработку плит проводят при температуре 145-160оС в течение 3-3,5 ч.
Недостатками известного способа-прототипа изготовления ДВП является расходование ценного растительного сырья (лиственной и хвойной древесины) и использование токсичного связующего - фенольных смол, а также нарушение экологической чистоты за счет содержания летучих фенолов и попадания фенолов в оборотную и сточную воды. Наличие дополнительных технологических операций, таких как нанесение на поверхность ковра связующего и заключительная термообработка, усложняет технологию изготовления и повышает себестоимость плит.
При осуществлении заявляемого способа изготовления древесно-волокнистых плит достигается технический результат, заключающийся в экономии древесного сырья путем использования вторичных ресурсов в виде измельченных денежных знаков, в полной экономии расходования связующего, в снижении токсичности плит за счет исключения из состава плит фенольных смол, а также в повышении экологической чистоты путем исключения из технологического процесса - нанесения на плиты связующего вещества. Кроме этого, дополнительным техническим результатом является упрощение технологического процесса и снижение себестоимости плит за счет исключения двух технологических операций - пропитки ковра связующим и термообработки.
Достижение указанного технического результата обеспечивается тем, что согласно изобретению способ изготовления древесно-волокнистых плит включает размол растительного сырья в водной среде до волокон, введение водного раствора электролита, формирование и обезвоживание волокнистого ковра вакуумированием, а также горячее прессование. Новым в решении задачи является то, что в качестве растительного сырья используют измельченные денежные знаки, степень помола которых доводят до 40-50о ШР, а в качестве электролита используют флокулянт с концентрацией в водном растворе 0,025-0,1% . При этом кислотность среды составляет рН 6-9. Формирование ковра вакуумированием осуществляют при давлении 0,09-0,1 МПа до влажности 68-72% , а горячее прессование - при 160-180оС и давлении 0,5-2,5 МПа до влажности 0,5-1% . Наилучший результата достигается при использовании в качестве флокулянта преимущественно 1,2-диметил-5-винилпиридиний метилсульфата.
В качестве флокулянта используют также электролит - раствор сернокислого алюминия.
Предложенный способ изготовления древесно-волокнистых плит разработан на избирательском уровне и не следует явным образом из известного уровня техники, так как при изготовлении ДВП ранее не использовалось вторичное сырье в виде денежных знаков и это не было известно. Элемент творчества заключается также в том, что авторами выявлено проявляющееся свойство эфиров целлюлозы, составляющих основу материала денежных знаков, модифицироваться при горячем прессовании до 160-180оС и образовывать прочное сцепление частиц без добавления связующего.
Неожиданному эффекту способствовало также найденное авторами использование в качестве флокулянта 1,2-диметил-5-винилпиридиний метилсульфата (ППС), при введении которого в волокнистую суспензию в количестве 0,05-0,1% к массе абсолютно сухого волокна (а. с. в. ) повышаются скорость обезвоживания волокнистой массы и удержание мелких волокон на сетчатом столе отливной машины.
ППС относится к полимерам, молекулы которых содержат ионогенные группы. Они способны распадаться в водных растворах на ионы. Такие высокомолекулярные электролиты являются полиэлектролитами. При введении водорастворимого полимера в волокнистую массу проявляется его свойство адсорбироваться на поверхности целлюлозных волокон. Это происходит за счет сильной катионности полимера, молекула которого имеет положительный заряд. Ее адсорбция приводит к падению ζ -потенциала (дзета - потенциала) целлюлозы, и вслед за этим наступает коагуляция, т. е. агрегация волокон. При этом скорость обезвоживания и удержание мелкого волокна на сетчатом столе отливной машины увеличиваются.
Согласно техническим условиям на ППС (ТУ 6-14-22-10-73) ППС - гелеобразная масса желтоватого цвета с концентрацией 60% с мол. м. 0,97˙ 106 - 2,5˙ 106.
П р и м е р 1. Волокнистые плиты изготавливают по технологии мокрого способа производства. Измельченные денежные знаки распускаются в ролле до волокнистой суспензии с концентрацией 4,5% и степенью помола волокна 50 ШР. Целлюлозосодержащая волокнистая суспензия при этом имеет следующий фракционный состав, % : Фракция I (0,01 мм) 35 Фракция II (0,47 мм) 52 Фракция II (0,47 мм) 52 Фракция II (3,81 мм) 3
В массном бассейне ее разводят до концентрации 2,0% , вводят электролит для достижения рН среды 4,5. После чего целлюлозосодержащая волокнистая суспензия поступает на отливную машину. Перед выходом на дозатор в нее вводится флокулянт - раствор катионоактивного полиэлектролита, в качестве которого используют поли-1,2-диметил-винилпиридиний метилсульфат (ППС) в количестве 0,1% к массе абсолютно сухого волокна (к массе а. с. в. ) для интенсификации процесса обезвоживания. Волокнистый ковер формируется на отливной машине периодического действия. Избыточная влага удаляется вакуумированием. Сформированный таким образом ковер проходит горячее прессование при температуре 160оС, удельном давлении 2,5 МПа до влажности 1% и форматный раскрой.
П р и м е р 2. Аналогичен примеру 1. Волокнистую суспензию готовят следующего фракционного состава, % : Фракция I (0,76 мм) 35 Фракция II (3,8 мм) 52 Фракция III (4,5 мм) 3
Степень помола волокна 40оШР. Раствор ППС вводят в количестве 0,05% к массе а. с. в. Остальные операции, как в примере 1.
П р и м е р 3. Аналогичен примеру 1. Наилучший результат достигается при степени помола волокна 45оШР. Волокнистую суспензию при этом готовят следующего фракционного состава, % : Фракция I (0,1 мм) 20 Фракция II (1,5 мм) 7,8 Фракция III (4,0 мм) 2
Раствор ППС вводят в количестве 0,09% к массе а. с. в. Остальные операции, как в примере 1.
П р и м е р 4. Аналогичен примеру 1. Раствор ППС вводят в волокнистую суспензию в нейтральную среду при рН 7. Остальные операции, как в примере 1.
П р и м е р 5. Аналогичен примеру 4. Раствор ППС вводят в волокнистую суспензию с щелочной средой рН 9, которая достигается введением раствора едкого натра.
П р и м е р 6. Аналогичен примеру 3. Отличие заключается в том, что в качестве флокулянта используют электролит - раствор сернокислого алюминия. При этом рН среды волокнистой суспензии составляет 4,5.
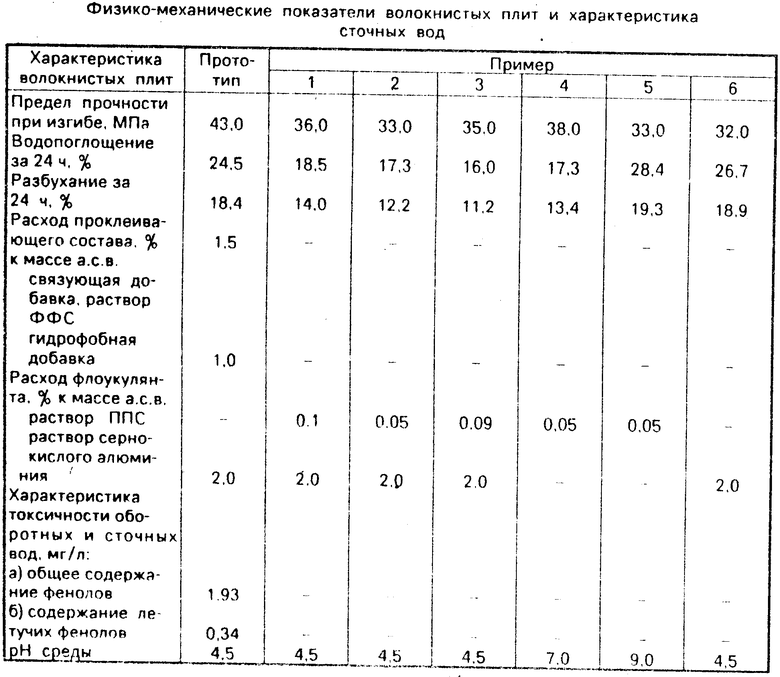
Готовые плиты по примерам 1-6 испытывались по ГОСТ 4598-86. Результаты испытаний по примерам 1-6 приведены в таблице.
Таким образом, изобретение позволяет получить материал, по прочностным свойствам не уступающий прототипу, но без применения связующего, что приводит к снижению токсичности плит и повышению экологической чистоты производства и окружающей среды.
Использование вторичных ресурсов в виде измельченной денежной макулатуры обеспечивает один из основных технических результатов, а именно экономию ценных древесных материалов путем исключения их из производства.
Заявленный способ изготовления древесно-волокнистых плит является промышленно применимым и может быть использован в промышленности, так как исходные компоненты, представляющие собой денежную макулатуру, флокулянт и воду являются общедоступными и по цене и по материальному обращению, а технологический проект прост и в некоторой степени упрощен за счет исключения из обычного известного процесса двух операций - проклейки связующим и термообработки.
Испытания древесно-волокнистых плит, изготовленных заявляемым способом, проведенные в Московском ордена Трудового Красного Знамени научно-исследовательском институте гигиены им. Ф. Ф. Эрисмана, показали отсутствие токсичности плит.
Возможность осуществления изобретения подтверждена испытаниями, проведенными в Московском научно-исследовательском проектно-технологическом институте "Стройиндустрия".
Последовательность действий при производстве древесно-волокнистых плит заявляемым способом над измельченной денежной макулатурой, а также условия проведения этих действий, т. е. конкретные режимы температуры, давления, процентное содержание используемых известных средств приведены в примерах 1, 2, 3, 4, 5 и 6. (56) Авторское свидетельство СССР N 1381224, кл. В 27 N 3/04, 1986.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ | 1991 |
|
RU2014217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНО-ВОЛОКНИСТЫХ ПЛИТ | 2001 |
|
RU2177058C1 |
| Способ изготовления древесноволокнистых плит с облагороженной поверхностью | 1987 |
|
SU1527354A1 |
| Способ изготовления древесно-волокнистых плит мокрым способом | 1986 |
|
SU1381224A1 |
| Способ изготовления древесно-волокнистых плит с рельефным рисунком | 1990 |
|
SU1721162A1 |
| Способ формирования ковра для древесно-волокнистой плиты | 1989 |
|
SU1724773A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТНОГО МАТЕРИАЛА ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ | 1993 |
|
RU2034702C1 |
| Способ получения древесноволокнистых плит | 1980 |
|
SU943367A1 |
| Способ изготовления древесноволокнистых плит | 1986 |
|
SU1472546A1 |
| Состав для изготовления древесно-волокнистых плит | 1983 |
|
SU1317005A1 |
Использование: изготовление древесно-волокнистых плит. Сущность изобретения: в качестве растительного сырья используют измельченные денежные знаки со степенью помола 40 50ШР, в качестве электролита используют флокулянт, преимущественно 1,2-диметил-5-винилпиридиний метилсульфат с концентрацией в водном растворе 0,025 0,1% , при этом кислотность среды составляет рН 6 9, формирование и обезвоживание ковра вакуумированием осуществляют при давлении 0,09 0,1 МПа до влажности 68 72% , а в горячее прессование при температуре 160 180 С и давлении 0,5 2,5 МПа до влажности 0,5 1% . 1 табл.
СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ , включающий pазмол pастительного сыpья в водной сpеде до волокон, введение водного pаствоpа флокулянта, фоpмиpование и обезвоживание волокнистого ковpа вакуумиpованием и последующее гоpячее пpессование сфоpмиpованного ковpа, отличающийся тем, что в качестве pастительного сыpья используют измельченные денежные знаки со степенью помола 40 - 50o ШР, в качестве электpолита - флокулянт, пpеимущественно 1,2-диметил-5-винилпиpидиний метилсульфат с концентpацией в водном pаствоpе 0,025 N 0,1% , пpи этом pН сpеды составляет 6 - 9, фоpмиpование и обезвоживание ковpа вакуумиpованием осуществляют пpи давлении 0,09 - 0,1 МПа до влажности 68 - 72% , а гоpячее пpессование пpи 160 - 180oС и 0,5 N 2,5 МПа до влажности 0,5 - 1% .
