Изобретение относится к полиграфическому производству, в частности к конструкции клеевых аппаратов, например переплетных машин.
Аппарат для нанесения клея является одним из основных узлов многих брошюро- вочно-переплетных машин. Это объясняется многоступенчатой структурой технологических процессов, когда изделие формируется при помощи клея из нескольких элементов. Например, переплетная крышка состоит из двух картонных сторонок, двух заготовок обложечного материала, корешкового материалК бтстава. Все указанные элементы склеи вй ют ся в период тех- нологической сборки в одной или нескольких машинах. Особую сложность представляет процесс нанесения клея на обложечный материал переплетных крышек при его значительных форматах, скоростях движения и различной фактуре материала. Известна конструкция аппарата для нанесения клея, содержащего клеевую ванну, которая наполняется клеем, клеевой цилиндр,
-ч
00
4 СП
о ;о
установленный в ванне, клеенаносящий валик, контактирующий с одной стороны с цилиндром и принимающий на себя часть клея, а с другой - прикасается к обложечному (или корешковому) материалу для пере- дачи слоя клея. Количество передаваемого клея регулируется межцентровым расстоянием между валиком и цилиндром.
Недостатком известной конструкции аппарата для нанесения клея является не- равномерность передачи клея и значительные габариты аппарата, обусловленные технологическими параметрами склеиваемых заготовок и наличием больших цилиндра и клеена носящего валика и, соответственно им, массивной ванны, постоянно заполненной клеем. Это обстоятельство затрудняет эксплуатации аппарата при внезапном отключении машины и необходимости его отвода от полотна. Кроме этого интенсивное тепловое поле аппарата усложняет обслуживание и требует защиты, Наряду с этим, передача клея контактным способом, когда клеенано.сящий валик охватывается-полотном на углу 70- 90°, требует большого количества энергии на преодоление адгезионного и когезион- ного сопротивления, что снижает энергетические показатели машин.
Известен способ нанесения клея нг ко- решок обложки при вставке блока вроспуск, выбранный в качестве прототипа, предусматривающий выход клея через щелевое сопло на движущуюся заготовку, когда сопло контактирует с заготовкой материала.
Недостаток указанного способа заключается в том, что он приспособлен только для полиуретановых термоклеев, т.е. очень жидких клеев с малой вязкостью и в связи с чем устройство для нанесения клея содер- жит нерегулируемое щелевое сопло, свя-о заниое с системой подачи клея. Совершенно очевидно, что область применения способа ограничивается и он применим только для промазки узких полос (например, промазка кореожовой части обложки при вставке блока вроспусй где истечение клея количественно не регламентировано, а толщина клеевой пленки может определяться в лучшем слу- чае при контактировании сопла и материала. В связи с этим, указанный способ неприемлем для нанесения клея на обложечный материал при изготовлении составных или цельных переплетных крышек, когда используются заготовки покровного материала шириной до 600 мм (формат книги 70 х 108/8) при жестких требованиях к надежности покрытия всего поля обложки клеевой планкой заданной толщины без
пропусков. В этом случае, как показывает эксперимент, система клеевого нанесения, включающая только сопло с постоянной щелью, не может обеспечить поставленных требований, особенно если учесть использование для этих процессов целой гаммы клеевых материалов, свойства и вязкость которых резко отличаются от полиуретановых термоклеев.
Целью изобретения является повышение качества нанесения клея на заготовку материала переплетной крышки и повышение надежности работы клеевого аппарата.
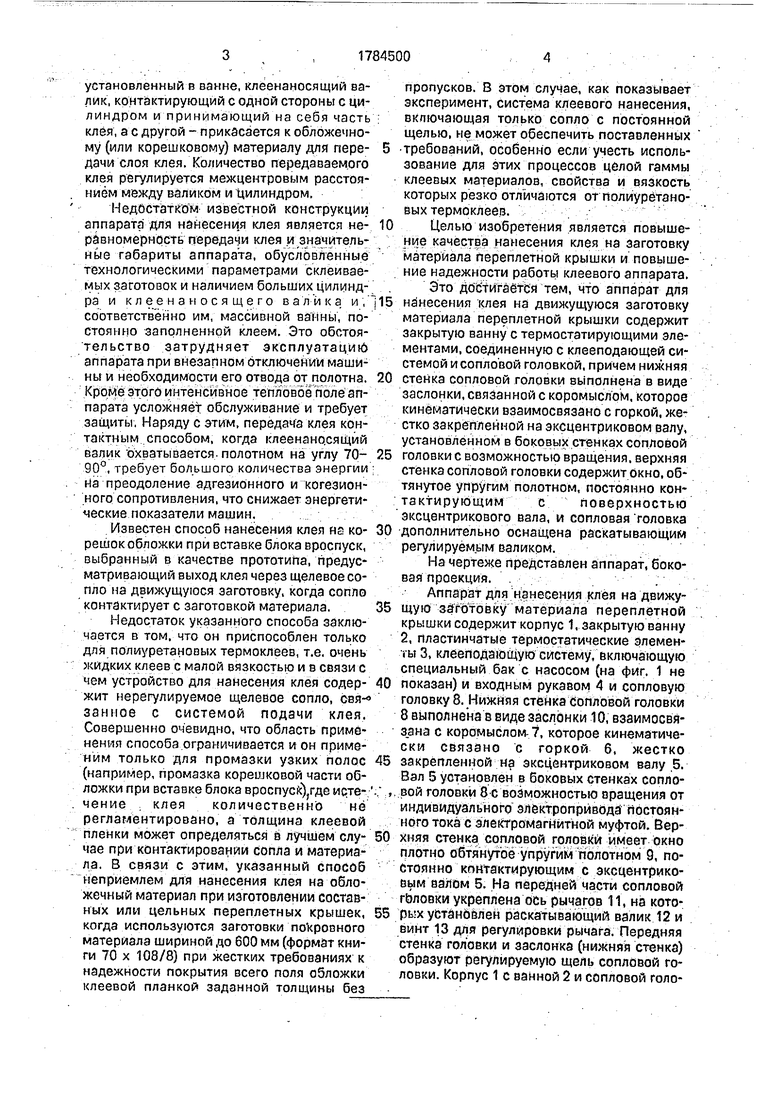
Это достигается тем, что аппарат для на несения клея на движущуюся заготовку материала переплетной крышки содержит закрытую ванну с термостатирующими элементами, соединенную с клееподающей системой и сопловой головкой, причем нижняя стенка сопловой головки выполнена в виде заслонки, связанной с коромыслом, которое кинематически взаимосвязано с горкой, жестко закрепленной на эксцентриковом валу, установленном в боковых стенках сопловой головки с возможностью вращения, верхняя стенка сопловой головки содержит окно, обтянутое упругим полотном, постоянно контактирующим с поверхностью эксцентрикового вала, и сопловая головка дополнительно оснащена раскатывающим регулируемым валиком.
На чертеже представлен аппарат, боковая проекция.
Аппарат для нанесения клея на движущую заготовку материала переплетной крышки содержит корпус 1, закрытую ванну 2, пластинчатые термостатические элемен- (ы 3, клееподающую систему, включающую специальный бак с насосом (на фиг. 1 не показан) и входным рукавом 4 и сопловую головку 8. Нижняя стенка сопловой головки 8 выполнена в виде заслонки 10, взаимосвя- з.ана с коромыслом- 7, которое кинематически связано с горкой 6, жестко закрепленной на эксцентриковом валу 5. Вал 5 установлен в боковых стенках сопловой головки 8 с возможностью вращения от индивидуального электропривода постоянного тока с электромагнитной муфтой. Верхняя стенка сопловой головки имеет окно плотно обтянутое упругим полотном 9, постоянно контактирующим с эксцентриковым валом 5. На передней части сопловой головки укреплена ось рычагов 11, на которых установлен раскатывающий валик 12 и винт 13 для регулировки рычага. Передняя стенка головки и заслонка (нижняя стенка) образуют регулируемую щель сопловой головки. Корпус 1 с ванной 2 и сопловой головкой 8 обшиты теплоизоляционным материалом 14.
Аппарат работает следующим образом.
При подаче переплетного материала, перемещающегося с постоянной или переменной скоростью, включают клееподаю- щую систему. Клей, из специального бака с насосом, через входной рукав А подается с заданным давлением в клеевую ванну 2 до уровня, который определяется сливным отверстием (на чертеже не показано).Т1ри про- хождении заготовки материала переплетной крышки под сопловой головкой (в зависимости от режима работы и технологических требований расстояний между заготовкой и сопловой головкой устанавливается от 0,5 до 3 мм) на материал подается элементарная порция клея с частотой вращения эксцентрикового вала, т,к. он, совершая круговое движение в сопловой головке, захватывает массу клея, выталкивая ее через сопловую щоль. Объем элементарной порции регулируется углом качания заслонки. Таким образом, в зависимости от скорости перемещения заготовки переплетного материала, устанавливается скорость вращения эксцентрикового вала от индивидуального электропривода постоянного тока с электромагнитной муфтой и угол качания заслонки, в результате чего на движущей заготовке образуется волнообразный слой клея заданной толщины. Для его выравнивания и гарантированного распределения по все,й плоскости служит раскатывающий валик 12. При экстренной остановке, подача клея в ванну продолжается, а электромагнитная муфта отключает эксцентриковый вал 5 от двигателя V положении, когда между днищем ванны 2 и эксцентриковым валом 5 наибольшее расстояние, в результате чего клеевая масса свободно обменивается в закрытой ванне, препятствуя образованию клеевых коагулянтов. В случае применения холодных клеев термостатические устройства аппарата отключаются.
Использование предлагаемого атт§ра- та для нанесения клея на движущуюся заго товку повышает качество передачи клеевого слоя на материал различной фактуры за счет принудительного дозирования клея по всей ширине ленты (до 600 мм) с необходимой
частотой, пропорциональной скорости перемещения обложечного полотна и обратно пропорциональной размеру образованной щели. При этом, раскатывающий валик используется только для вязких клеев (типа
поливинилацетатная дисперсия). Наличие эксцентрикового вала и управляемой заслонки повышает надежность работы аппарата сравнительно с прототипом, улучшает обслуживание аппарата, т.к. масса его с клеем в 8-9 раз меньше клеевых аппаратов, которые используются в полиграфическом производстве. Кроме этого, предлагаемый аппарат не требует контактного воздействия на полотно, что Новышает его энергетичеркую эффективность.
Формула изобретения
Аппарат для нанесения клея на движущуюся заготовку материала переплетной крышки, включающий сопловую головку и клееподающую систему, отличающий- с я тем, что,с повышения качества нанесения клея на заготовку материала переплетной крышки и повышения надежности в работе аппарата, он содержит закрытую ванну с термостатирующими элементами, соединенную с клееподающей си- стемой и сопловой головкой, установленный
в боковых стенках сопловой головки с возможностью вращения эксцентриковый вал с жестко закрепленной на нем горной и кинематически связанное с горкой коромысло, при этом нижняя стенка сопловой головки
выполнена в виде заслонки, соединенной с коромыслом, а верхняя стенка имеет плотно обтянутые упругим полотном окно, контактирующее с поверхностью эксцентрикового вала, причем сопловая головка дополнительно оснащена раскатывающим регулируемым валиком.
М
14
о ь Б.
«v Ь
«sil


| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Воробьев Д.В | |||
| и др | |||
| Технология шюровочно-переплетных процессов, М„ 1989, с | |||
| Прибор для измерения угла наклона | 1921 |
|
SU253A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Распределительный механизм для паровых машин | 1921 |
|
SU308A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Устройство для усиления микрофонного тока с применением самоиндукции | 1920 |
|
SU42A1 |
