оо
С
Сущность изобретения: Отверстия в изделии заполняют битумом с образованием выступов на требуемую толщину покрытия с одновременным нанесением битума на тыльную сторону изделия, При этом битум наносят путем размещения изделия в барабане центрифуги на слое битума на ленточной подложке при подаче на нее пуска света и воздействия центробежной силы до образования в отверстиях выступов битума, равных заданной толщине покрытий, которую контролируют по изменению отражательной способности поверхности изделия. 1 з.п. ф-лы, 1 ил.
Изобретение относится к области машиностроения и может быть использовано преимущественно в промышленной гальванопластике для изготовления фильтровальных перегородок с микронными размерами отверстий и перемычек между ними с большой прозрачностью и толщиной, а также сеток, сит, решеток и других пористых изделий с повышенной прочностью.
Известно, что фильтровальные перегородки, решетки, сетки и ситы с микронными размерами отверстий получают гальваническими способами без заметного заращива- ния отверстий осаждаемым металлом, но только толщиной, значительно меньшей, чем размер отверстий. Вследствие малой толщины такие решетки и фильтровальные перегородки не обладают достаточной прочностью для применения их без опорных подложек. С целью повышения их прочности их утолщают путем нанесения гальванического покрытия из соответствующего металла.
Известен способ утолщения решеток путем гальванического покрытия их без за- ращивания и уменьшения размеров их отверстий осаждаемым металлом с целью повышения прочности решетки. В этом способе круглую решетку диаметром 25 мм, толщиной 0,16 мм с отверстиями диаметром 40 мкм зажимают по ее периметру в коллекторе. Последний вместе с решеткой погружается в электролит сульфата меди и выдерживается под током в 1 А в течение двух часов, При этом решетка непрерывно продувается из коллектора аргоном, который препятствует осаждению металла на стенки отверстий. В результате никелевая решетка покрывается медью и утолщается
XI 00
о о со
на 170 мкм без уменьшения размеров отверстий.
Недостатком этого способа является ограниченность габаритных размеров и формы, а также толщины покрываемой металлом решетки.
При прямоугольной форме решетки или фильтровальной перегородки, имеющей длину 150мм и ширину 60мм с отверстиями 5-10 MKMVT с толщиной 2-3 мкм происходит неравномерное распределение аргона, возникают высокие местные напряжения в решетке и ее разрушение даже при минимальном напоре аргона.
Известен прототип-способ гальванического покрытия пористых перегородок без заращивания пор путем их заполнения диэлектриком в виде пузырьков водорода, выделяемого из раствора, находящегося на другой стороне пористой перегородки из порошка карбонильного никеля В отличие от предыдущего способа здесь отсутствует струйное течение водорода через отверстия-поры и динамическое его давление на перегородку. Водород насыщает поры медленно и статично заполняет их.
Недостатком этого способа является его ограниченная применимость только к пористым относительно толстым перегородкам. При гальваническом покрытии упомянутой прямоугольной никелевой фильтровальной перегородки толщиной 2-3 мкм этим способом происходило выпучивание пузырьков водорода из отверстий шириной 5 мкм и длиной 50 мкм с перемычками между отверстиями, равными 2 мкм, слияние соседних пузырьков в местные более крупные пузыри, которые охлопывались между собой и оказывали в момент схлопы- вания местное ударное воздействие на решетку, что приводило к ее местному разрушению
Этот физический факт указал на непригодность применения газового диэлектрика для заполнения указанных отверстий в микронных фильтровальных перегородках с целью утолщения гальваническим способом без заращивания отверстий осаждаемым металлом для увеличения прочности перегородок.
Цель изобретения - повышение прочности изделия
Эта цель достигается способом нанесения покрытий на пористые изделия, преиму- щественно фильтры, включающим электролитическое осаждение металла при заполнении отверстий диэлектрическим материалом, отличающимся тем что в качестве диэлектрика поры тлполняют битумом с образованием выступов на требуемую толщину покрытия и одновременным нанесением битума на тыльную сторону изделия, а после электролитического осаждения металла битум удаляют расплавлением и промывкой растворителем, отличающимся тем, что наносят путем размещения изделия в барабане центрифуги на слое битума на ленточной подложке при подаче на нее пучка света и воздействия центробежной силы до
0 образования в отверстиях выступов битума, равных заданной толщине покрытий, которую контролируют по изменению отражательной способности поверхности изделия. Статичное заполнение отверстий и пор
5 битумом до образования выступов, равных заданной толщине покрытий, в поле центробежной силы и одновременный равномерный нагрев битума светом до пластического состояния исключают разрывы и местные
0 разрушения тонкого пористого изделия или фильтровальной перегородки. Электролитическое осаждение металла на поверхность между выступами битума увеличивает толщину и этим повышает прочность пори5 стых изделий и фильтровальных перегородок, сохраняя форму и размеры пор и отверстий.
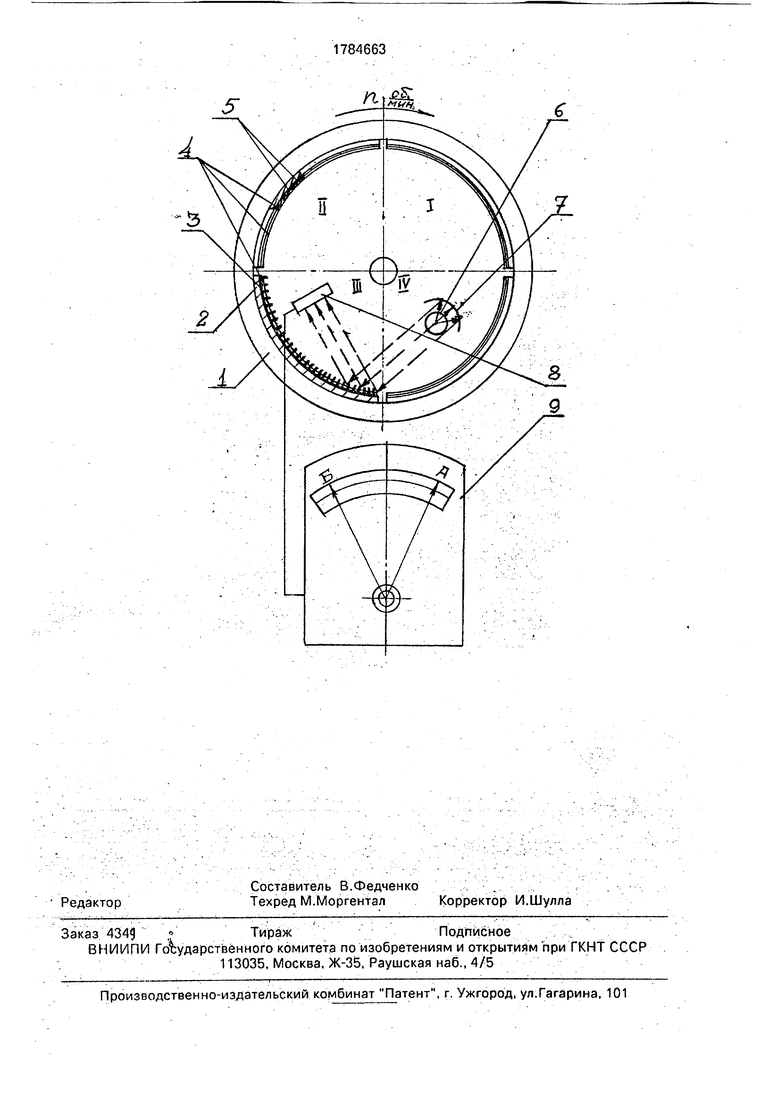
Предложенный способ реализуют с помощью устройства, представленного начер0 теже.
В него входят барабанная центрифуга 1, четыре симметрично расположенные в барабане подложки 2, покрытые тонким слоем битума 3, на каждую из которых уложены
5 фильтровальные перегородки 4 с отверстиями 5; пальчиковая электролампа 6, расположенная внутри параллельно оси барабана 1, отражательный экран 7, частично охватывающий электролампу 6, светоприемник 8 и
0 люксометр 9. Направление вращения центрифуги обозначено стрелкой.
Исходное положение стрелки люксо- метра при начальном состоянии фильтровальной перегородки 4 и освещении ее
5 электролампой 6 обозначено буквой А. Оно соответствует начальной отражательной способности фильтровальной перегородки. При вращении центрифуги на фильтровальную перегородку 4 воздействуют цент0 робежная сила, которая равномерно вдавливает ее в битум 3, и световой пучок, который нагревает ее и слой битума под ней. Отраженный световой поток улавливается светоприемником 8, Под указанным тепло5 вым воздействием битум размягчается, становится пластичным и выдавливается перегородкой 4 через ее отверстия 5 в виде черных выступов-столбиков, показанных в ill квадранте центрифуги, в направлении к ее оси При появлении черных выступовстолбиков, интенсивно поглощающих свет, резко снижается отражательная способность поверхности фильтровальной перегородки и стрелка люксометра 9 отклоняется в положение, обозначенное буквой Б. В этот момент упомянутые воздействия прекращают путем одновременно выключения питания электролампочки и приводы центрифуги. Обороты центрифуги, мощность электролампы и продолжительность воздействия цыентробежной силы и светового потока на фильтровальную перегородку, необходимые для получения выступов-столбиков заданной высоты, подбираются экспериментально, так как физи- ческие свойства битумов различны. После выема из центрифуги пористые изделия или фильтровальные перегородки вместе с их подложками помещаются в электролитическую ванну, в которой на их поверхность между выступами-столбиками наносится гальваническое покрытие требуемым металлом заданной толщины. Затем битум удаляют расплавлением и промывкой растворителем.
Примером конкретного выполнения способа является утолщение никелевой фильтровальной перегородки, имеющей габаритные размеры 150x60 мм и отверстия 10x100 мкм, прозрачность 0,45, с 3 мкм до 30 мкм путем осаждения никеля в электролите состава: никель углекислый - 179 г/дм , кислота фтористоводородная 40% - 542 г/дм , кислота борная - 237 г/дм3, сахарин - 0,014-0/1 г/дм3, НИА - 2-4 г/дм3; рН электролита - 3-4. Осаждение никеля производят при температуре электролита 40- 60°С и плотности тока на катоде 0,9-2 «А/дм.
По сравнению с прототипом и аналогом предложенный способ позволяет получать прочные фильтровальные перегородки с микронными отверстиями и неограниченными формами и геометрическими размера- ми толщиной 30-50 мкм и выше, с прозрачностью до 0,60, выдерживающие скорости фильтрования (перед фронтом перегородки) до 30 м/с и выше, а также маски для массового производства лавсановых фильтровальных перегородок с указанной прозрачностью на циклотронах, которые в
настоящее время при беспорядочном расположении круглых отверстиях диаметром 5-7 мкм имеют прозрачность всего 0,1-0,15. Таким образом, новые лавсановые перегородки будут иметь по сравнению с изготовляемыми пропускную способность в 4-6 раз выше, а гидравлическое сопротивление в 16-30 раз ниже. Применение новых фильтровальных перегородок с микронными размерами отверстий и высокой прозрачностью позволит получить значительную экономию материалов, электроэнергии и топлива, затрачиваемых на постройку и эксплуатацию многочисленных фильтровальных устройств; создать малогабаритные самоочищающиеся воздушные фильтры для защиты от вредного воздействия пыли и песка регенеративных газотурбинных двигателей транспортных средств и ВГМ. Предложенный способ исключает брак в виде местных разрывов и существенно снижает затраты и себестоимость при массовом производстве микронных металлических фильтровальных перегородок.
Формула изобретения
1 Способ нанесения покрытий на пористые изделия, преимущественно фильтры, включающий электролитическое осаждение металла при заполнении отверстий диэлектрическим материалом, отличающий- с я тем, что, с целью повышения прочности изделия, поры заполняют в качестве диэлектрика битумом с образованием выступов на требуемую толщину покрытия и одновременным нанесением битума на тыльную сторону изделия, а после электролитического осаждения металла битум удаляют расплавлением и промывкой растворителем.
5
| Вонсовская К.М | |||
| и Воленюк Г.А | |||
| Промышленная гальванопластика, М.: Машиностроение, 1986, с | |||
| Способ подготовки рафинадного сахара к высушиванию | 0 |
|
SU73A1 |
| Патент США № 4045303, кл | |||
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Способ нанесения гальванопокрытия | 1972 |
|
SU454138A1 |
| Механический грохот | 1922 |
|
SU41A1 |
