Изобретение относится к станкостроению, в частности к устройствам для настройки калибров в размер фрезы на фрезерных станках с наклонной фрезерной бабкой.
Известно устройство для настройки режущих инструментов по длине.
Установка инструмента, например резца, на определенную длину осуществляется замером одним и тем же индикатором и с одной и тй же базы сначала длины инструмента - эталона, а затем подгонкой длины рабочего инструмента, под длину эталона.
Однако данное устройство не может быть использовано для регулировки длины калибра,установленного в столе фрезерного станка с наклонной фрезерной бабкой, т.к. при настройке не учитывается угол наклона бабки.
Известно также устройство для настройки калибра фрезерной бабки в размер фрезы в станках с наклонной фрезерной бабкой, выбранное в качестве прототипа.
Устройство содержит расположенные на плите стойку с индикатором и основной
VI
00
ел
JOO
CJ CJ
базовой плоскостью, ось для установки фрезы и кронштейн для установки калибра.
После переточки фрезу устанавливают на плиту и замеряют индикатором ее ширину.
Затем на эту же плиту устанавливают калибр и уменьшают его длину на величину переточки фрезы А.
Однако данный прибор также не может быть использован для настройки калибра, установленного в столе фрезерного станка с наклонной фрезерной бабкой, т.к. изменение длины калибра находится в зависимости от ширины фрезы по закону косинуса угла наклона бабки.
Цель изобретения - расширение технологических возможностей.
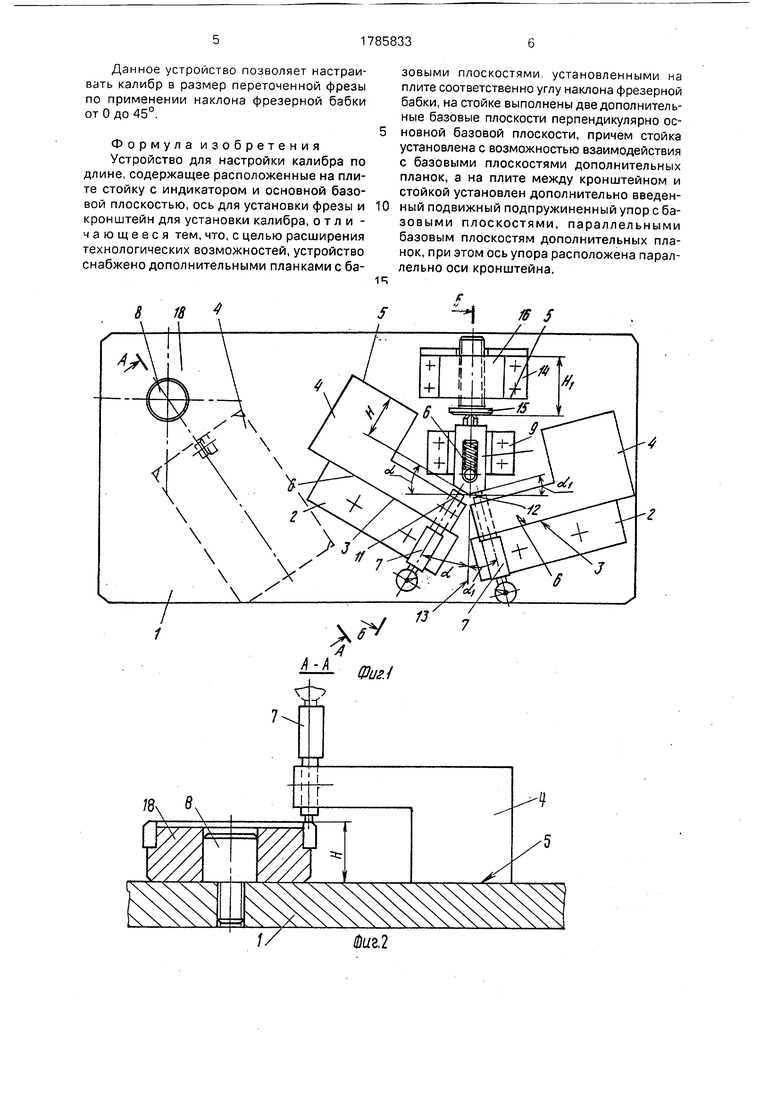
Указанная цель достигается тем, что устройство для настройки калибра по длине, содержащее расположенные на плите стой- ку с индикатором и основной базовой плоскостью, ось для установки фрезы и кронштейн для установки калибра, снабжено дополнительными планками с базовыми плоскостями, установленными на плите соот- ветственно углу наклона фрезерной бабки, на стойке выполнены две дополнительные базовые плоскости перпендикулярно основной базовой плоскости, причем стойка установлена с возможностью взаимодействия с базовы- ми плоскостями дополнительных планок, а на плите между кронштейном и стойкой установлен дополнительно введенный подвижный подпружиненный упор с базовыми плоскостями, параллельными базовым пло- скостям дополнительных планок, при этом ось упора расположена параллельно оси кронштейна.
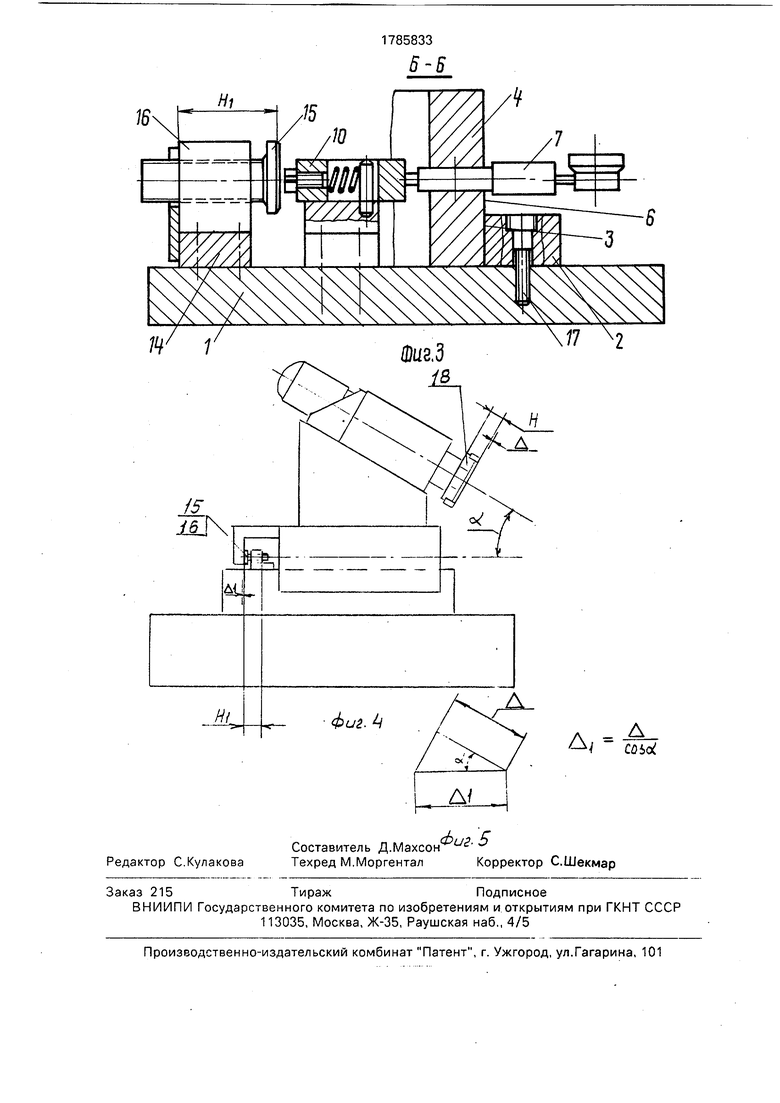
На фиг.1 показано предлагаемое устройство, в плане; на фиг.2 - сечение А-А на фиг.1; на фиг.З - сечение Б-Б на фиг.1; на фиг.4 - схема фрезерного станка с наклонной-фрезерной бабкой и калибром; на фиг.5 - зависимость изменения длины калибра от ширины переточенной фрезы.
Устройство для настройки калибра по длине содержит плиту 1, на которой установлены две базовых планки 2 с опорными плоскостями 3.
Планки 2 устанавливаются соответст- вен но под углом а и си, соответствующим углам наклона фрезерной бабки, На плите 1 размещена выполненная установочно-пе- реставной стойка 4 с базовыми плоскостями 5 и 6. На стойке 1 закреплен индикатор 7. Стойка имеет несколько рабочих положений. В первом положении стойка 4 основной базовой плоскостью 5 опирается на плиту 1 для замера толщины переточенной
фрезы, установленной на ось 8 плиты 1. Стойка в этом положении показана пунктиром.
Во втором положении стойка 4 плоскостью 6 опирается на плоскость 3 базовой планки 2 для настройки калибра. На плите 1 в корпусе 9 установлен подвижный подпружиненный упор 10, головка которого выполнена с двумя базовыми плоскостями 11 и 12, расположенными соответственно под углами 90°+ а и 90°+ «1 к оси 13 упора 10.
С другой стороны упора 10 симметрично оси 13 на плите 1 установлен кронштейн 14 под калибр, выполненный в виде соединения винта 15 и гайки 16. Базовые планки 2 крепятся к плите 1 с помощью крепежных элементов 17. Позицией 18 обозначена фреза,
Устройство работает следующим образом.
В процессе работы станка производят переточку фрезы 18 на величину А до размера Н, В результате этого возникает погрешность в конечном положении силового стола. Для исключения этой погрешности необходимо уменьшить длину винта 15 на величину AI до величины Hi.
После переточки фреза 18 устанавливается на ось 8, а гайка 16 с винтом 15 калибра - в кронштейн 14. Индикаторная стойка 4 плоскостью 5 устанавливается на плиту Л и индикатор 7, опираясь с натягом на зуб фрезы 18, и замеряет ее ширину Н, уменьшенную на величину А Затем шкалу индикатора с натягом устанавливают на 0.
После этого индикаторная стойка 4 поворачивается на угол 90° и плоскостью 6 направляется по базовой поверхности 3 планки 2 до контакта индикатора 7 с рабочей поверхностью 11 упора 10.
Для настройки калибра на размер переточенной фрезы 18 длина его должна быть уменьшена на величину Дч, равную
(см.фиг.5).
Уменьшая длину винта 15 калибра, подпружиненный упор 10 перемещается с поджимом к нему вдоль оси, совпадающей с осью калибра, а индикатор 7, контактируя с рабочими поверхностями 11 и 12 упора 10, восстанавливает свое первоначальное показание, равное 0 с натягом.
После настройки калибра на новый размер фрезы 18 его устанавливают в кронштейн станка для работы.
Таким образом данное устройство позволяет настроить калибр в зависимости от ширины переточенной фрезы с учетом изменения угла наклона фрезерной бабки ..
Составитель Д.Махсон Редактор С.КулаковаТехред М.Моргентал Корректор С.Шекмар

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ настройки фрез при планетарном фрезеровании | 1988 |
|
SU1722711A1 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Фрезерная бабка | 1983 |
|
SU1071379A2 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ЗАКРЕПЛЕНИЯ ТУРБИННЫХ ЛОПАТОК И СПОСОБ ИХ ФРЕЗЕРОВАНИЯ С ПОМОЩЬЮ ЭТОГО УСТРОЙСТВА | 2006 |
|
RU2325985C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| Металлорежущий станок | 1990 |
|
SU1784412A1 |
| АГРЕГАТНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК И НАСАДКА К НЕМУ | 1999 |
|
RU2161554C1 |
| Способ фрезерования деталей прессформ | 1976 |
|
SU654359A1 |
| ШЛИЦЕФРЕЗЕРНЫЙ СТАНОК | 1973 |
|
SU369987A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2007 |
|
RU2351461C2 |
Изобретение относится к станкостроению, в частности к устройствам для настройки по длине калибров, установленных в горизонтальном силовом столе и определяющих их положение в конце рабочего хода на фрезерных станках t наклонной фрезерной бабкой. Целью изобретения является расширение технологических возможностей за счёт последовательных замеров одним индикатором ширины переточенной фрезы и настройки длины калибра, соответствующей этой ширине. После переточки фреза изменяет свою ширину. Для компенсации этой ширины необходимо настроить калибр станка с учетом этого изменения. Фреза устанавливается в устройстве и измеряется ее переточенная ширина индикатором. Индикатор устанавливают затем на ноль. После этого индикаторная стойка поворачивается на угол 90° и базовой плоскостью, перпендикулярной основной плоскости, направляется по базовой поверхности дополнительной планки до контакта индикатора с рабочей поверхностью упора. Затем уменьшают длину калибра на величину переточки, устанавливая стрелку индикатора на ноль. После настройки калибр устанавливают в аналогичном кронштейне станка. При изменении угла наклона фрезы на станке в устройстве применены элементы регулировки угла установки калибра. 5 ил, Ё
Заказ 215Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
Данное устройство позволяет настраивать калибр в размер переточенной фрезы по применении наклона фрезерной бабки от 0 до 45°.
Формула изобретения Устройство для настройки калибра по длине, содержащее расположенные на плите стойку с индикатором и основной базовой плоскостью, ось для установки фрезы и кронштейн для установки калибра, отличающееся тем, что, с целью расширения технологических возможностей, устройство снабжено дополнительными планками с ба0
зовыми плоскостями, установленными на плите соответственно углу наклона фрезерной бабки, на стойке выполнены две дополнительные базовые плоскости перпендикулярно основной базовой плоскости, причем стойка установлена с возможностью взаимодействия с базовыми плоскостями дополнительных планок, а на плите между кронштейном и стойкой установлен дополнительно введенный подвижный подпружиненный упор с ба- зовыми плоскостями, параллельными базовым плоскостям дополнительных планок, при этом ось упора расположена параллельно оси кронштейна.
| Прибор для настройки калибра в размер фрезы в силовом столе фрезерного станка | |||
| Мод | |||
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Нефтяной конвертер | 1922 |
|
SU64A1 |
| Приборы Мое | |||
| СКВ АА и АС, 1985, Н6404РМ | |||
