Изобретение относится к станкостроению и может быть использовано для обработки цилиндрических зубчатых колес.
Цель изобретения - повышение размерной стойкости долбяка посредством устранения явления затирания при его свободном ходе.
На чертеже показана схема станка.
Электродвигатель 1 кинематически связан с ведущим звеном 2 кулисного механизма 3, преобразующего вращательное движение в поступательно-возвратное движение гильзы 4 штосселя 5 долбяка 6. Привод электродвигателя 1 осуществляется от устройства 7 числового программного управления через блок 8 путевого управления и тиристорный преобразователь 9. С ведомым звеном 2 кулисного механизма кинематически связано подвижное звено ТО аналогового измерительного преобразователя 11. Подвижное звено 10 измерительного преобразователя несет информацию о законе управления скоростью движения обката. Аналоговый измерительный преобразователь 11 электрически соединен через предварительный усилитель 12 аналогового сигнала с коммутатором 13. Один выход коммутатора 13 соединен с первым входом первого суммирующего усилителя 14, а дру- го й выход - с первым входом второго суммирующего усилителя 15. Второй вход суммирующего усилителя 14 соединен с выходом первого блока 16 путевого управления, а второй вход суммирующего усилителя 15 - с выходом второго блока 17 путёвогоуправления. Блоки путевого управления соединены с устройством 7 числового программного управления. Выход суммирующего усилителя 14 соединен с тиристор- ным преобразователем 18, соединенным с управляемым электродвигателем связанным с делительной парой 20 делительного стола 21. Выход суммирующего усилителя 15 соединен с тиристорным преобразователем 22, соединенным с управляемым электродвигателем 23, кинематически связанным с делительной парой 24 штосселя 5 долбяка. Делительные пары 20 и 24, электродвигатели 19 и 23,тиристорные преобразователи 18 и 22, суммирующие усилители 14 и 15, блоки 16 и 17 путевого управления и электронная гитара, выполненная на базе интерполятора устройства 7 числового программного управления, в совокупности функционально образуют цепь обката. Eg настройка на соотношении частот вращения долбяка и делительного стола осуществляется устройством 7. Этим же устройством вырабатывается путевой сигнал управления электродвигателями. Дополнительный сигнал для изменения скорости обката синхронно с поступательно-возвратным движением долбяка вырабатывается аналоговым измерительным преобразователем 11 и сообщается в цепь обката через суммирующие усилители 14 и 15.
Станок работает следующим образом. При включении устройства .7 числового программного управления получают враща0 тельное движение электродвигатель 1 с рабочей круговой частотой. Вращательное движение этого электродвигателя посредством кулисного механизма 3 преобразуется в поступательно-возвратное движение дол5 бяка 6 (движение П-i),
Устройство числового программного управления вырабатывает сигналы путевого управления Usi и Us2 и сообщает их на вторые входы суммирующих усилителей 14 и 15
0 соответственно.
Одновременно аналоговый измерительный преобразователь 11 вырабатывает сигнал изменения скорости обката. Этот сигнал после предварительного усиления в
5 усилителе 12 сообщается коммутатором 13 первым входом суммирующих усилителей 14 и 15 в виде URI и UR2.
Сигналы путёвогоуправления и сигналы изменения скорости, обката попарно скла0 дываются суммирующими усилителями 14 и
15, Суммарные сигналы управляют работой
. тиристорных преобразователей 18 и 22,
приводящих в движение электродвигатели
19 и 23 сответственно, вращающие дели5 тельный стол 20 и. штоссель 5 долбяка 6. Совместное вращение делительного стола и долбяка воспроизводит движение обката
В2 Вз.
В результате описанного взаимодейст-
0 вия элементов управления и исполнительных органов станка профилирование обрабатываемых колес осуществляется с переменной скоростью движения обката, изменяющейся по закону, заданному на по5 движном звене измерительного преобразо. вателя, в зависимости от принятого способа
управления. Например, при свободном ходе
долбяка движение обката прекращается до
значения, при котором явление затирания
0 не возникает. Следствием устранения затирания, являются повышение размерной стойкости долбяка и улучшение динамической характеристики станка.
Формула.изобретения
5 Зубодолбежный станок с программным управлением, содержащий кулисный механизм в приводе поступательно-возвратного движения штосселя долбяка и блок программного управления, соединенный через блоки
путевого управления и тиристорные преобразователи с электродвигателями делительных пар долбякаи делительного стола, отличающийся -тем, что, с целью повышения размерной стойкости долбяка посредством устранения явления затирания при его свободном ходе, станок снабжен включенными последовательно аналоговым измерительным преобразователем, усилителем сигнала и коммутатором,
/
причем подвижное звено аналогового измерительного преобразователя кинематически связано с кулисным механизмом, а выходы коммутатора соединены с входами дополнительно введенных двух суммирующих усилителей, вторые входы которых сое- динены с выходами блоков путевого управления, а выходы - с тиристорными преобразователями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубодолбежный станок для обработки некруглых колес | 1985 |
|
SU1303301A1 |
| Зубодолбежный станок | 1985 |
|
SU1273217A1 |
| Зубодолбежный станок с ЧПУ | 1986 |
|
SU1366360A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ | 1991 |
|
RU2025255C1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1986 |
|
SU1371862A1 |
| Зубодолбежный станок | 1985 |
|
SU1379031A1 |
| СИСТЕМА УПРАВЛЕНИЯ ЗУБОДОЛБЕЖНЫМ СТАНКОМ С ЧПУ | 1988 |
|
RU2023551C1 |
| Устройство для синхронизации приводов врезания и профилирования зубодолбежного станка | 1988 |
|
SU1565649A2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2025233C1 |
| Зубодолбежный станок | 1982 |
|
SU1049207A2 |
Использование: станкостроение, при обработке цилиндрических зубчатых колес. Сущность изобретения: станок содержит электродвигатель .1, кинематически связанный с ведущим звеном 2 кулисного механизма 3. Кулисный механизм 3 преобразует вращательное движение в поступательно- возвратное движение гильзы 4 штосселя 5 долбяка.6. Схема управления станком содержит блок управления, блоки путевого управления, тиристорный преобразователь, аналоговый измерительный преобразователь, усилитель, коммутатор, суммирующие усилители. В результате взаимодействия элементов управления и исполнительных органов станка профилирование обрабатываемых колес осуществляется с переменной скоростью движения обката. Закон изменения скорости задается на подвижном звене; измерительного преобразователя. При этом устраняется явление затирания. 1 ил.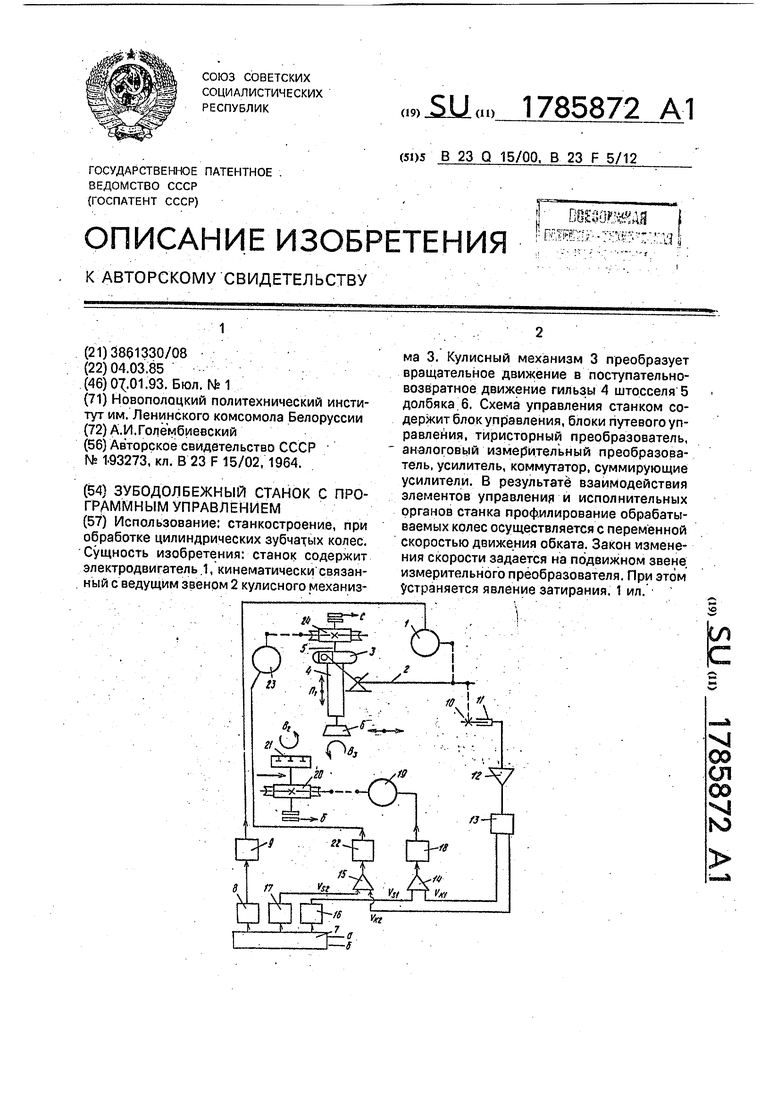
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
