Изобретение относится к технологии обработки металлов и сплавов путем нагрева поверхности детали концентрированными потоками энергии и может применяться дли термоупрочнения, сварки, легирования, наплавки и т.д.
Сущность изобретения заключается в том, что плазменный поток, создаваемый посторонним маломощным разрядом, возбуждает дуговой разряд, формирует его посредством коллимирования и является средством наведения на обрабатываемый участок детали. При этом с целью уменьшения эрозии электрода плазмотрона и сниже- ния загрязнения обрабатываемой поверхности, привязка опорного пятна дугового разряда в плазмотроне осуществляется в протяженной ионизированной области, создаваемой плазменным потоком постороннего маломощного разряда. Это приводит к тому, что опорное пятно дугового разряда в плазмотроне становится диффузным и эрозия уменьшается. Для доказательства соответствия заявляемого решения критерию существенные отличия
был проведен поиск аналогов, которые могли бы содержать признаки, отличающие данное решение от прототипа. Информации о том, что с помощью постороннего плазменного потока дуговой разряд возбуждается, коллимируется и направляется к месту обработки, не обнаружено. Это позволяет сделать вывод о соответствии заявляемого решения критерию существенные отличия.
Осуществление заявляемого способа поясняется с помощью представленной схемы, содержащей электрон 1 плазмотрона 2, в котором плазмообразующий газ разогревается дугой 3 и, проходя через отверстие 4, формируется в плазменный поток 5, направленный к детали б через коллиматор 7. Этот поток является средством наведения для дугового разряда 8, опорное пятно 9 которого привязывается в зоне на детали б, а другое пятно имеет привязку в ионизованном канале отверстия 4,
Работа осуществляется следующим образом.
w
fe
VI
00
С
00
После включения в работу источника питания ИП1 и плазмотрона 2 из отверстия 4 формируется плазменный поток 5 и через отверстие коллиматора 7 соприкасается с деталью 6. Этим создается токопроводящий мостик между внутренней поверхностью отверстия 4 и зоной на детали 6. Затем включается в работу источник питания ИП2 и возникает дуговой разряд 8, осуществляющий нагрев детали 6 в зоне. Посредством коллиматора 7 выравнивается ггбле температур разряда 8, что способствует равномерности нагрева.
Реализация заявляемого способа осуществлена при следующих параметрах: расход плазмообразующего газа - аргона 0.05-2 г/с; ток вспомогательного разряда (ИП1) 5-20 А; ток основного разряда (ИП2) 5-150 А; диаметр отверстия в пяаЗмотроне 1,5 мм; диаметр отверстия б коллиматоре 0.5-1,5 мм; расстбяние между плазмотро- . ном и деталью 4-10 мм. .
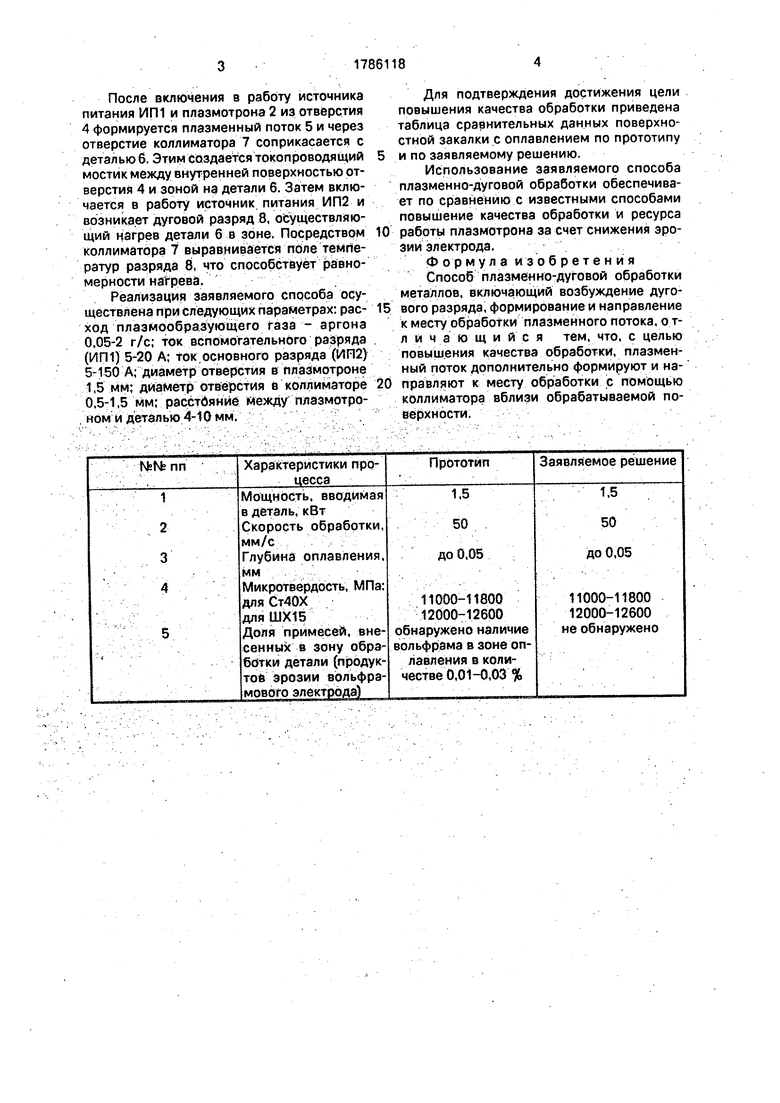
Для подтверждения достижения цели повышения качества обработки приведена таблица сравнительных данных поверхностной закалки с оплавлением по прототипу и по заявляемому решению.
Использование заявляемого способа плазменно-дуговой обработки обеспечивает по сравнению с известными способами повышение качества обработки и ресурса работы плазмотрона за счет снижения эрозии электрода.
Формула изобретени я
Способ плазменно-дуговой обработки металлов, включающий возбуждение дуго- вого разряда, формирование и направление к месту обработки плазменного потока, о т- л и ч a to щ и и с я тем. что, с целью повышения качества обработки, плазменный поток дополнительно формируют и на- правляют к месту обработки с помощью коллиматора вблизи обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕКУПЕРАТИВНОГО ОХЛАЖДЕНИЯ ЭЛЕКТРОДА ПЛАЗМОТРОНА, ПЛАЗМОТРОН ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА И ЭЛЕКТРОДНЫЙ УЗЕЛ ЭТОГО ПЛАЗМОТРОНА | 2011 |
|
RU2469517C1 |
| СПОСОБ ПЛАЗМЕННО-ДУГОВОЙ ОЧИСТКИ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2014 |
|
RU2626521C2 |
| Способ термической обработки стальных рельсов | 2016 |
|
RU2644638C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПРОФИЛИРОВАННЫХ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2325449C2 |
| СПОСОБ ПЛАЗМЕННОЙ ОБРАБОТКИ НЕГОРЮЧИХ МАТЕРИАЛОВ | 2009 |
|
RU2418662C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ПЛАЗМЕННОЙ ОБРАБОТКИ ТОНКОСТЕННЫХ ЦИЛИНДРОВ ИЗ СЛОЖНОЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2206633C2 |
| ЭЛЕКТРОДУГОВОЙ ПЛАЗМОТРОН ПОСТОЯННОГО ТОКА ДЛЯ УСТАНОВОК ПЛАЗМЕННОЙ ПЕРЕРАБОТКИ ОТХОДОВ | 2014 |
|
RU2575202C1 |
| Анод электродугового плазмотрона | 1991 |
|
SU1786692A1 |
| СПОСОБ ПЛАЗМЕННОЙ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ И ПЛАЗМЕННАЯ ГОРЕЛКА ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТНОГО СЛОЯ ДЕТАЛЕЙ | 1993 |
|
RU2021645C1 |
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВЫХ ПРОЦЕССОВ | 2003 |
|
RU2248868C1 |

Изобретение относится к технологии обработки металлов и сплавов путем нагрева поверхности детали концентрированным потоком энергии и может применяться для термоупрочнения, сварки, наплавки и т.д. Сформированный плазменный поток через отверстие коллиматора направляют на обрабатываемую поверхность, t табл. 1 ил.
Характеристики процесса
Мощность, вводимая в деталь, кВт Скорость обработки, мм/с
Глубина оплавления, мм . , ;. -.. : . Микротвердость, МПа: для Ст40Х ДЛЯШХ15
Доля примесей, внесенных в зону обработки детали (продуктов эрозии вольфра- мового электрода)
Прототип
Заявляемое решение
1,5
50
до 0,05
11000-11800 12000-12600 обнаружено наличие вольфрама в зоне оплавления в количестве 0,01-0,03 %
Гаъ
| Мараховский В.А | |||
| Плазменные процессы в сварочном производстве | |||
| М.: Высшая школа, 1988, с.28-30 | |||
| Сапко А.И | |||
| Устройство и расчет узлов печей электрошлакового переплава, электроннолучевых и плазменно-дуговых | |||
| М.: Энергия, 1974, с.39, р.20 В. |
