(Л
С

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННАЯ ВАКУУМНАЯ ИНДУКЦИОННО-ЭЛЕКТРОННО-ЛУЧЕВАЯ ПЕЧЬ ДЛЯ ПЛАВКИ, РАФИНИРОВАНИЯ И РАЗЛИВКИ МЕТАЛЛА | 1992 |
|
RU2093768C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУНЕПРЕРЫВНОГО ПОЛУЧЕНИЯ СЛИТКОВ ХИМИЧЕСКИ АКТИВНЫХ МЕТАЛЛОВ | 2012 |
|
RU2486265C1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЕЧЬ | 1992 |
|
RU2033589C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2004 |
|
RU2267380C1 |
| АГРЕГАТ ПОДГОТОВКИ ЖИДКОГО МЕТАЛЛА К РАЗЛИВКЕ В СЛИТКИ И ЗАГОТОВКИ | 2000 |
|
RU2184327C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| ГИБКАЯ СИСТЕМА ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ ПЕЧИ С МИНИМАЛЬНЫМ ПОТРЕБЛЕНИЕМ ЭНЕРГИИ И СПОСОБЫ ПОЛУЧЕНИЯ СТАЛЬНЫХ ПРОДУКТОВ | 2012 |
|
RU2530578C2 |
| Устройство для получения крупногабаритных отливок с направленной и монокристаллической структурой | 2020 |
|
RU2754215C1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК С НАПРАВЛЕННОЙ И МОНОКРИСТАЛЛИЧЕСКОЙ СТРУКТУРОЙ | 2012 |
|
RU2492026C1 |
Сущность изобретения: в вакуумной индукционной печи, включающей герметичный кожух, образующий внутреннее пространство печи, разделенное вакуумным затвором на плавильную и вспомогательную камеры с выходом, снабженным вакуумным затвором, а также тележку с разливочным оборудованием, на тележке установлено устройство полунепрерывного литья с охлаждаемым кристаллизатором, а во вспомогательной камере выполнены стационарные вводы для охладителя и энергопитания, соединенные с устройством полунепрерывного литья посредством гибкой системы трубопроводов и кабелей, один конец которой, соединенный с вводами, закреплен неподвижно, а другой выполнен с возможностью перемещения вместе с тележкой. 2 ил.
Изобретение относится к металлургии, а именно к производству металла в вакуумных индукционных печах.
В современной металлургии широко применяются вакуумные индукционные печи полунепрерывного действия, которые, кроме плавильной камеры, включают вспомогательную камеру для размещения изложниц и камеру загрузки. Одним из современных агрегатов такого типа является печь формы Консарк, Она включает прямоугольную плавильную камеру и на одном с ней горизонте вспомогательную камеру для размещения тележки с изложницами. Использование вспомогательной камеры, отделенной от плавильной вакуумным затвором и имеющей выход наружу печи также с вакуумным затвором, позволяет осуществлять подачу состава в плавильную камеру и наружу печи без нарушения вакуума в плавильной камере. Недостатком такой печи является то, что разливка металла возможна только в изложницы, материал которых (чугун) может загрязнять поверхностные слои слитка, что значительно ухудшает качество металла, особенно специальных никелевых сплавов. Другим недостатком является низкий выход годного из-за потерь металла в виде головной и донной обрези от каждого слитка.
Применение вакуумной индукционной печи с медным водоохлаждаемым кристаллизатором для полунепрерывного литья, которая является прототипом предлагаемого изобретения, существен но улучшает качество металла за счет повышения чистоты поверхностных слоев слитка и качества его макроструктуры. Существенным недостатком этой конструкции является расположение вспомогательной камеры с устройством полунепрерывной разливки под плавильной камерой. При одинаковой общей высоте таvi
00
о со ел со
кой печи с печью горизонтального типа возможная длина слитка будет значительно меньше, а( следовательно, при одинаковом размере обрези выход годного будет также меньше. Другим недостатком этой печи яв- ляется неудобство обслуживания стационарной установки полунепрерывного литья через боковой проем во вспомогательной камере, так как исключается возможность применения крана при подготовке установ- ке и извлечении слитков.
Целью изобретения является увеличение выхода годного металла и улучшение условий обслуживания агрегата.
Указанная цель достигается тем, что в вакуумной индукционной печи, включающей герметичный кожух, образующий внутреннее пространство печи, разделенное вакуумным затвором на плавильную камеру и вспомогательную с выходом, снабжен- ным вакуумным затвором, и размещенным в ней устройством для полунепрерывной разливки металла, стационарный ввод во вспомогательную камеру охладителя и энергопитания к устройству полунепрерыв- ной разливки, вспомогательная камера расположена горизонтально относительно плавильной, устройство полунепрерывной разливки устанавливается на тележке с возможностью ее перемещения в плавильную камеру и наружу печи, а внутри вспомогательной камеры установлена гибкая система трубопроводов и кабелей, через которую устройство полунепрерывной разливки соединено со стационарным вводом.
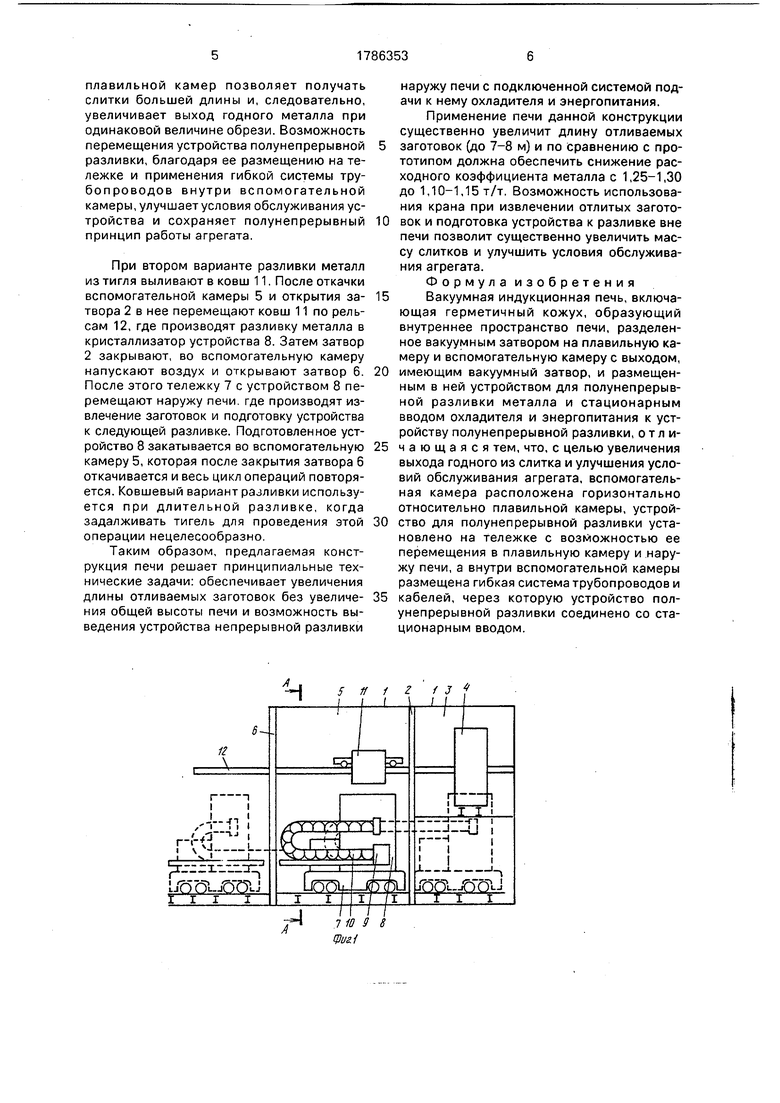
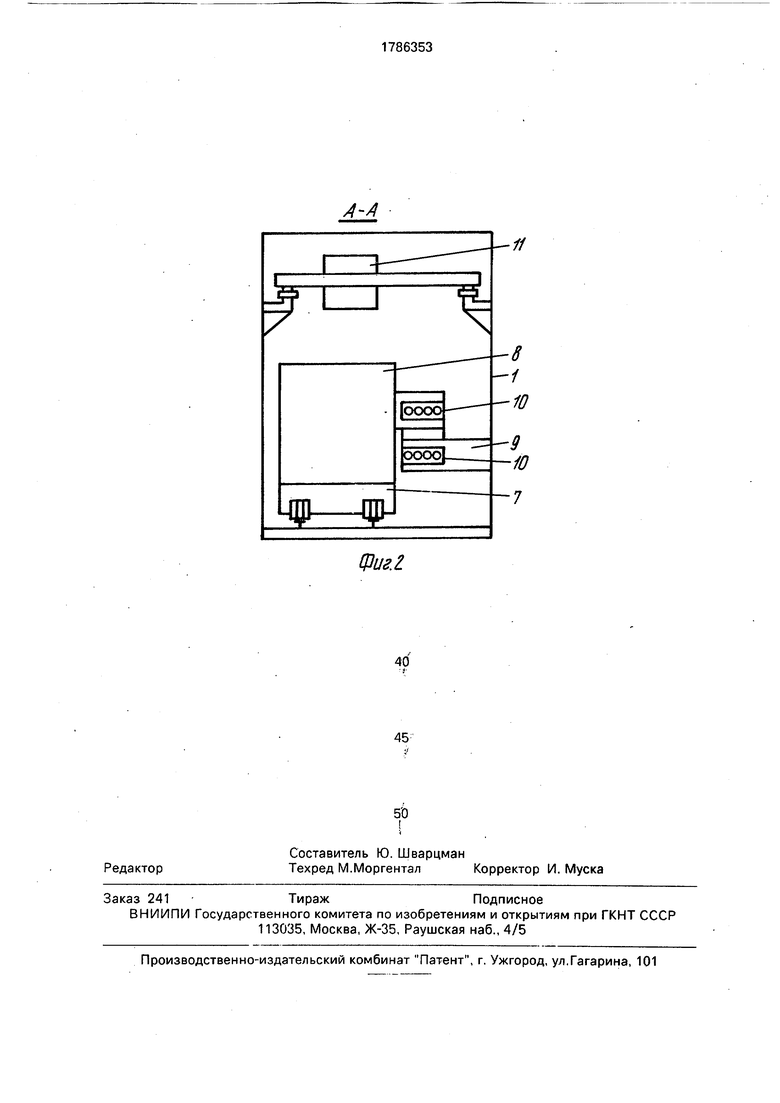
На фиг. 1 изображена вакуумная индукционная печь; на фиг. 2 - сечение А-А на фиг. 1.
Печь содержит кожух 1, образующий ее внутреннее пространство, которое затво- ром 2 разделено на плавильную камеру 3 с тиглем 4 и вспомогательную камеру 5, наружный выход в которой закрывается вакуумным затвором 6. На тележке размещено устройство 8 полунепрерывной разливки. Через кожух внутрь вспомогательной камеры выполнен стационарный ввод 9 охладителя и энергопитания, который внутри камеры подключен к гибкой системе 10 трубопроводов и кабелей. Гибкая система представляет собой металлическую гусеницу, между пластинами которой располагаются шланги и кабели (фиг. 2). Другой конец гибкой системы подключен к устройству полунепрерывного литья и может пере- мещаться вместе с тележкой 7. Ковш 11 подвешен на рельсах 12, закрепленных к боковым стенкам плавильной 3 и вспомогательной 5 камер.
Печь работает следующим образом,
При помощи насосов при закрытом затворе 2 камера 3 откачивается. Через специальное устройство - камеру загрузки (не показана) в тигель печи 4 загружается шихта и выплавляется металл заданной марки в условиях вакуума. Тележка 7 с устройством полунепрерывной разливки находится во вспомогательной камере 5. Гибкая система трубопроводов и кабелей 10 находится в сложенном состоянии, имея минимальные габариты, полностью расположена во вспомогательной камере 5, как показано на фиг, 1. Вакуумные затворы 2 и 6 закрыты. В зависимости от конкретных условий (размера заготовки, скорости вытягивания и др.) разливку металла можно вести в двух вариантах: непосредственно из тигля в плавильной камере через промежуточную емкость (желоб) или через ковш во вспомогательной камере.
При первом варианте разливки (без ковша) после откачки вспомогательной камеры затвор 2 открывают и устройство З.полунеп- рерывной разливки перемещают в камеру 3 в положение, показанное пунктиром на фиг. 1 (справа). При движении тележки 7 один конец гибкой системы трубопроводов и кабелей остается неподвижным, а другой вместе с устройством перемещается в плавильную камеру, при этом вся гибкая система разворачивается и обеспечивается подвод охладителя и энергопитания к устройству полунепрерывной разливки. На- пол нение кристаллизаторов устройства осуществляется из тигля через промежуточную емкость (не показана).
После разливки устройство 8 перемещают во вспомогательную камеру 5 в первона- чальное положение. При этом гибкая система трубопроводов и кабелей сворачивается и располагается в пределах габаритов вспомогательной камеры 5. После закрытия затвора 2 во вспомогательную камеру напускают воздух, в то время как плавильная камера 3 остается под вакуумом и в ней проводят следующую плавку. Затем открывают затвор 6 и устройство выкатывают наружу печи в положение, показанное пунктиром на фиг. 1 (слева). В процессе перемещения тележки с устройством гибкая система трубопроводов и кабелей разворачивается в противоположном направлении. За пределами печи осуществляют извлечение отлитых заготовок и подготовку устройства к разливке следующей плавки. Затем тележку 7 с устройством 8 закатывают во вспомогательную камеру 5 в исходное положение, затвор 6 закрывают и весь цикл операций повторяют. Горизонтальное расположение вспомогательной и
плавильной камер позволяет получать слитки большей длины и, следовательно, увеличивает выход годного металла при одинаковой величине обрези. Возможность перемещения устройства полунепрерывной разливки, благодаря ее размещению на тележке и применения гибкой системы трубопроводов внутри вспомогательной камеры, улучшает условия обслуживания устройства и сохраняет полунепрерывный принцип работы агрегата.
При втором варианте разливки металл из тигля выливают в ковш 11. После откачки вспомогательной камеры 5 и открытия за- твора 2 в нее перемещают ковш 11 по рельсам 12, где производят разливку металла в кристаллизатор устройства 8. Затем затвор 2 закрывают, во вспомогательную камеру напускают воздух и открывают затвор 6. После этого тележку 7 с устройством 8 перемещают наружу печи, где производят извлечение заготовок и подготовку устройства к следующей разливке. Подготовленное устройство 8 закатывается во вспомогательную камеру 5, которая после закрытия затвора 6 откачивается и весь цикл операций повторяется. Ковшевый вариант разливки используется при длительной разливке, когда задалживать тигель для проведения этой операции нецелесообразно.
Таким образом, предлагаемая конструкция печи решает принципиальные технические задачи: обеспечивает увеличения длины отливаемых заготовок без увеличе- ния общей высоты печи и возможность выведения устройства непрерывной разливки
0
5 0 5 0
5
наружу печи с подключенной системой подачи к нему охладителя и энергопитания.
Применение печи данной конструкции существенно увеличит длину отливаемых заготовок (до 7-8 м) и по сравнению с прототипом должна обеспечить снижение расходного коэффициента металла с 1,25-1,30 до 1,10-1,15 т/т. Возможность использования крана при извлечении отлитых заготовок и подготовка устройства к разливке вне печи позволит существенно увеличить массу слитков и улучшить условия обслуживания агрегата.
Формула изобретения Вакуумная индукционная печь, включающая герметичный кожух, образующий внутреннее пространство печи, разделенное вакуумным затвором на плавильную камеру и вспомогательную камеру с выходом, имеющим вакуумный затвор, и размещенным в ней устройством для полунепрерывной разливки металла и стационарным вводом охладителя и энергопитания к устройству полунепрерывной разливки, отличающаяся тем, что, с целью увеличения выхода годного из слитка и улучшения условий обслуживания агрегата, вспомогательная камера расположена горизонтально относительно плавильной камеры, устройство для полунепрерывной разливки установлено на тележке с возможностью ее перемещения в плавильную камеру и наружу печи, а внутри вспомогательной камеры размещена гибкая система трубопроводов и кабелей, через которую устройство полунепрерывной разливки соединено со стационарным вводом.
Фи г. I
| Линчевский Б | |||
| В | |||
| Вакуумная индукционная плавка | |||
| М.: Металлургия, 1975, с | |||
| Деревянный коленчатый рычаг | 1919 |
|
SU150A1 |
| Лейканд М | |||
| С | |||
| Электрические печи | |||
| Приспособление для контроля движения | 1921 |
|
SU1968A1 |
| Дровопильное устройство | 1921 |
|
SU302A1 |
