9
Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬ СВЯЗИ | 2017 |
|
RU2686112C2 |
| Устройство для охлаждения длинномерного полимерного изделия | 1989 |
|
SU1720876A1 |
| Устройство для опудривания длинномерных изделий | 1978 |
|
SU768655A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАБЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU377892A1 |
| СПОСОБ АВТОМАТИЗИРОВАННОГО КОНТРОЛЯ КАЧЕСТВА ТАЛЬКИРОВАНИЯ КАБЕЛЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2797982C1 |
| ОГНЕЗАЩИТНАЯ КОМПОЗИЦИЯ ХОЛОДНОГО ОТВЕРЖДЕНИЯ ДЛЯ ПОКРЫТИЙ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2492201C1 |
| Устройство для разглаживания и втирания покрытий | 1979 |
|
SU856580A1 |
| ТЕКСТИЛЬНОЕ ИЗДЕЛИЕ ПЛОСКОЙ ФОРМЫ ДЛЯ ПРЕДОТВРАЩЕНИЯ ПРОНИКНОВЕНИЯ И РАСПРОСТРАНЕНИЯ ВОДЫ В КАБЕЛЯХ | 2015 |
|
RU2664903C1 |
| ВИБРОИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2266442C1 |
| Способ нанесения полимерного материала на длинномерный текстильный рукав и установка для его осуществления | 1989 |
|
SU1705117A1 |
Использование: при изготовлении гибких длинномерных кабельных изделий. Сущность изобретения: для обеспечения равномерности наложения антиадгезирн- ного порошкообразного материала его рас пыляют в рабочей емкости и втирают охватывающими кабель по периметру движущимися по касательной плоскими упругими элементами. 3 ил.
Изобретение относится к способам нанесения антиадгезионного покрытия на поверхность отформованного длинномерного кабельного изделия.
Известен способ нанесения антиадгезионного покрытия (талька) на внутреннюю поверхность полого изделия, при котором подслой талька вводится сжатый воздух под давлением 0,15 МПа. Затем воздух, насыщенный тальковой пылью, подают внутрь дорна и через распылитель направляют внутрь рукава, где и осуществляется нанесение талька на изделие. Такой способ опуд- ривания неудобен тем, что для непрерывной работы приходится устанавливать два аппарата (когда один из них находится в работе, другой перезаряжается). Реализация данного способа предопределяет дросселирование пылевидного талька через неплотности
устройства, что создает неблагоприятные условия для работы людей, находящихся в помещении. Кроме того, при обтекании струей воздуха, насыщенной тальком, изделия контакт последнего с антйадгезионным материалом пассивен. Таким образом на поверхности изделия остаёТс я только определенное количество талька, которое уменьшается при увеличении скорости движения изделия, что снижает качество опуд- ривания.
Наиболее близким по технической сущности и достигаемому результату к заявляемому техническому решению является способ для опудривания длинномерного кабельного изделия, при котором указанное изделие последовательно пропускают через ёмкость с порошкообразным материалом и втирают последний охватывающими кабель
VJ
00 О СП
U
по периметру движущимися упругими Элементами. Данный способ улучшает санитар- но-гигиенические условия труда за счет уменьшения пыления, однако, как и в рассмотренном аналоге, контакт изделия с са- мим антиадгези нГНым материалом осуществляется пассивно, При реализации способа в тёчёйиё несшфких часов по ходу движения изделия в тальке будет прорыт ход, в.котором изделие практически не бу- дет взаимодействовать с покрытием и даль- нейшее его опудривание не принесет желаемого результата, т. к. вспомогательные устройства обеспечивают втирание лишь захваченного изделием талька. Кро- ме того, контакт щеток с изделием обеспечивает не столько втирание талька, сколько его удаление с поверхности изделия. Поворот движения на 180° возможен лишь для транспортерных лент. Для кабелей данный перегиб недопустим, т. к. приводит к отслаиванию металлической жилы от изолирую- щей оболочки. Таким образом, данное техническое решение не обеспечивает качественное нанесение покрытия на поверх- ность изделия..
Целью изобретения является повышение качества изделия путем обеспечения равномерности нанесения порошкообразного материала.
Поставленная цель достигается тем, что в способе нанесения антиадгезионного порошкообразного материала на поверхность длинномерного кабельного изделия, при котором указанное изделие последовательно пропускают через емкость с порошкообразным материалом и втирают последний охва- тывающими кабель по периметру, движущимися плоскими упругими элементами, согласно настоящему техническому решению, втирание порошкообразного материала производится в ёмкости, при этом порошок в указанной емкости находится во - взвешенном состоянии., ..
Отличительными признаками способа являются: втирание порошкообразного антиадгезионного материала в емкости и нахождение порошка в указанной емкости во взвешенном состоянии.
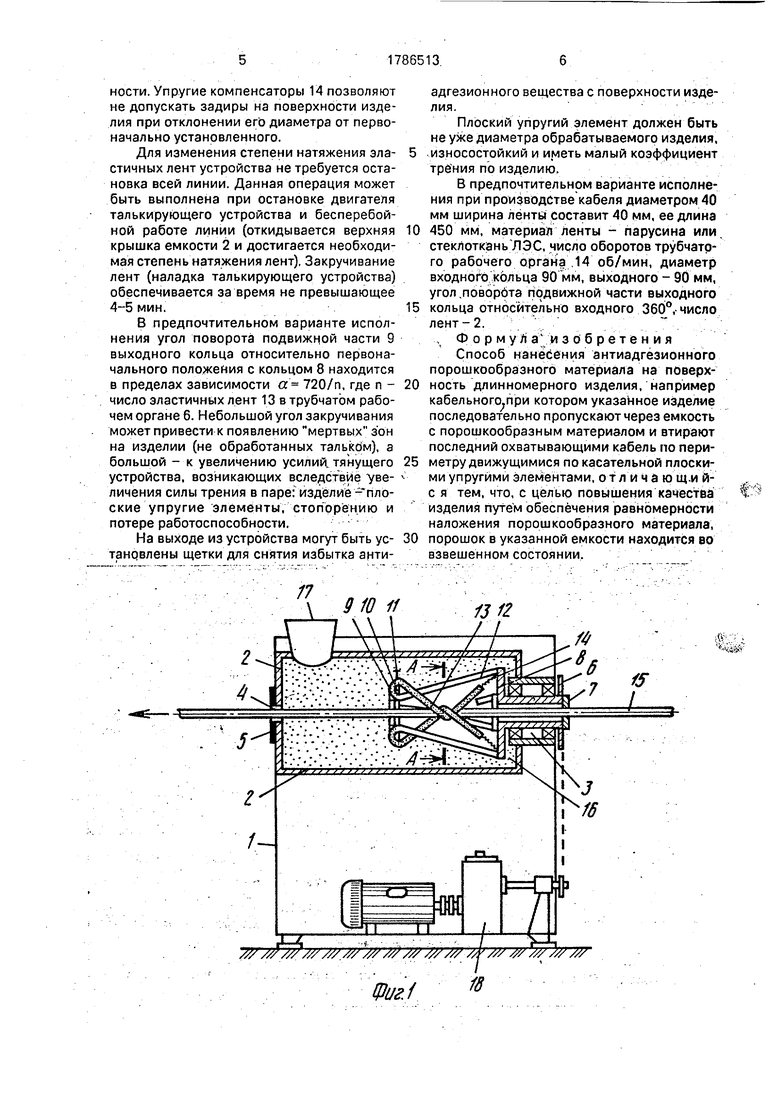
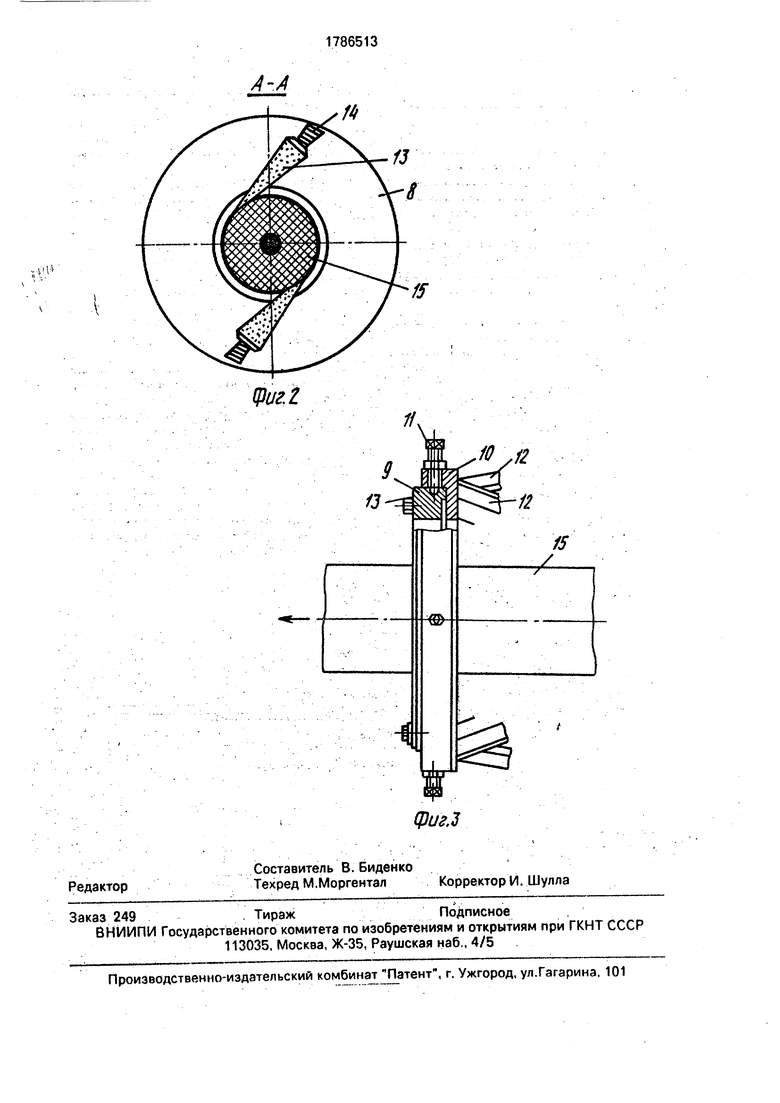
На фиг. 1 изображено устройство для реализации способа, продольный разрез; на фиг. 2 - сечение на фиг. 1; на фиг. 3 - выходное кольцо, поперечное сечение.
Устройство для реализации способа содержит корпус 1 с емкостью 2, снабжённой входным 3 и выходным 4 соосными отверстиями со сменным уплотнением 5. Трубч атый рабочий орган 6 снабжен сменным уплотнением 7, входным 8 и выходным, выполненным из двух соосных 9 и 10 частей,
кольцами и фиксатором 11. Входное кольцо 8 соединено с неподвижной частью 10 выходного кольца посредством рыхлительных элементов 12. Входное кольцо 8 соединено с подвижной частью 9 выходного кольца посредством плоских упругих элементов 13, которые крепятся по меньшей мере к входному кольцу 8 посредством упругих компенсаторов 14. Обработка изделия 15 осуществляется тальком 16, загружаемым через горловину 17. Вращение трубчатого рабочего органа 6 осуществляется приводом .18...
Способ реализуется следующим образом.
Кабель 15 последовательно пропускают через емкость 2 с порошкообразным материалом и втирают последний охватывающими кабель по периметру, движущимися плоскими упругими элементами 13. Втирание порошкообразного материала производят в емкости 2, при этом порошок в указанной емкости находится во взвешенном состоянии.
Указанный процесс в описанном уст- ройстве осуществляют следующим образом. Неподвижное входное кольцо 8 и подвижная часть 9 выходного кольца устанавливают так, чтобы узлы крепления эластичных лент 13 находились друг против друга в одной радиальной плоскости, Через входное отверстие с уплотнением 7, трубчатый рабочий орган 6 и выходное отверстие 4 со сменным уплотнением 5 пропускают имитатор изделия (шомпол). Подвижную часть 9 выходного кольца поворачивают относительно неподвижного кольца 8 на угол, обеспечивающий огибание изделия 15 плоскими упругими элементами 13 таким образом, чтобы проекция поверхности их контакта на вертикальную, нормальную к оси изделия плоскость, составляла полный периметр изделия (т. е. совпадала с проекцией на эту же плоскость наружной поверхности изделия). Неизменность положения колец 8 и 10 обеспечивается путем установки фиксатора 11, Загрузка талька осуществляется через горловину 17 после фиксации кольца 9. После этого включают привод 18 трубчатого рабочего органа 6, тянущее устройство и экструдер (не показаны), обеспечивающих перемещение и формование, соответственно изделия 15. При этом трубчатый рабочий орган 6, захватывая антиаде- гиэонноё вещество (тальк) рыхлительными элементами 12, осуществляет его перемешивание и подачу к эластичным лентам 13. Последние втирают тальк в поверхность изделия, обеспечивая при любой скорости его движения качественную обработку поверхности. Упругие компенсаторы 14 позволяют не допускать задиры на поверхности изделия при отклонении его диаметра от первоначально установленного.
Для изменения степени натяжения эла- стичных лент устройства не требуется остановка всей линии. Данная операция может быть выполнена при остановке двигателя талькирующего устройства и бесперебойной работе линии (откидывается верхняя крышка емкости 2 и достигается необходимая степень натяжения лент). Закручивание лент (наладка талькирующего устройства) обеспечивается за время не превышающее 4-5 мин.
В предпочтительном варианте исполнения угол поворота подвижной части 9 выходного кольца относительно первоначального положения с кольцом 8 находится в пределах зависимости а 720/п, где п - число эластичных лент 13 в трубчатом рабочем органе 6. Небольшой угол закручивания может привести к появлению мертвых зон на изделии (не обработанных талькбм), а большой - к увеличению усилия тянущего устройства, возникающих вследствие уве- личения силы трения в паре: изделие - плоские упругие элементы, стопррён.ию и потере работоспособности.
На выходе из устройства могут быть ус- танрвлены щетки для снятия избытка антиадгезионного вещества с поверхности изделия.
Плоский упругий элемент должен быть не уже диаметра обрабатываемого изделия, износостойкий и иметь малый коэффициент трения по изделию,
В предпочтительном варианте исполнения при производстве кабеля диаметром 40 мм ширина ленты составит 40 мм, ее длина 450 мм, материал ленты - парусина или. стеклоткань ЛЭС, число оборотов трубчатого рабочего органа ,14 об/мин, диаметр входного кольца 90 мм, выходного - 90 мм, угол .поворота подвижной части выходного кольца относительно входного 360°,- число лент-2. , Формул а и зобре тения
Способ нанесения антиадгезионного порошкообразного материала на поверхность длинномерного изделия, например кабельного;при котором указанное изделие последовательно пропускают через емкость с порошкообразным материалом и втирают последний охватывающими кабель по периметру движущимися по касательной плоскими упругими элементами, о т л и ч а ю щ.и й- с я тем, что, с целью повышения качества изделия путем обеспечения равномерности наложения порошкообразного материала, порошок в указанной емкости находится во взвешенном состоянии.
te/
фиг.1
| Машины и аппараты резинового производства /Под ред | |||
| Д.М | |||
| Барскова, с | |||
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
| Устройство для опудривания изделий | 1982 |
|
SU1090583A1 |
| Солесос | 1922 |
|
SU29A1 |
| Солесос | 1922 |
|
SU29A1 |
