W
с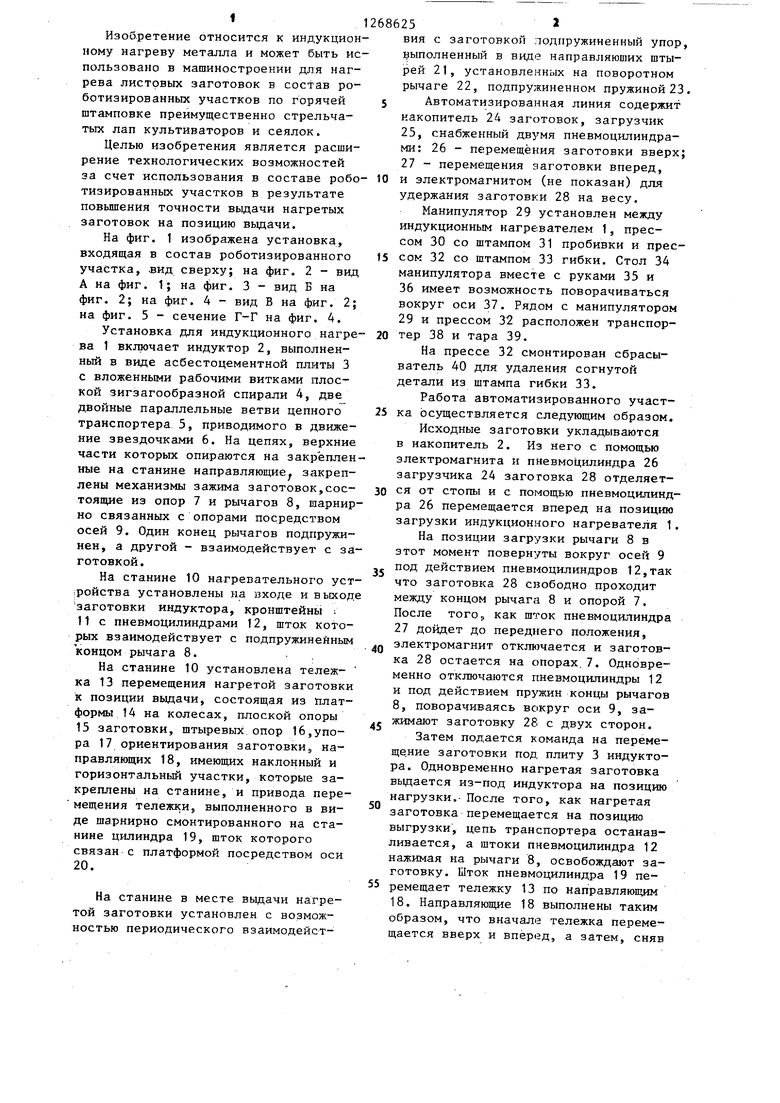
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА КОНЦОВ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И ИХ ПОДАЧИ К ТЕХНОЛОГИЧЕСКИМ ПОЗИЦИЯМ | 1999 |
|
RU2150517C1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия горячей штамповки | 1984 |
|
SU1212677A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Автоматическая линия горячей штамповки | 1981 |
|
SU997946A1 |
| Автоматическая линия для изготовления деталей типа штанг | 1985 |
|
SU1287974A1 |

Изобретение относится к обработке металлов дивлением, в частности к штамповке, и позволяет повысить точность выдачи нагретой заготовки на позицию вьщачи. Для этого механизм транспортировки изделий содержит приводную тележку с опорами для з отовки и упором ее ориентирования и установленный на станине подпружиненный упор заготовки, в который упирается нагретая заготовка и точно фиксируется в тележке в момент подхода ее на позицию дыдачи. 4 з.п. ф-лы, 5 ил.
ND
э:
X)
SD
:л
Изобретение относится к индукционному нагреву металла и может быть использовано в машиностроении для нагрева листовых заготовок в состав роботизированных участков по горячей штамповке преимущественно стрельчатых лап культиваторов и сеялок.
Целью изобретения является расширение технологических возможностей за счет использования в составе роботизированных участков в результате повышения точности выдачи нагретых заготовок на позицию вьщачи.
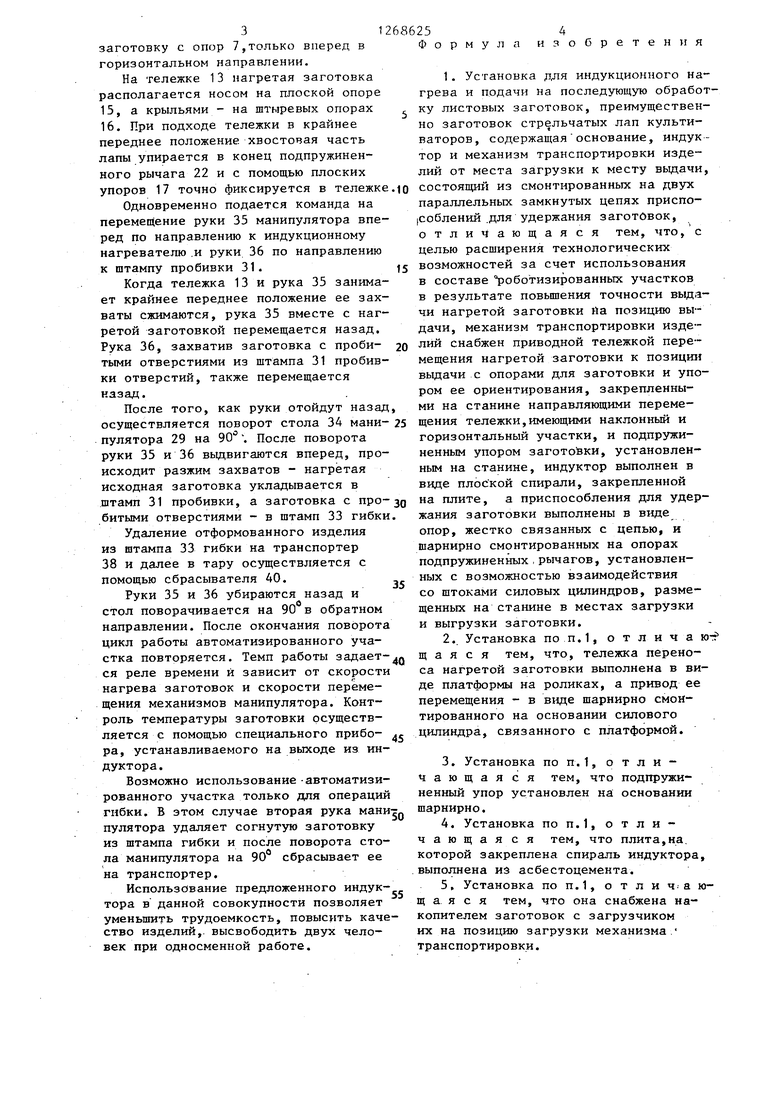
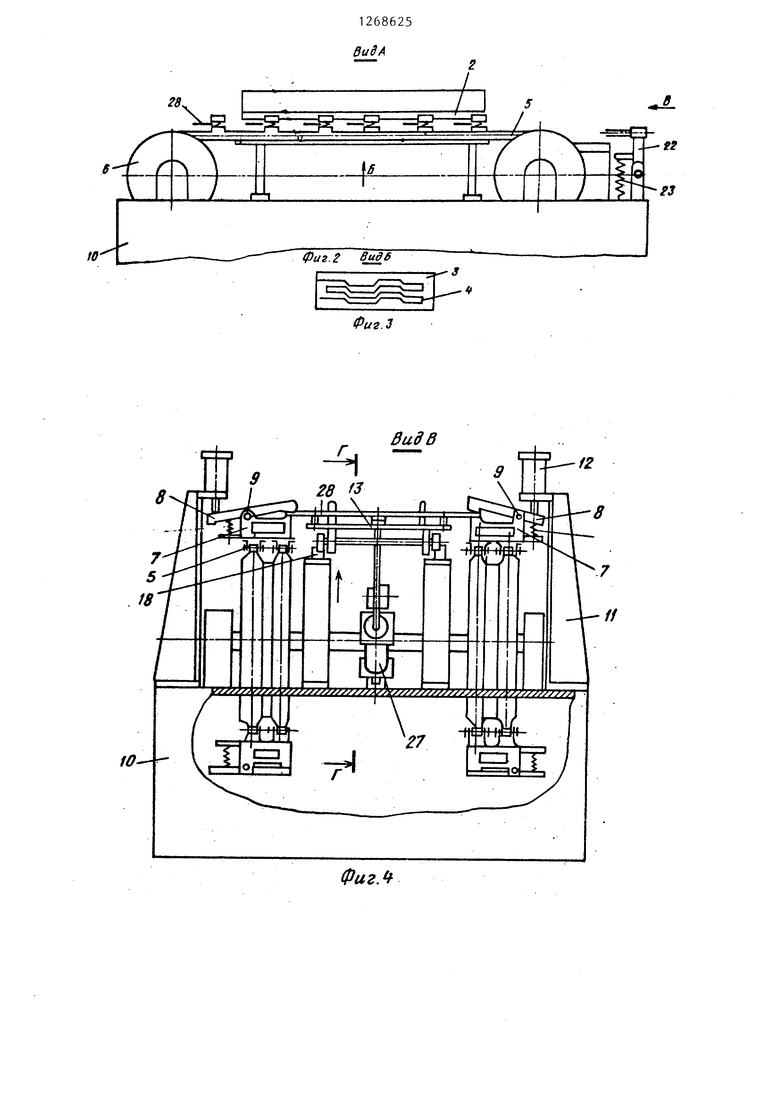
На фиг. 1 изображена установка, входящая в состав роботизированного участка, вид сверху; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - вид В на фиг. 2; на фиг. 5 - сечение Г-Г на фиг. 4.
Установка для индукционного нагрева 1 вкщ)чает индуктор 2, выполненный в виде асбестоцементной плиты 3 с вложенными рабочими витками плоской зигзагообразной спирали 4, две двойные параллельные ветви цепного транспортера 5, приводимого в движение звездочками 6. На цепях, верхние части которых опираются на закрепленные на станине направляющие закреплены механизмы зажима заготовок,состоящие из опор 7 и рычагов 8, шарнирно связанных с опорами посредством осей 9. Один конец рычагов подпружинен, а другой - взаимодействует с заготовкой .
На станине 10 нагревательного уст:ройства установлены на входе и в ыход заготовки индуктора, кронштейны ; 11 с пневмоцилиндрами 12, шток которых взаимодействует с подпружинейным концом рычага 8. ,
На станине 10 установлена тележка 13 перемещения нагретой заготовки к позиции выдачи, состоящая из платформьт 14 на колесах, плоской опоры 15 заготовки, штыревых опор 16,упора 17 ориентирования заготовки, направляющих 18, имеющих наклонный и горизонтальный участки, которые закреплены на станине, и привода перемещения тележки, выполненного в виде шарнирно смонтированного на станине цилиндра 19, шток которого связан с платформой посредством оси 20.
На станине в месте выдачи нагретой заготовки установлен с возможностью периодического взаимодействия с заготовкой подпружиненный упор, выполненный в виде направляюших штырей 21, установленных на поворотном рычаге 22, подпружиненном пружиной 23.
Автоматизированная линия содержит накопитель 24 заготовок, загрузчик 25, снабженный двумя пневмоцилиндрами: 26 - перемещения заготовки вверх; 27 - перемещения ;1аготовки вперед,
и электромагнитом (не показан) для удержания заготовки 28 на весу.
Манипулятор 29 установлен между индукционным нагревателем 1, прессом 30 со штампом 31 пробивки и прес5 сом 32 со штампом 33 гибки. Стол 34 манипулятора вместе с руками 35 и 36 имеет возможность поворачиваться вокруг оси 37. Рядом с манипулятором 29 и прессом 32 расположен транспор0 тер 38 и тара 39.
На прессе 32 смонтирован сбрасыватель 40 для удаления согнутой детали из штампа гибки 33.
Работа автоматизированного участ5 ка осуществляется следующим образом.
Исходные заготовки укладываются в накопитель 2. Из него с помощью электромагнита и пневмоцилиндра 26 загрузчика 24 заготовка 28 отделяет0 ся от стопы и с помощью пневмоцилиндра 26 перемещается вперед на позицию загрузки индукционного нагревателя 1.
На позиции загрузки рычаги 8 в этот момент повернуты вокруг осей 9
- под действием пневмоцилиндров 12,так что заготовка 28 с}зободно проходит между концом рычага 8 и опорой 7. После ТОГО;, как шток пневмоцилиндра 27 дойдет до переднего положения, электромагнит отключается и заготовка 28 остается на опорах.7. Одновременно отключаются пневмоцилиндры 12 и под действием концы рычагов 8, поворачиваясь вокруг оси 9, зажимают заготовку 28 с двух сторон.
Затем подается команда на перемещение заготовки под плиту 3 индуктора. Одновременно нагреташ заготовка вьщается из-под индуктора на позицию нагрузки. После того, как нагретая заготовка перемещается на позицию выгрузки, цепь транспортера останавливается, а штоки пневмоцилиндра 12 нажимая на рычаги 8, освобождают заготовку. Шток пневмоцилиндра 19 пе5 ремещает тележку 13 по направляюищм 18. Направляющие 18 выполнены таким образом, что вначале тележка перемещается вверх и вперед, а затем, сняв заготовку с опор 7,только вперед в горизонтальном направлении. На тележке 13 нагретая заготовка располагается носом на плоской опоре 15,а крыльями - на штыревых опорах 16.При подходе тележки в крайнее переднее положение хвостовая часть лапы упирается в конец подпружиненного рычага 22 и с помощью плоских упоров 17 точно фиксируется в тележк Одновременно подается команда на перемещение руки 35 манипулятора впе ред по направлению к индукционному нагревателю .и руки 36 по направлению к штампу пробивки 31. Когда тележка 13 и рука 35 занима ет крайнее переднее положение ее зах ваты сжимаются, рука 35 вместе с наг ретой заготовкой перемещается назад, Рука 36, захватив заготовка с пробитыми отверстиями из штампа 31 пробив ки отверстий, также перемещается назад. После того, как руки отойдут назад осуществляется поворот стола пулятора 29 на 90°. После поворота руки 35 и 36 вьщвигаются вперед, про исходит разжим захватов - нагретая исходная заготовка укладывается в штамп 31 пробивки, а заготовка с про битыми отверстиями - в щтамп 33 гибк Удаление отформованного изделия из штампа 33 гибки на транспортер 38 и далее в тару осуществляется с помощью сбрасывателя 40. Руки 35 и 36 убираются назад и стол поворачивается на 90 в обратном направлении. После окончания поворота цикл работы автоматизированного участка повторяется. Темп работы задается реле времени и зависит от скорости нагрева заготовок и скорости перемещения механизмов манипулятора. Контроль температуры заготовки осуществляется с помощью специального прибора, устанавливаемого на выходе из индуктора. Возможно использование-автоматизированного участка только для операций гибки. В этом случае вторая рука мани пулятора удаляет согнутую заготовку из штампа гибки и после поворота стола манипулятора на 90° сбрасывает ее на транспортер. Использование предложенного индуктора в данной совокупности позволяет уменьшить трудоемкость, повысить каче ство изделий,, высвободить двух человек при односменной работе. мани 25 Ф о б р е т е н и я р м у л а 1. Установка ддтя индукционного нагрева и подачи на последующую обработку листовых заготовок, преимущественно заготовок стрельчатых лап культиваторов, содержащаяоснование, индуктор и механизм транспортировки изделий от места загрузки к месту вьщачи, состоящий из смонтированных на двух параллельных замкнутых цепях приспо|Соблений .для удержания заготовок, отличающаяся тем, что, с целью расширения технологических возможностей за счет использования в составе роботизированных участков в результате повьштения точности выдачи нагретой заготовки йа позицию выдачи, механизм транспортировки издеЛИЙ снабжен приводной тележкой перемещения нагретой заготовки к позиции вьщачи с опорами для заготовки и упором ее ориентирования, закрепленными на станине направляющими переме- щения тележки,имеющими наклонный и горизонтальный участки, и подпружиненным упором заготойки, установленным на станине, индуктор выполнен в виде плоской спирали, закрепленной на плите, а приспособления для удержания заготовки выполнены в виде опор, жестко связанных с цепью, и щарнирно смонтированных на опорах подпружиненных,рычагов, установленных с возможностью взаимодействия со штоками силовых цилиндров, размещенных на станине в местах загрузки и выгрузки заготовки. 2. Установка поп.1, о т л и ч а ю-т щ а я с я тем, что, тележка переноса нагретой заготовки выполнена в виде платформы на роликах, а привод ее перемещения - в виде шарнирно смонтированного на основании силового связанного с платформой. цилиндра, 3.Установка по п.1, отличающаяся тем, что подпружиненный упор установлен на: основании арнирно. 4.Установка по п.1, отлиающаяся тем, что плита,на. оторой закреплена спираль индуктора, ыполнена из асбестоцемента. 5, Установка по п.1, о т л и юа я с я тем, что она снабжена наопителем заготовок с загрузчиком х на позицию загрузки механизма. ранспортировки.
Фиг.З ВидВ ft ФигЛ /
Г-г 5 / 28 21
18
/ff
Фиг.5
| Установка для индукционного нагрева | 1980 |
|
SU1041583A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
