2
г/
м
J/
(Л
1
4
ю
оо СА: со
N)
fi
Изобретение относится к машиностроению, может быть использовано для образования внутренних резьб в глухих и сквозных отверстиях деталей из различных материалов и является усовершенствованием изобретения по авт. св. № 1110567.
Цель изобретения - повышение качества нарезаемой резьбы за счет принудительного осевого перемешения резьбовых пластин на шаг нарезаемой резьбы.
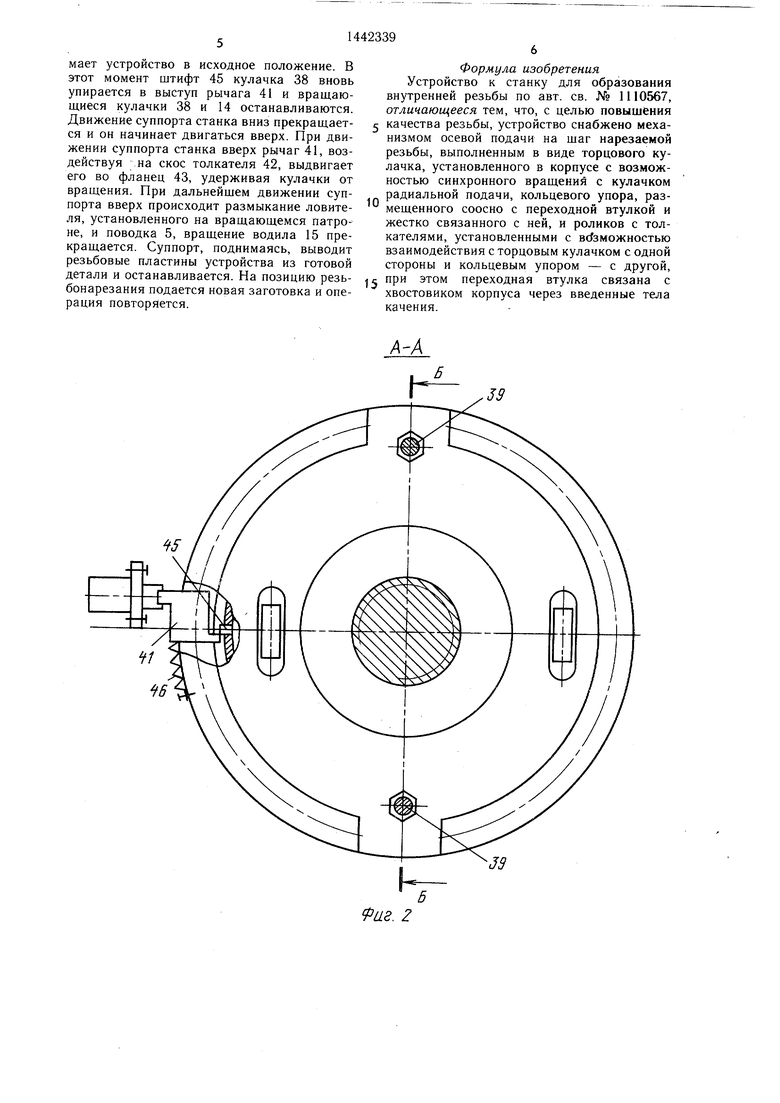
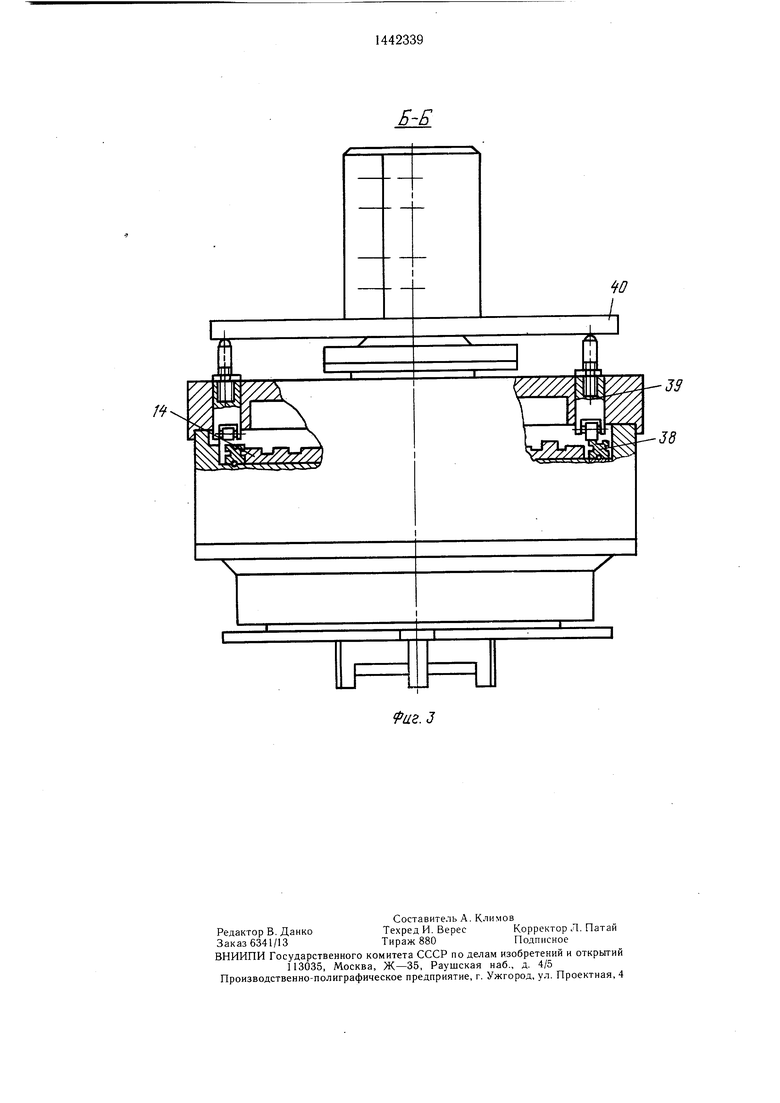
На фиг. 1 изображено устройство, про- дольный разрез; на фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на фиг. 2.
Устройство для образования внутренней резьбы содержит центральное колесо 1, корпус 2 и втулку 3. К нижнему торцу центрального колеса 1 винтами 4 крепится поводок 5. Между внутренними торцами центрального колеса 1 и поводка 5 закреплено внутренне кольцо подшипника 6, а его наружное кольцо установлено в стакане 7. Последний связан винтами 8 с зубчатым венцом 9, имеюшим внутренние зубья, который с помощью диска 10 закреплен на корпусе 2. В диске 10 на осях 11 и 12 уста- новлены подшипники 13, взаимодействуюшие с рабочими поверхностями торцового кулачка 14, имеющего две концентрично расположенные кольцевые рабочие поверхности - наружную и внутреннюю, на каждой из которых выполнены три участка: нижний горизонтальный, наклонный и верхний- горизонтальный. Угловая протяженность соответствующих участков на концентричных рабочих поверхностях одинакова. Однотипные участки на наружной и внутренней поверхностях смещены одна относительно другой на 180°. Кулачок 14 расположен на водиле 15 планетарной передачи. В расточках водила закреплены оси 16 сателлитов 17.
Нижняя опорная поверхность водила 15 контактирует с роликами 18, закрепленными с помощью осей 19 в толкателе 20. Винт 21 с по.мощью пружины 22 удерживает толкатель в верхнем положении, поджимая ролики 18 к водилу 15. Нижний торец толкателя контактирует через шарики 23, размещенные в сепараторе, с конусом 24. В конусе выполнено глухое отверстие, в котором размещена пружина 25, упирающаяся своим нижним торцом в крышку 26 корпуса. С конусом 24 взаимодействуют наклонные плоскости резьбовых пластин 27. Резьбовые пластины 27 размещены в продольных пазах корпуса 2 с возможностью радиального перемещения. Геометрия рабочей части резь- бовых пластин выбирается в зависимости от способа получения внутренней резьбы (выдавливание или резание). Нижние торцы резьбовых пластин 27 опираются на крышку 26, а их верхние скошенные торцы связаны втулкой 28, в бурт которой упирается цилиндрическая пружина 29, контактирующая верхним торцом с регулирующими гайками 30.
5
5
0
0
Q
5
0
5
5
Конус 24 размещен внутри корпуса 2 с таким же радиальным зазором, как и втулка 28 на корпусе 2. Величина радиального зазора принимается равной утроенному значению ожидаемой несоосности корпуса 2 и заготовки.
Хвостовик корпуса 2 имеет квадратное сечение. Переходная втулка 31 выполнена разъемной с отверстием квадратного сечения. Плоские поверхности хвостовика корпуса 2 и переходной втулки контактируют , через тела 32 качения. Винт 33 и пружина 34 удерживают корпус 2 в переходной втулке 31.
На торец зубчатого венца 9 опирается дистанционное кольцо 35, на котором расположено подкладное кольцо 36. На верхнем торце кольца 36 выполнена кольцевая канавка, в которой установлены шарики 37 в сепараторе. На шарики 37 опирается дополнительный кулачок 38, имеющий как и кулачок 14 две концентрично расположенные кольцевые рабочие поверхности - наружную и внутреннюю. Рабочие поверхности кулачка 38 имеют только два участка - нижний горизонтальный и наклонный, угловая протяженность участков одинакова и они расположены симметрично относительно оси кулачка. С рабочими поверхностями кулачка 38 контактируют через ролики толкатели 39, упирающиеся в кольцевой упор 40, жестко закрепленный на переходной втулке 31.
Рычаг 41 контактирует с толкателем 42, размещенным во фланце 43, и под действием пружины 44 выдвинутым из последнего. Фланец установлен на станине станка. На внутренней поверхности кулачка 38 выполнен продольный паз, в котором с возможностью продольного перемещения расположен выступ кулачка 14. На наружной цилиндрической поверхности кулачка 38 выполнена проточка, перекрытая штифтом 45. В проточке находится выступ рычага 41. Рычаг удерживается в таком состоянии пружиной 46. Величина подъема рабочих поверхностей кулачка 38 определяется произведением винтового параметра нарезаемой резьбы на угловую протяженность рабочей дорожки кулачка и передаточное отношение планетарной передачи.
Устройство для образования внутренней резьбы работает следующим образом.
Устройство закрепляется например в суппорте вертикального токарного полуавтомата с помощью переходной втулки 31. Резьбовые пластины 27 под действием подпружиненной втулки 28 сдвинуты к оси головки, так как конус 24, щарики 23 с сепаратором, толкатель 20, водило 15 и кулачок 14 находятся в верхнем исходном положении относительно корпуса 2 под действием пружин 22 и 25. Резьба формируется в заготовке на определенной позиции станка. При поступлении заготовки на эту позицию станка
включается ускоренный ход суппорта, и устройство быстро подводится к вращающейся заготовке, закрепленной в патроне станка. Ловитель, установленный на патроне, входит в контакт с поводком 5, и вращение передается от патрона через поводок 5 центральному колесу 1 планетарной передачи, которое начинает вращаться, вращая сателлиты 17, а вместе с ними вращается и водило 15. Торцовые кулачки 14 и 38 при этом не вращаются, так как удерживаются рычагом 41. Ускоренный ход суппорта сменяется на рабочий, более медленный. В этот момент резьбовые пластины 27 оказываются расположенными вдоль всего отверстия заготовки, выступая за его нижний торец на 1 -1,5 витка -резьбы, а рычаг 41, достигнув толкателя 42, поворачивается вокруг вертикальной оси и выходит из зацепления с штифтом 45, освобождая кулачки 14 и 38. Кулачки 14 и 38 начинают вращаться вместе с водилом 15.
При вращении кулачка 14- его наклонные рабочие поверхности набегают на под- щипники 13, оси 11 которых неподвижны
качения резко снижается. Эти обстоятельства устраняют подрезание профиля витка резьбы, обеспечивая равномерную нагрузку режущих лезвий инструмента.
г Если оси корпуса 2 и отверстия заготовки не совпадают, то поверхности отверстия заготовки сначала достигает только одна из резьбовых пластин - та, которад в начальный момент находится ближе других к поверхности отверстия вращающейся заго10 товки, а между рабочими верщинами остальных резьбовых пластин имеются радиальные зазоры различной величины. Поскольку конус 24 расположен внутри корпуса с радиальным зазором, то коснувшаяся резьбовая
5 пластина не может внедриться в поверхность отверстия, так как с противоположной ее стороны у конуса нет подпора. Поэтому при дальнейшем движении вниз конус 24 начинает перемещаться в радиальном направлении в сторону наибольшего начально20 го зазора между поверхностью отверстия и резьбовыми пластинами, причем ось конуса 24 остается в этом движении параллельна оси корпуса 2. Это движение происходит до тех пор, пока оси конуса 24 и отверстия
относительно корпуса 2, вследствие чего кулачок 14, водило 15, ролики 18, их оси 19, 25 заготовки не совпадают, что обеспечивает толкатель 20, шарики 23 с сепаратором и касание рабочих вершин остальных резьбо- конус 24 перемещаются вниз вдоль корпуса 2. вых пластин поверхности отверстия вращаю- Двигаясь вниз, внутри корпуса 2 конус 34 щейся заготовки и одновременное внедрение сообщает резьбовым пластинам 27 радиаль- в нее рабочих вершин всех резьбовых плас- ную подачу. Движение вниз толкателя 20 и тин 27, которые образуют винтовые канав- конуса 24 приводит к сжатию пружин 22 30 ки требуемого профиля.
Поперечное внутри корпуса перемещен е конуса 24 через резьбовые пластины 27 сообщается и подпружиненной втулке 28, которая перемещается также в поперечном направлении снаружи корпуса 2, все время 35 поджимая резьбовые пластины 27 к крышке 2& корпуса 2 и к плавающему конусу 24. Радиальное выдвижение резьбовых пластин из корпуса 2 продолжается до тех пор, пока с подшипниками 13 контактируют наклонные участки вращающегося кулачка 14. При выходе подшипников 13 на верхние горизонтальные участки кулачка радиальное выдвижение резьбовых пластин прекращается, и выдвинувшиеся из корпуса 2 на требуемый размер резьбовые пластины 27 калибцевой упор 40 жестко связан с переходной руют образованную резьбу во вращающейся втулкой 31, которая неподвижно закрепле- детали. После этого под подшипники 13 под- на в суппорте станка, а за счет подъема ходят нижние горизонтальные уча стки торцо- рабочих поверхностей на втором торцовом вого кулачки 14, что освобождает сжатые кулачке последний начинает двигаться вниз, пружины 22 и 25 и они разжимаются, под- перемещаясь за один оборот детали на щаг нимая в верхнее исходное положение кула- нарезаемой резьбы. Это движение через ша- 50 водило 15, ролики 18, толкатель 20,
и 25. При выдвижении резьбовых пластин 27 из корпуса 2, вследствие взаимодействия их верхних скошенных торцов с внутренним конусом подпружиненной втулки 28, втулка 28 двигается вверх по корпусу, сжимая пружину 29.
Выдвигаясь из невращающегося корпуса 2, резьбовые пластины 27 при соосно расположенных корпусе 2 и отверстии заготовки одновременно достигают поверхности вращающейся заготовки и начинают внедряться в нее, образуя винтовые канавки требуемого профиля.
При вращении кулачка 38 его рабочие поверхности набегают на толкатели 39, контактирующие с кольцевым упором 40. Коль40
рики 37, дистанционное 35 и подкладное 36 кольца передается корпусу планетарной передачи, который жестко связан с корпусом 2, несущим резьбовые пластины 27. Таким образом, все устройство получает движение на один щаг резьбы за один оборот детали. 55 Пружина 34 при этом сжимается. Сопротивление осевому перемещению корпуса 2 во втулке 31 вследствие использования опор
шарики 23 с сепаратором и плаваюший конус 24. Резьбовые пластины 27 при этом под действием сжатой пружины 29 и втулки 28 вдвигаютс я в корпус 2, полностью выходя из витков образованной резьбы.
После сброса размера происходит сброс на кулачке 38, т. е. ролики толкателей переходят на участок минимальной высоты, сжатая пружина 34 разжимается и подникачения резко снижается. Эти обстоятельства устраняют подрезание профиля витка резьбы, обеспечивая равномерную нагрузку режущих лезвий инструмента.
Если оси корпуса 2 и отверстия заготовки не совпадают, то поверхности отверстия заготовки сначала достигает только одна из резьбовых пластин - та, которад в начальный момент находится ближе других к поверхности отверстия вращающейся заготовки, а между рабочими верщинами остальных резьбовых пластин имеются радиальные зазоры различной величины. Поскольку конус 24 расположен внутри корпуса с радиальным зазором, то коснувшаяся резьбовая
пластина не может внедриться в поверхность отверстия, так как с противоположной ее стороны у конуса нет подпора. Поэтому при дальнейшем движении вниз конус 24 начинает перемещаться в радиальном направлении в сторону наибольшего начального зазора между поверхностью отверстия и резьбовыми пластинами, причем ось конуса 24 остается в этом движении параллельна оси корпуса 2. Это движение происходит до тех пор, пока оси конуса 24 и отверстия
заготовки не совпадают, что обеспечивает касание рабочих вершин остальных резьбо- вых пластин поверхности отверстия вращаю- щейся заготовки и одновременное внедрение в нее рабочих вершин всех резьбовых плас- тин 27, которые образуют винтовые канав- ки требуемого профиля.
35
40
руют образованную резьбу во вращающейся детали. После этого под подшипники 13 под- ходят нижние горизонтальные уча стки торцо- вого кулачки 14, что освобождает сжатые пружины 22 и 25 и они разжимаются, под- нимая в верхнее исходное положение кула- водило 15, ролики 18, толкатель 20,
шарики 23 с сепаратором и плаваюший конус 24. Резьбовые пластины 27 при этом под действием сжатой пружины 29 и втулки 28 вдвигаютс я в корпус 2, полностью выходя из витков образованной резьбы.
После сброса размера происходит сброс на кулачке 38, т. е. ролики толкателей переходят на участок минимальной высоты, сжатая пружина 34 разжимается и поднимает устройство в исходное положение. В этот момент штифт 45 кулачка 38 вновь упирается в выступ рычага 41 и вращающиеся кулачки 38 и 14 останавливаются. Движение суппорта станка вниз прекращается и он начинает двигаться вверх. При движении суппорта станка вверх рычаг 41, воздействуя на скос толкателя 42, выдвигает его во фланец 43, удерживая кулачки от вращения. При дальнейщем движении суппорта вверх происходит размыкание ловителя, установленного на вращающемся патроне, и поводка 5, вращение водила 15 прекращается. Суппорт, поднимаясь, выводит резьбовые пластины устройства из готовой
10
Формула изобретения Устройство к станку для образования внутренней резьбы по авт. св. № 1110567, отличающееся тем, что, с целью повышения 5 качества резьбы, устройство снабжено механизмом осевой подачи на щаг нарезаемой резьбы, выполненным в виде торцового кулачка, установленного в корпусе с возможностью синхронного вращения с кулачком радиальной подачи, кольцевого упора, размещенного соосно с переходной втулкой и жестко связанного с ней, и роликов с толкателями, установленными с возможностью взаимодействия с торцовым кулачком с одной стороны и кольцевым упором - с другой.
детали и останавливается. На позицию резь- л г при этом переходная втулка связана с бонарезания подается новая заготовка и one- хвостовиком корпуса через введенные тела рация повторяется.качения.
0
Формула изобретения Устройство к станку для образования внутренней резьбы по авт. св. № 1110567, отличающееся тем, что, с целью повышения 5 качества резьбы, устройство снабжено механизмом осевой подачи на щаг нарезаемой резьбы, выполненным в виде торцового кулачка, установленного в корпусе с возможностью синхронного вращения с кулачком радиальной подачи, кольцевого упора, размещенного соосно с переходной втулкой и жестко связанного с ней, и роликов с толкателями, установленными с возможностью взаимодействия с торцовым кулачком с одной стороны и кольцевым упором - с другой.
г при этом переходная втулка связана с хвостовиком корпуса через введенные тела качения.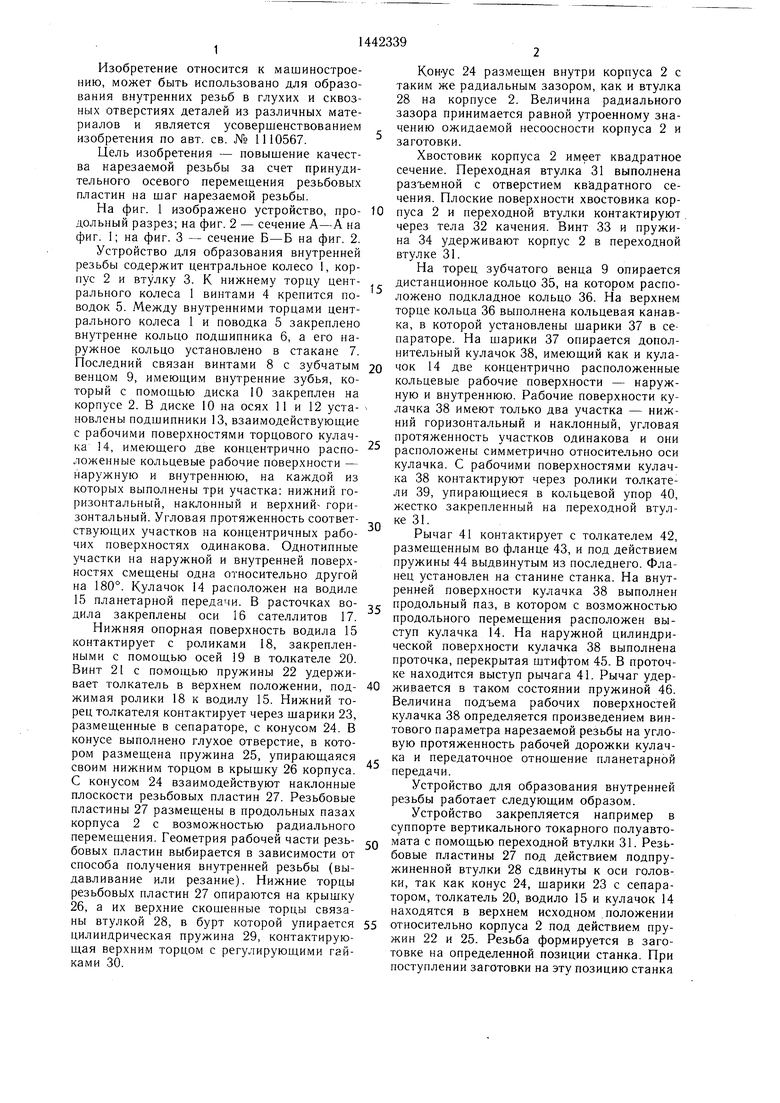

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство к станку для образования внутренней резьбы | 1983 |
|
SU1110567A1 |
| Устройство для образования внутренней резьбы | 1981 |
|
SU967640A1 |
| Устройство для фрезерования внутренней резьбы | 1988 |
|
SU1558586A1 |
| Устройство для фрезерования внутренней резьбы | 1985 |
|
SU1454590A1 |
| УСТРОЙСТВО ДЛЯ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2438851C1 |
| Устройство к токарному станку для нарезания преимущественно резьбовых знаков | 1976 |
|
SU753567A1 |
| СПОСОБ НАКАТЫВАНИЯ ПРЕДВАРИТЕЛЬНО НАРЕЗАННОЙ РЕЗЬБЫ | 2010 |
|
RU2448801C2 |
| СТАНОК ДЛЯ ОБРАБОТКИ СФЕРЫ НА ДЕТАЛЯХ ИЗ МЯГКИХ И ВЯЗКИХ МАТЕРИАЛОВ | 1970 |
|
SU272773A1 |
| Способ и устройства механической обработки шатунных шеек крупногабаритного коленчатого вала на токарном станке | 2015 |
|
RU2625151C2 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
Изобретение относится к машиностроению и может быть использовано для образования внутренних резьб в глухих и сквозных отверстиях деталей из различных материалов. Цель изобретения - повышение качества нарезаемой резьбы за счет принудительного осевого перемещения резьбовых пластин на шаг нарезаемой резьбы. В корпусе размещен механизм осевой подачи на шаг нарезаемой резьбы, выполненный в виде дополнительного торцового кулачка 38, установленного с возможностью совместного вращения с торцовым кулачком 14 и взаимодействующего через ролики и толкатели за кольцевым упором, жестко связанным с переходной втулкой 31. Переходная втулка 31 связана с хвостовиком корпуса 2 через тела качения 32. 3 ил.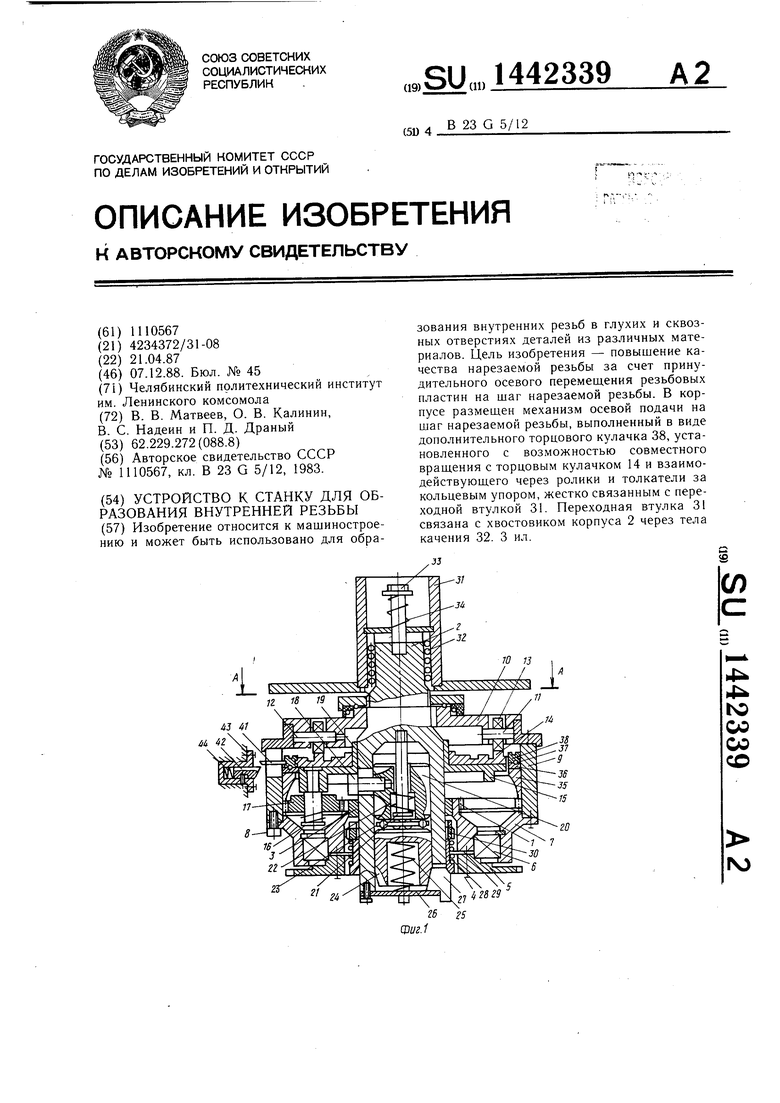
S3
Раг. Z
f u.s. 3
| Устройство к станку для образования внутренней резьбы | 1983 |
|
SU1110567A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
