Изобретение относится к станкостроению, а именно к специальным переналаживаемым станкам, предназначенным для обработки отверстий в торцах деталей типа труб разных типоразмеров с концентрическим расположением отверстий на разном диаметре и с разной угловой дискретностью.
/
Известен металлорежущий станок барабанного типа, в котором обрабатываемые детали устанавливаются на гранях поворотного барабана.
На таком станке невозможно производить угловое дискретное деление деталей вокруг собственной оси.
Также известен металлорежущий станок для обработки деталей с двух сторон, содержащий расположенные на станине силовые узлы со шпиндельными головками и
приспособление с зажимными механизмами, установленное на позиционном столе.
Такой станок не имеет поворотного делительного барабана и механизма автоматического углового дискретного деления детали, что не позволяет производить обработку названных выше деталей. Это сужает технологические возможности станка и определяет его невысокую производительность.
Целью изобретения является расширение технологических возможностей и увеличение производительности путем обеспечения переналадки приспособления станка на обработку деталей с расположением отверстий на разном диаметре и с разной угловой дискретностью.
Поставленная цель достигается тем, что в металлорежущем станке для обработки деталей с двух сторон, содержащем распоXI00
VI VI
g
ложенные на станине силовые узлы со шпиндельными головками, приспособление с зажимными механизмами, установленное на позиционном столе, приспособление станка снабжено устройст- врм автоматического углового деления, состоящим из сменных блоков с упорами и механизма фиксации, и выполнено в виде установленного с возможностью вращения вокруг горизонтальной оси делительного барабана, состоящего из скрепленных между собой в ряд полых дисков - наружные, из которых служат для установки на них зажимных механизмов, и внутренние, на которых оппозитно друг другу установлены сменные блоки с упорами, выполненными с возможностью взаимодействия с механизмом фиксации барабана.
Сущность изобретения заключается в том, что выполнение приспособления в ви- де делительного барабана, расположенного на позиционном столе и состоящего из набора полых дисков, а также наличие сменных упоров и прихватов, размещенных на барабане, позволяет осуществить обработ- ку деталей с расположением отверстий на разном диаметре и с разной угловой дискретностью.
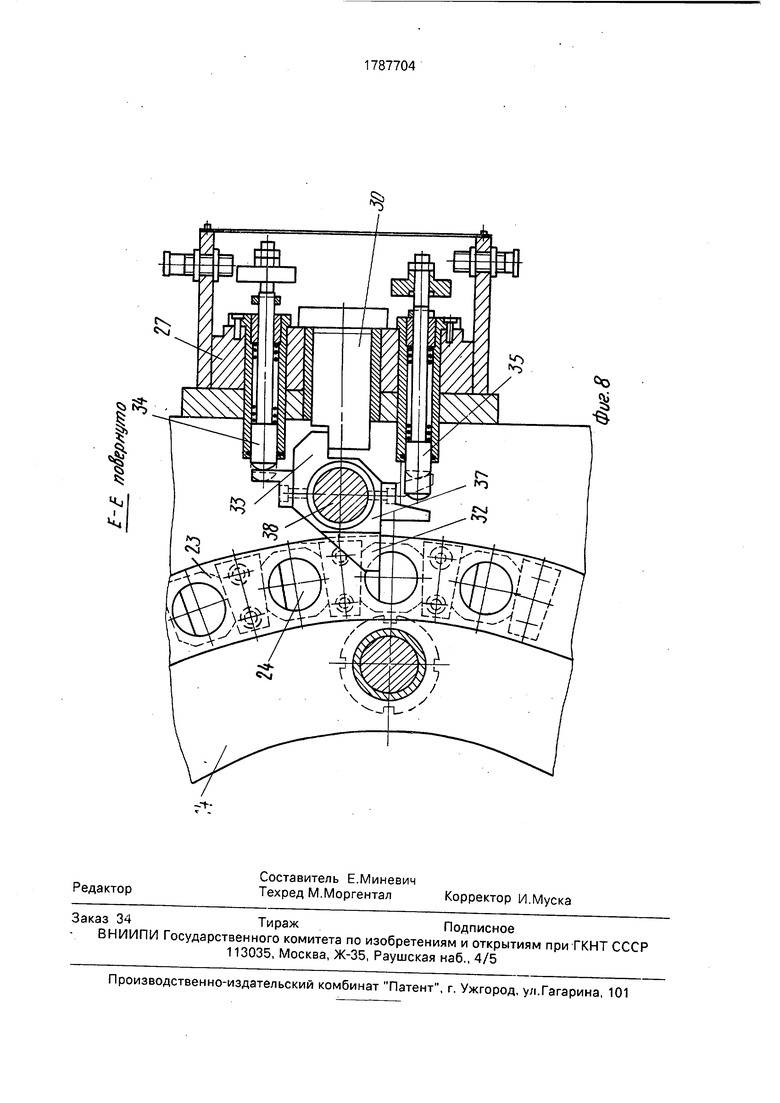
На фиг.1 показан общий вид станка, вид сбоку; на фиг.2 - вид А, вид сверху на фиг. 1; на фиг.З - вид Б на фиг.1; на фиг.4 - вид В на фиг.1, вид сбоку на приспособление с обрабатываемой деталью; на фиг.5 - вид В на фиг.1, с обрабатываемой деталью другого параметра; на фиг.6 - разрез Г-Г на фиг.4, по оси делительного барабана; на фиг.7 - разрез Д-Д на фиг.4, по оси храпового рычага; на фиг.8 - разрез Е-Е на фиг.7, по оси фиксатора.
Металлорежущий станок для обработки деталей с двух сторон, например деталей типа труб, содержит станину 1, на средней части которой расположен позиционный стол 2 с установленным на нем приспособлением 3, силовые узлы 4 со шпиндельными головками 5, загрузочные устройства 6 и 7, станцию СОЖ 8 и электрошкаф 9.
Приспособление 3 состоит из корпуса 10, в котором закреплены опорные ролики
11 делительного барабана 12, установлен- ного на опорных роликах и содержащего полые наружные диски 13 и внутренние диски 14, скрепленные стяжками 15, а также электромеханических ключей 16 и привода поворота 17 делительного барабана 12. На наружныхдисках 13 делительного барабана
12 закреплены нижний 18 и верхний 19 центрирующие зажимные механизмы со сменными прихватами 20, а также верхний 21 и торцовой 22 опорные элементы, а на внутренних дисках 14 барабана 12 закреплены сменные блоки 23 упоров дискретного деления 24, причем количество упоров 24 на каждом диске 14 соответствует количеству отверстий на обрабатываемой детали 25.
Механизм фиксации 26 приспособления 3 состоит из корпуса 27, опорных кронштейнов 28 и 29, жесткого фиксатора 30, подвижного храпового рычага 31, на валу 32 которого закреплена двуплечая собачка 33 с двумя выступами 34 и 35, а также подпружиненных плунжеров 36 и 37.
Позиционный стол 2 в зависимости от типоразмера обрабатываемой детали 25 имеет различные рабочие позиции относительно положения общей оси 38 шпиндельных головок 5, при которых расстояние I между осью вращения барабана 12 и осью 38 шпиндельных головок 5 равно радиусу окружности расположения отверстий на обрабатываемой детали 25.
Станок работает следующим образом.
Обрабатываемая деталь 25, устанавливаемая в правом или левом загрузочном устройстве 6,7 в зависимости от типоразмера, загружается, например, с помощью рольгангов загрузочного устройства 6 или 7 в делительный барабан 12 приспособления 3.
После загрузки деталь 25 опирается на прихваты 20 нижних центрирующих зажимных механизмов 18, закрепленных на наружныхдисках 13 барабана 12, при этом ось детали 25 расположена несколько ниже оси вращения делительного барабана 12. Затем с помощью нижних зажимных механизмов 18 деталь 25 поднимается до поджима к верхним опорным элементам 21 и, таким образом, центрируется с осью барабана 12. После этого с помощью верхних зажимных механизмов 19 производится окончательный зажим детали 25.
Зажатая в приспособление 3 деталь 25 с помощью позиционного стола 2 перемещается на рабочую позицию. Количество рабочих позиций стола соответствует количеству типоразмеров обрабатываемых деталей 25. Параметром, определяющим рабочую позицию стола 2, является диаметр окружности расположения обрабатываемых отверстий на детали 25. Таким образом, на каждой рабочей позиции позиционного стола расстояние I между осью вращения барабана 12 и осью шпиндельных головок 5 равно радиусу окружности расположения отверстий по детали 25.
Угловое деление делительного барабана 12 осуществляется с помощью привода поворота 17, механизма фиксации 26 и упоров 24 на внутреннем диске 14 методом реверса и поджима барабана 12 через храповой рычаг 31 и двуплечую собачку 33 с выступами 34 и 35 и жесткому фиксатору 30. Следовательно, количество.позиций делительного барабана 12 равно количеству упоров 24 на внутреннем диске 14.
Переналадка станка на другой типоразмер детали 25 заключается в смене прихва- тов 20 в центрирующих зажимных механизмах 18, 19, смене опорных элементов 21 и 22 на делительном барабане 12, смене блоков 23 с упорами 24 на внутреннем диске 14 барабана 12, а также перемещении храпового рычага 31 с собачкой 33 механизма фиксации 26 в сторону того диска 14, на котором установлены блоки 23 с упорами 24, соответствующие типоразмеру детали 25.
Изобретение позволяет повысить производительность за счет автоматического углового дискретного деления детали, а также расширить технологические возможности путем переналадки приспособления станка на обработку деталей разных типоразмеров с разной дискретностью углового деления.
Формула изобретения
Металлорежущий станок для обработки деталей с двух сторон, содержащий расположенные на станине силовые узлы со
шпиндельными головками, приспособление, включающее корпус с зажимными механизмами, установленное на позиционном столе, отличающийся тем, что, с целью
расширения технологических возможностей за счет обеспечения переналадки приспособления на обработку деталей с расположением отверстий на разном диаметре и с разной угловой дискретностью и
увеличения производительности за счет автоматического углового деления детали, приспособление снабжено устройством автоматического углового дискретного деления, выполненным в виде сменных блоков
с упорами и механизма фиксации, и выполнено в виде делительного барабана, установленного в корпусе с возможностью вращения и размещения оси вращения в плоскости, проходящей через ось шпиндельных головок параллельно последней, а делительный барабан, в свою очередь, выполнен в виде жестко связанных между собой соосных полых дисков, при этом зажимные механизмы установлены на наружных дисках, а сменные блоки с упорами - на внутренних дисках с возможностью взаимодействия с механизмом фиксации, закрепленным на корпусе приспособления.
0//г 7

| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕРЕНАЛАЖИВАЕМЫЙ АГРЕГАТНЫЙ СТАНОК | 1992 |
|
RU2032518C1 |
| Многопозиционный станок для двухсторонней обработки деталей | 1980 |
|
SU929399A1 |
| Зубообрабатывающий модуль | 1986 |
|
SU1364442A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| АГРЕГАТНЫЙ СТАНОК С ЧПУ | 1991 |
|
RU2080974C1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОК С КРУГЛЫМ ДЕЛИТЕЛЬНЫМ СТОЛОМ | 1994 |
|
RU2108221C1 |
| КАМНЕОБРАБАТЫВАЮЩИЙ СТАНОК НА АЭРОСТАТИЧЕСКИХ ОПОРАХ | 2007 |
|
RU2347676C2 |
| Многооперационный станок с автоматической сменой инструмента | 1983 |
|
SU1133799A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |





Использование: станкостроение, в частности специальные станки для обработки отверстий в торцах деталей типа гильз нескольких типоразмеров с разной дискретностью углового деления. Сущность изобретения: станок содержит установленные на станине силовые узлы и зажимное приспособление 3 с механизмом фиксации углового дискретного деления барабана приспособления. Делительный барабан состоит из наружных полых дисков 13, на которых закреплены зажимные механизмы 18, 19 и внутренних дисков 14, на которых закреплены сменные блоки 23 с упорами дискретного деления 24. При изменении диаметра размещения обрабатываемых отверстий и их углового положения делительный барабан выводится позиционным столом до совмещения оси барабана с плоскостью, проходящей через ось шпиндельных головок, и поворачивается на необходимый угол до взаимодействия упоров 24 с механизмом фиксации. 8 ил. ел с
| Металлорежущий станок для обработки концов валов | 1981 |
|
SU1038102A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
