СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
(54) ОТВЕРСТИЙ НА ВНУТРЕННИХ ПОВЕРХНОСТЯХ
Изобретение относится к металлообработке.
Известны станки для механической обработки отверстий на внутренних поверхностях кольцевых деталей, вклю-5 чающие шпиндельную коробку с приво.дом ее подачи в виде гидроцилиндра 1 .
Недостатком известных станков является их малая жесткость.О
Цель изобретения - повышение жесткости станка путем замыкания усилий резания и подачи на обрабатываемой детали.
Для этого гидроцилиндр подачи шпиндельной коробки установлен на противоположной шпинделям стенке коробки и параллельно их осям с возможностью перемещения штока гидроцилиндра в ° 20 сторону, обратную рабочей подаче.
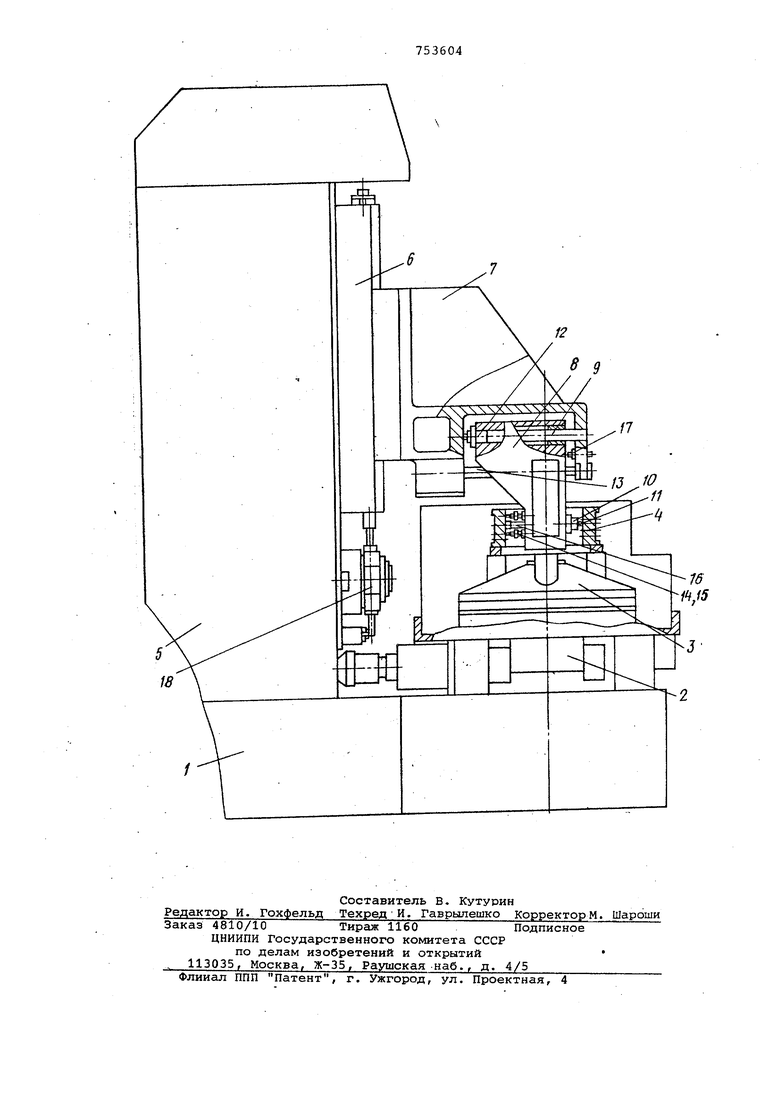
На чертеже изображен общий вид предлагаемого станка.
Станок содержит станину 1, на которой установлены поворотный стол 2 25 с зажимным приспособлением 3 для установки обрабатываемой детали 4, а также стойка 5 с силовым столом 6, приводной бабкой7 и шпиндельной коробкой 8. Шпиндельная коробка 8 ус- ЭО КОЛЬЦЕВЫХ ДЕТАЛЕЙ .
тановлена на двух цилиндрических скалках 9, закрепленных в корпусе приводной бабки 7 перпендикулярно направлению ее перемещения с силовым столом б. На задней стенке шпиндельной коробки 8 установлен гидроцилиндр подачи 10, шток 11 которого направлен в сторону,противоположную направлению рабочего хода шпиндельной коробки. В корпусе шпиндельной коробки 8 между скалками 9 расположен однополостный гидроцилиндр обратного хода 12. Приводная бабка 7 содержит двухопорный приводной шлицевый вал 13, сопрягающийся со шлицевой втул.15 кой-шестерней (на чертеже не показана) , расположенной в шпиндельной коробке 8 и кинематически связанной посредством ряда промежуточных зубчатых колес со шпинделями 14, в которых закреплены инструменты 15. На передней стенке шпиндельной коробки 8, между шпинделями 14 установлен регулируемый упор 16, а на корпусе приводной бабки 7 - регулируемый упор 17. На стойке 5 смонтированы сменные упоры 18 силового стела 6, выполненные в виде поворотного барабана с приводом, снабженного упорными штырями разной длины.
Станок работает следующим образом На зажимное приспособление 3 устанавливается o6pa6 iTHBaeMaH деталь 4. При этом обеспечивается совпадение оси детали 4 с осью поворотного стола 2, а также ее угловая ориентация. Подвижная часть силового стола 6 с приводной бабкой 7 и шпиндельной коробкой 8 во время загрузки находится в крайнем верхнем положении. По окончании загрузки силовой стол 6 вместе с приводной бабкой 7 и шпиндельной коробкой 8 перемещается вниз до упора 18. В этот момент включаетс э; ектродвигатель приводной бабки 7,, erio вращение передается приводному ищицевому валу 13, сопряженной с ним шлицевой втулке-шестерне шпиндельной коробки 8 и, в конечном счете, шпинделям 14. Одновременно в бесштоковую полость гидроцилиндра подачи 1 подается под давлением масло, обеспечивающее вначале перемещение штока 11 вправо до упора во внутреннюьэ поверхность обрабатываемой кольцевой детали 4, а затем перемещение ашиндельной коробки 8 по скалкам 9 влево до соприкосновения упора 16 с .внутренней поверхностью детали 4, Вместе со шпиндельной коробкой 8 перемещаются вращающиеся шпиндели 14., чем обеспечивается рабочая подача закрепленных в них инструментов 15, Регулировкой.упора 16 может быть обеспечено изменение длины обработки, в данном случае - глубины фасок в отверстиях детали 4. По окончании выдержки шпиндельной коробки 8 наупоре 16 масло подается в штоковую полость гидроцилиндра подачи 10, и
шток 11 возвращается в исходноеположение. Одновременное масло поступает и в однополостной гидроцилиндр обратного хода 12, его шток перемещается влево, соответственно шпиндельная коробка 8 перемещается вправо до упора 17 и тем самьм обеспечивает отвод инструментов 15 и упора 16 от поверхности детали 4. После этого происходит поворот планшайбы стола 2 с зажимным приспособлением 3 и обрабатываемой деталью 4 на угол соответствующий, углу между соседними отверстиями в детали 4, и описанный цикл работы станка повторяется.
Формула изобретения
Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей, включающий шпиндельную коробку с приводом ее подачи в виде гидроцилиндра, отличающийся тем, что, с целью повышения жесткости станка путем замыкания усилий резания и П9дачи на сэбрабатываемой детали, гидроцилиндр подачи шпиндельной коробки установлен на противоположной шпинделям стенке коробки и параллельно их осям с возможностью перемещения штока гидроцилиндра в сторону, обратную рабочей подаче.
Источники информации, принятые во внимание при экспертизе
1. Матвеев В. Н. и др. Агрегатные станки, М., Машиностроение, 1965, с, 122-127, рис. 60.

| название | год | авторы | номер документа |
|---|---|---|---|
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Автоматическая линия для механической обработки крупногабаритных деталей | 1989 |
|
SU1770114A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Многошпиндельный вертикальный станок | 1983 |
|
SU1093399A2 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1645094A1 |
| УНИВЕРСАЛЬНЫЙ НАСТОЛЬНЫЙ СТАНОК | 2003 |
|
RU2264889C2 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1986 |
|
SU1823295A1 |