Изобретение относится к металлургии, а конкретно к непрерывному литью алюминия и его сплавов в валковый кристаллизатор.
Известны способы непрерывного литья металла в валковый кристаллизатор, направленные на улучшение структуры, плотности, механических свойств получаемой полосовой заготовки путем разработки температурных, скоростных режимов литья и прокатки, режимов охлаждения и др.
Известен способ непрерывного литья лент из сталей и сплавов на железной и никелевой основе, формируемых в валках-кристаллизаторах, в котором металл заливают в валки при 1350-1450оС, а скорость охлаждения и температура на выходе заготовки равны 500-5000оС и 1200-1350оС.
Известный способ не обеспечивает получение плотной однородной структуры ленты из-за наличия усадочной пористости, рыхлот, связанных с недостаточной подпиткой при кристаллизации металла.
Известен способ непрерывного литья полосы в валковый кристаллизатор, в котором разность между окружной скоростью вращения валков кристаллизатора и скоростью вытягивания полосы устанавливают равной 0,004-1,0 м/мин.
Регулирование указанными параметрами также не обеспечивает получение мелкозернистой однородной структуры полосы из-за наличия междендритной усадки, связанной с недостаточной подпиткой при кристаллизации. Известен способ непрерывного литья заготовки в валковый кристаллизатор, в котором температуру поверхности валков поддерживают на 0,1-2К выше температуры кристаллизации металла, теплоотвод осуществляют через интенсивно охлаждаемую заготовку. Указанному способу присущи все вышеперечисленные недостатки. Способ не обеспечивает получение мелкозернистой однородной структуры без усадочной пористости. Известен способ получения тонкой полосовой заготовки из алюминиевых сплавов, включающий подачу расплава в полость между валками-кристаллизаторами, кристаллизацию расплава, деформацию затвердевающей полосы и вытягивание заготовки. В способе для получения полосы толщиной 4-5,8 мм устанавливают расстояние от края насадки до оси валков в пределах 35-60 мм.
Это расстояние недостаточной точно определяет зону кристаллизации, лунка жидкого металла может смещаться, особенно при высоких скоростях, за ось валков, вызывая образование пористости, межкристаллитных трещин, либо лунка может сместиться к насадке и кристаллизуя будет начинаться в самой насадке, вызывая ее разрушение. Способ не учитывает металлостатическое давление расплава в зоне кристаллизации, поэтому не обеспечивает стабильное получение мелкозернистой однородной структуры, особенно при литье заготовок большей толщины.
Этот способ является наиболее близким по технической сущности и достигаемому результату к предлагаемому и принят в качестве прототипа.
Разработанный способ обеспечивает достижение технического результата, заключающегося в улучшении качества полосы и повышении механических свойств ее путем получения однородной мелкозернистой структуры полосы.
Указанный технический результат достигается разработкой способа получения полосовой заготовки из алюминия и его сплавов, включающего подачу расплава в полость между валками-кристаллизаторами, кристаллизацию расплава, деформацию затвердевающей заготовки и вытягивания ее, в котором металлостатическое давление расплава в зоне кристаллизации и отношение удельного объемного расхода расплава, подаваемого в полость, к скорости вытягивания заготовки поддерживают по соотношению: ≥ H ≥
≥ H ≥  ≥ 0,56A, где σ - поверхностное натяжение расплава, Н/м;
≥ 0,56A, где σ - поверхностное натяжение расплава, Н/м;
ρ - удельный вес расплава, т/м3;
r - радиус мениска расплава в зоне начала кристаллизации, м;
Н - металлостатическое давление расплава в зоне кристаллизации, м;
Q - удельный объемный расход расплава подаваемого в полость валков м3/с. м;
v - скорость вытягивания заготовки, м/с;
A - длина зоны кристаллизации и деформации, м;
0,34 и 0,56 - эмпирические коэффициенты.
В источниках научно-технической и патентной информации не обнаружено технических решений, содержащих, аналогичные отличительные признаки заявляемого технического решения. Следовательно, оно соответствует критерию "Изобретательский уровень".
Способ обеспечивает получение заготовки с однородной мелкозернистой структурой при оптимальных скоростях литья, что достигается за счет подачи достаточного количества расплава в междендритные и межкристаллитные усадочные пустоты в сочетании с эффективной проработкой структуры.
Вышеприведенное соотношение параметров способа разработано на основе следующих соображений.
При формировании заготовки в межвалковом пространстве происходят следующие процессы. Поступающий расплав, соприкасаясь с поверхностью валков, охлаждается до температуры кристаллизации. В зависимости от длины зоны кристаллизации и деформации (А) рост дендритов происходит под разным углом к фронту кристаллизации. Экспериментально установлено, что при короткой зоне А вершина лунки перемещается к насадке, кристаллы вытягиваются в сторону поступления расплава из насадки, что способствует образованию грубокристаллической веерной структуры. При увеличении зоны кристаллизации и деформации А вершина лунки перемещается в сторону выхода заготовки из валков, поверхность кристаллизации увеличивается, рост кристаллов происходит в направлении близком к нормали к поверхности валков, в результате образуется более однородная структура. При такой схеме кристаллизации требуется обеспечить доступ расплава для подпитки образующихся междендритных и межкристаллитных пустот.
Для улучшения подпитки расплавом усадочных пустот необходимо создать металлостатическое давление расплава величиной, достаточной для проталкивания расплава в эти пустоты.
В результате образуется однородная литая структура, проработка которой достигается путем регулирования отношения ( Q/V ) так как оно определяет степень деформации затвердевающего металла (чем больше это отношение, тем больше деформация металла).
Отношение  является характеристикой используемого металла. При превышении указанного отношения произойдет прорыв металла и остановка процесса. Увеличение металлостатического давления Н выше расчетного нецелесообразно из-за загрязнения расплава окислами, футеровкой и повышения энергозатрат. Уменьшение металлостатического давления Н ниже расчетного ухудшает условия подпитки при кристаллизации, повышает неоднородность структуры вплоть до веерной, вызывает рост зерен. Увеличение отношения удельного объемного расхода расплава, подаваемого в полость валков, к скорости вытягивания заготовки выше расчетного приводит к смещению лунки расплава в сторону насадки, вызывая рост грубых столбчатых кристаллов, ухудшающих качество и механические свойства заготовки. При уменьшении указанного отношения ухудшаются условия проработки структуры, она остается близкой к литой, что снижает механические свойства.
является характеристикой используемого металла. При превышении указанного отношения произойдет прорыв металла и остановка процесса. Увеличение металлостатического давления Н выше расчетного нецелесообразно из-за загрязнения расплава окислами, футеровкой и повышения энергозатрат. Уменьшение металлостатического давления Н ниже расчетного ухудшает условия подпитки при кристаллизации, повышает неоднородность структуры вплоть до веерной, вызывает рост зерен. Увеличение отношения удельного объемного расхода расплава, подаваемого в полость валков, к скорости вытягивания заготовки выше расчетного приводит к смещению лунки расплава в сторону насадки, вызывая рост грубых столбчатых кристаллов, ухудшающих качество и механические свойства заготовки. При уменьшении указанного отношения ухудшаются условия проработки структуры, она остается близкой к литой, что снижает механические свойства.
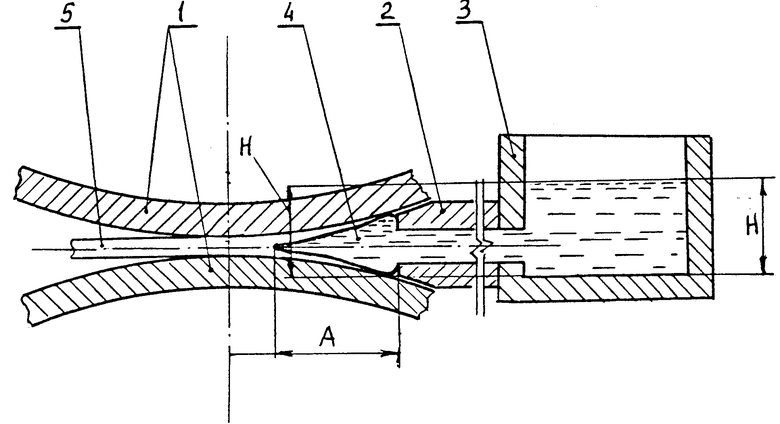
На чертеже представлена схема установки бесслитковой прокатки и литья (БПЛ) для осуществления разработанного способа.
Установка включает валковый кристаллизатор 1, насадку 2, промежуточную емкость с расплавом 3.
Расплав подается в промежуточную емкость 3 и по насадке 2 поступает в полость 4 между валками, затем закристаллизовавшаяся полоса 5 вытягивается из валков и сматывается в рулон.
При реализации способа на установке БПЛ производили отливку полосовой заготовки из различных сплавов с различной скоростью и определяли величину оптимальной зоны кристаллизации и деформации А с помощью щупа.
По соотношению ≥ H ≥
≥ H ≥  ≥ 0,56A
≥ 0,56A
определили металлостатическое давление расплава H в полости и отношение Q/V , которые поддерживали в процессе бесслитковой прокатки.
Металлостатическое давление расплава в полости валков, равное металлостатическому давлению расплава в промежуточной емкости (по принципу сообщающихся сосудов), поддерживали регулированием количества подаваемого металла в промежуточную емкость из печи или ковша.
Радиус мениска расплава в зоне начала кристаллизации приняли 0,5 зазора между насадкой и валками. Полученные заготовки имели однородную мелкозернистую структуру и высокие механические свойства. Способ позволяет вести процесс на оптимальных режимах, обеспечивая максимальную производительность.
При необходимости разработанное соотношение дает возможность определить оптимальное сечение насадки для подачи металла, что особенно важно при изменении сечения получаемой заготовки.
Способ обеспечивает быстрое реагирование на изменения внешних параметров (температуры подаваемого металла, охлаждающей валки воды, окружающей среды), которые вызывают уменьшение или увеличение скорости литья.
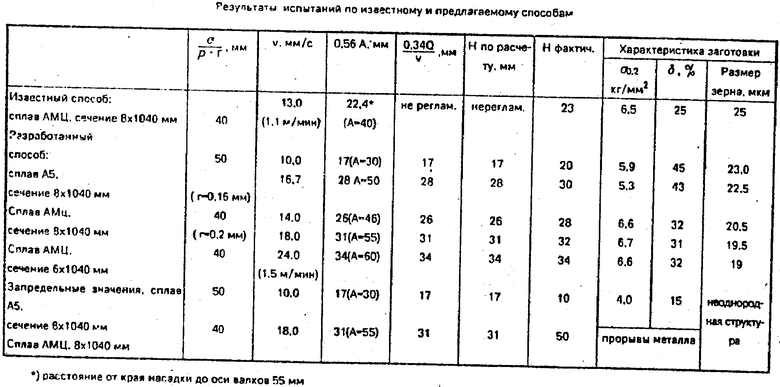
Результаты испытания по известному и предлагаемому способу приведены в таблице.
Конкретные пpимеpы реализации способа.
П р и м е р 1. На установке БПЛ получали полосовую заготовку сечением 8 х 1040 мм и сплава А5 при скоростях вытягивания 10,0 и 16,7 мм/с. Величина максимальной зоны кристаллизации и деформации А составляли соответственно 30 и 50 мм.
Отношение  для сплава А5 равно 50 мм.
для сплава А5 равно 50 мм.
По отношению ≥ H ≥
≥ H ≥  ≥ 0,56A определили Н и Q/V.
≥ 0,56A определили Н и Q/V.
Фактическое металлостатическое давление поддерживали в промежуточной емкости на уровне 20 и 30 мм при указанных скоростях вытягивания.
Полученные заготовки имели однородную мелкозернистую структуру и высокие механические свойства.
Способ позволяет вести процесс на максимальной скорости - в данном случае на 16,7 мм/с.
П р и м е р 2. Аналогично примеру 1 получали заготовку сочинением 8 х 1040 мм из сплава АМЦ при скоростях вытягивания 14,0 и 18,0 мм/с.
Величина максимальной зоны кристаллизации и деформации А составляла - 46 и 55. Отношение  для сплава АМЦ равно 40 мм.
для сплава АМЦ равно 40 мм.
По соотношению определили Н и Q/V.
Фактическое металлостатическое давление поддерживали на уровне 28 и 35 мм при указанных скоростях вытягивания. Полученные заготовки имели однородную мелкозернистую структуру и высокие механические свойства.
Процесс целесообразно вести на скорости 13,0 мм/с.
Для реализации способа в промышленных условиях разработанное соотношение параметров представлено в виде графиков, что упрощает обслуживание.
Как видно из результатов таблицы разработанный способ обеспечивает получение полосовой заготовки с мелкозернистой структурой и повышенными механическими свойствами при высокой скорости литья. (56) 1. Авторское свидетельство СССР N 214754, B 22 D 11/06, 1969.
2. Авторское свидетельство СССР N 1584240, кл. B 22 D 11/06, 1989.
3. Авторское свидетельство СССР N 1424950, кл. B 22 D 11/06, 1988.
4. Патент США N 4751958, кл. B 22 D 11/06, 1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА | 1990 |
|
SU1788641A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГОВОЙ ЗАГОТОВКИ ИЗ СПЛАВА АЛЮМИНИЙ-ЖЕЛЕЗО-КРЕМНИЙ | 2006 |
|
RU2305022C1 |
| Установка для непрерывного литья заготовок из цветных металлов и сплавов | 1982 |
|
SU1047583A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ И ЛЕНТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2000 |
|
RU2171312C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ТРУБ | 1992 |
|
RU2006339C1 |
| Способ изготовления литых заготовок из антифрикционной бронзы | 2021 |
|
RU2762956C1 |
| Способ получения непрерывно-литой полосы | 1991 |
|
SU1822366A3 |
| Способ модифицирования структуры литых заготовок из антифрикционной бронзы для диффузионной сварки со сталью (варианты) | 2021 |
|
RU2778039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОЛЬГИ ИЗ СПЛАВОВ НА ОСНОВЕ СВИНЦА И ОЛОВА | 1987 |
|
SU1459070A1 |
В способе непрерывного литья полосовой заготовки из алюминия и его сплавов в валковом кристаллизаторе для получения мелкозернистой однородной структуры без усадочной пористости предложено устанавливать металлостатическое давление расплава Н в зоне кристаллизации в соответствии со следующим соотношением: σ/ρ·r≥ H≥ 0,34Q/V≥ 0.56 A, где σ - поверхностное натяжение расплава; r - удельный вес расплава; r - радиус мениска расплава в зоне начала кристаллизации; Q - удельный объемный расход расплава, подаваемого в полость валков; V - скорость вытягивания заготовки; A - длина зоны кристаллизации и деформации, 0,34 и 0,56 - эмпирические коэффициенты. 1 ил. , 1 табл.
СПОСОБ ПОЛУЧЕНИЯ ПОЛОСОВОЙ ЗАГОТОВКИ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ, включающий подачу расплава в полость между валками-кристаллизаторами, кристаллизацию расплава, деформацию затвердевающей заготовки и ее вытягивание, отличающийся тем, что металлостатическое давление расплава в зоне кристаллизации H и отношение удельного объемного расхода расплава, подаваемого в полость между валками, к скорости вытягивания заготовки V поддерживают по соотношению ≥ H ≥
≥ H ≥  ≥ 0,56A/
≥ 0,56A/
где σ - поверхность натяжения расплава, н/м;
ρ - удельный вес расплава, т/м3;
r - радиус мениска расплава в зоне начала кристаллизации, м;
Q - удельный объемный расход расплава, подаваемого в полость между валками, м3/с;
A - длина зоны кристаллизации и деформации, м; 0,34- и 0,56 - эмпирические коэффициенты.
