Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов.
Целью изобретения является увеличение выхода годных заготовок за счет повышения точности определения конусности гильзы.
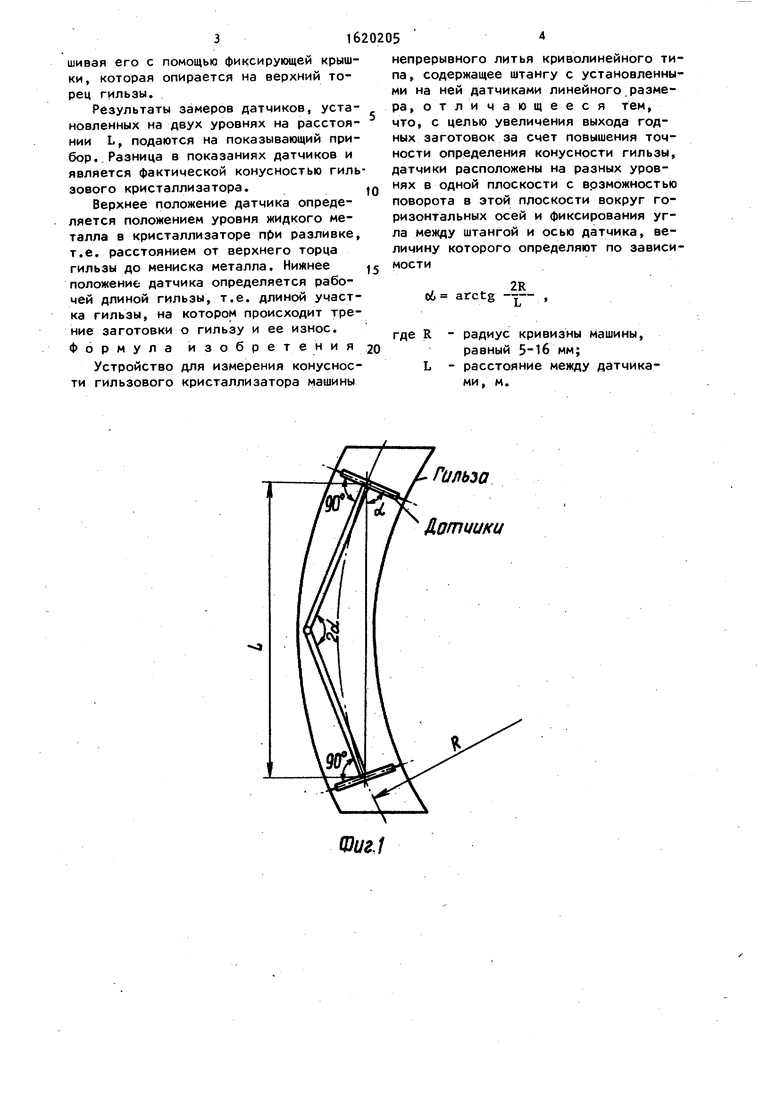
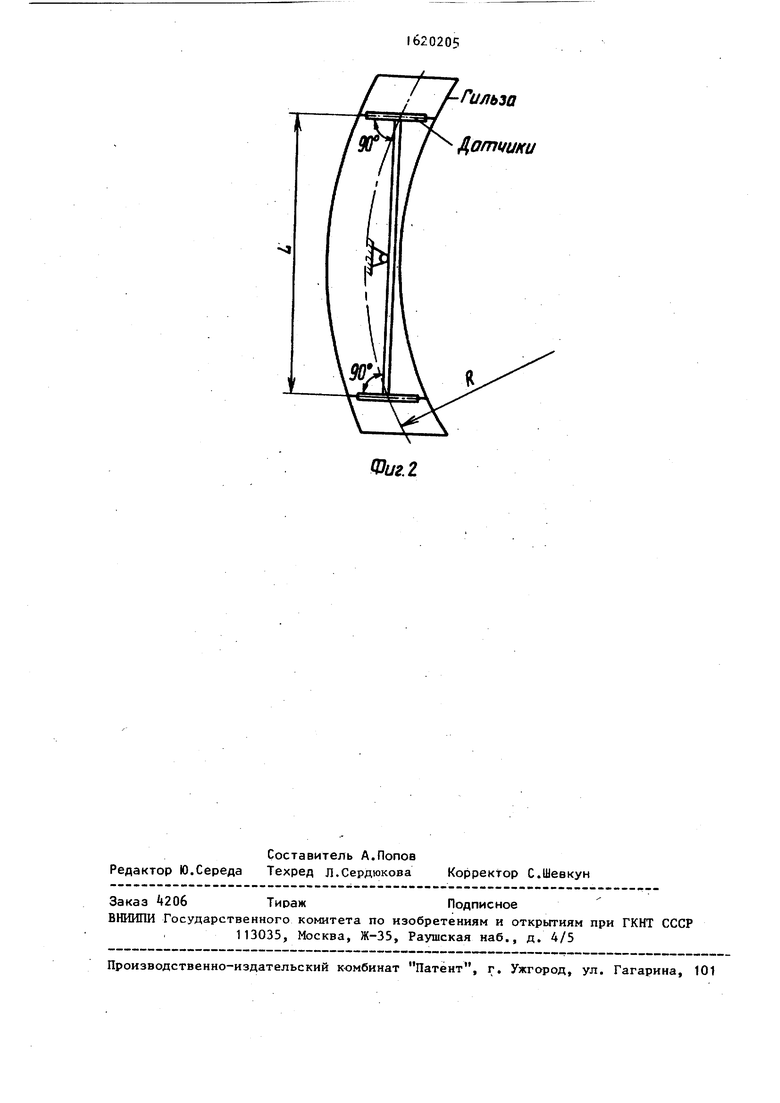
На фиг. 1 схематично представлено предлагаемое устройство; на фиг. 2 - рабочее положение устройства при замере радиальной полости гильзы.
Устройство для измерения конусности гильзового кристаллизатора машины непрерывного литья криволинейного типа (фиг.1) содержит штангу, выполненную в виде полого стержня с ручкой, фиксирующую крышку, измерительные датчики, показывающий прибор и фиксаторы положения датчиков.
Устройство работает следующим образом.
Перед замером конусности кристаллизатора датчики устанавливают в положение, обеспечивающее перпендикулярность их осей технологической оси кристаллизатора, что позволяет провести качественное определение конусности гильзы в той или иной плоскости.
Такое положение датчиков достигается установкой их на угол об между осью штанги и осью датчика и фиксированием в этом положении с помощью фиксаторов. Угол oi определяют из со2R
отношения
arctg -
После установки датчиков устройство вводят в полость гильзы, подве
шивая его с помощью фиксирующей крышки, которая опирается на верхний торец гильзы.
Результаты замеров датчиков, установленных на двух уровнях на расстоянии L, подаются на показывающий прибор. Разница в показаниях датчиков и является фактической конусностью гильзового кристаллизатора.
Верхнее положение датчика определяется положением уровня жидкого металла в кристаллизаторе при разливке, т.е. расстоянием от верхнего торца гильзы до мениска металла. Нижнее положение датчика определяется рабочей длиной гильзы, т.е. длиной участка гильзы, на котором происходит трение заготовки о гильзу и ее износ. Формула изобретения
Устройство для измерения конусности гильзового кристаллизатора машины
непрерывного литья криволинейного типа, содержащее штангу с установленными на ней датчиками линейного размера,отличающееся тем, что, с целью увеличения выхода годных заготовок за счет повышения точности определения конусности гильзы, датчики расположены на разных уровнях в одной плоскости с возможностью поворота в этой плоскости вокруг горизонтальных осей и фиксирования угла между штангой и осью датчика, величину которого определяют по зависимости
об
. 2R arctg -
где R - радиус кривизны машины,
равный 5-16 мм;
L - расстояние между датчиками, м.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ ЗАГОТОВОК | 2006 |
|
RU2308348C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Способ непрерывного литья полых заготовок | 1989 |
|
SU1703244A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| СПОСОБ ФОРСУНОЧНОГО ПАРОИСПАРИТЕЛЬНОГО ОХЛАЖДЕНИЯ ГИЛЬЗОВОГО КРИСТАЛЛИЗАТОРА | 2009 |
|
RU2411105C1 |
| ГИЛЬЗА КРИСТАЛЛИЗАТОРА ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ | 2010 |
|
RU2446911C1 |
| Устройство для вертикального непрерывного литья полых заготовок | 1987 |
|
SU1452647A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2043836C1 |
Изобретение относится к металлургии, конкретнее к непрерывной разливке металлов. Целью изобретения является увеличение выхода годных заготовок за счет повышения точности определения конусности гильзы. Устройство содержит штангу с измерительными датчиками, оси которых при замере конусности гильзы (Г) устанавливают перпендикулярно технологической оси Г, затем устройство вводят в Г, подвешивают его с помощью опирающейся на торец Г фиксирующей крышки. Разность показаний датчиков является фактической конусностью Г. 2 ил. (Л
Фиг.1
Гильъа Нетчики
Фиг. 2
| Сурин Е.В | |||
| и др | |||
| Устройство для контроля размеров рабочей полости кристаллизатора | |||
| Ь юлл | |||
| Черная металлургия | |||
| М.: Черметинформация, № 1, 1979, с.19, 20. |
