г
ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки наружных биконических поверхностей | 1987 |
|
SU1734956A1 |
| КОЛЬЦЕВАЯ ПРУЖИНА И СПОСОБ СОЗДАНИЯ РЕГУЛЯРНОГО МИКРОРЕЛЬЕФА НА РАБОЧИХ ПОВЕРХНОСТЯХ КОЛЕЦ ПРУЖИНЫ | 1997 |
|
RU2125671C1 |
| СПОСОБ КОНТРОЛЯ БИКОНИЧЕСКИХ ПОВЕРХНОСТЕЙ НА ДЕТАЛИ | 1994 |
|
RU2086910C1 |
| ОБРАБАТЫВАЮЩЕЕ УСТРОЙСТВО И СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАСТИФИЦИРУЮЩЕГО ЦИЛИНДРА | 2005 |
|
RU2338629C1 |
| Держатель инструмента | 1990 |
|
SU1710205A2 |
| Способ обработки деталей инструментом на станках токарного типа | 1986 |
|
SU1366297A2 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОНИЧЕСКИХ СОПРЯГАЕМЫХ ПОВЕРХНОСТЕЙ | 1995 |
|
RU2083332C1 |
| СПОСОБ РАСТАЧИВАНИЯ ЦИЛИНДРИЧЕСКИХ ОТВЕРСТИЙ ДЕТАЛЕЙ | 2011 |
|
RU2481923C2 |
| СПОСОБ РАСТАЧИВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ОТВЕРСТИЙ | 1994 |
|
RU2133656C1 |
| Способ изготовления пластинчатого изделия с рифленой поверхностью | 1989 |
|
SU1722696A1 |
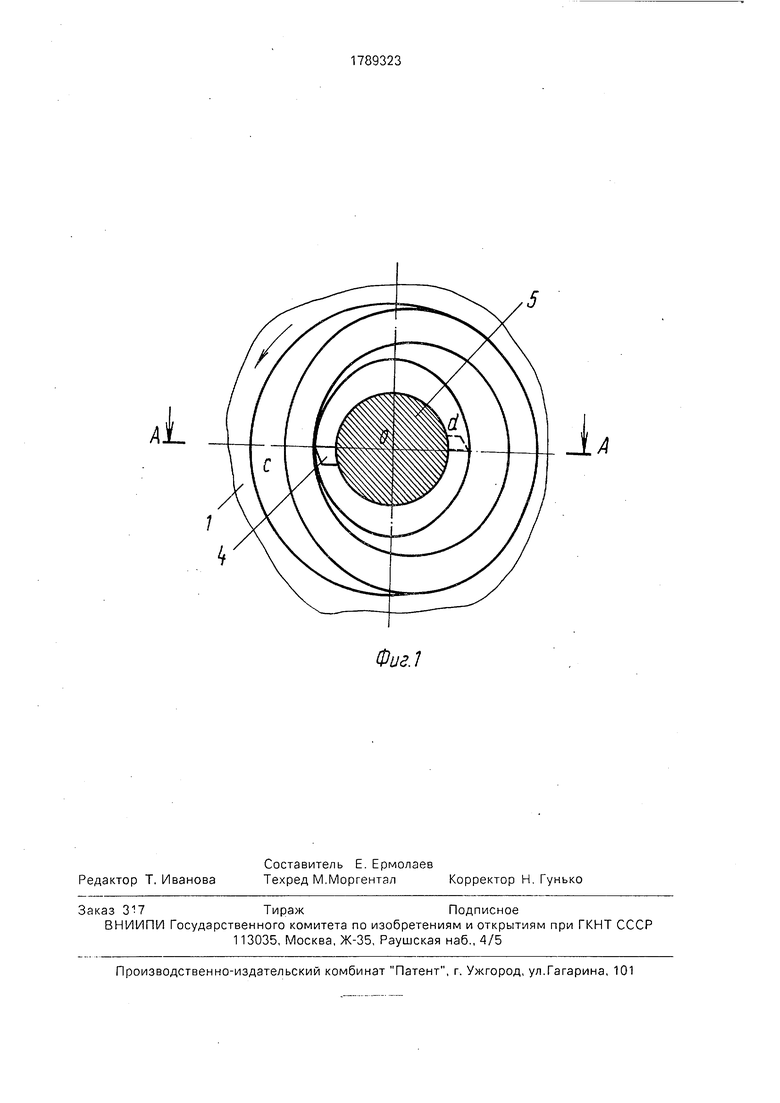
Изобретение относится к технологии машиностроения, а именно к токарной обработке поверхностей биконического отверстия, имеющих одинаковую конусность и общее основание. Целью изобретения является повышение точности обработки. Это достигается тем, что обработку поверхностей биконического отверстия производят одним резцом 4, перемещая его вдоль параллельных образующих коничес-ких повер- хностей 2 и 3. При этом сначала обрабатывают одну коническую поверхность 2, а затем, поворачивая резец 4 на 180° вокруг оси, проходящей через центр окружности пересечения поверхностей 2 и 3, обрабатывают другую коническую поверхность 3. 2 ил.
I/
Г
|
00 Ю СО
ю со
Фиг.1
Изобретение относится к технологии машиностроения, а именно к токарной обработке поверхностей биконического отверстия, имеющих одинаковую конусность и общее основание, например к обработке отверстий в наружных кольцах радиально- упорных конических двухрядных подшипников.
Известен способ обработки поверхностей биконического отверстия, при котором перемещение инструмента осуществляется вдоль параллельных образующих конических поверхностей.
Недостатком известного способа является низкая точность обработки, связанная с тем, что в процессе обработки резцы оказывают взаимное влияние друг на друга и при наличии разной величины припуска на конических поверхностях, а также различной степени затупления резцов их настройка может изменяться, что оказывается на геометрии и координатном расположении поверхностей.
Целью изобретения является повышение точности обработки биконических поверхностей.
Цель достигается тем, что в способе токарной обработки поверхностей биконического отверстия, при котором перемещение инструмента осуществляют вдоль параллельных образующих биконических поверхностей, обработку производят последовательно одной, а затем другой конической поверхности одним резцом, поворачивая его на 180° после обработки одной
Формула изобретения Способ токарной обработки поверхностей биконического отверстия, при котором перемещение инструмента осуществляют вдоль параллельных образующих конических поверхностей, отличающийся тем, что. с целью повышения точности, обработконической поверхности перед обработкой другой вокруг оси, проходящей через центр окружности пересечения конических поверхностей,
На фиг. 1 приведена схема обработки поверхностей биконического отверстия; на фиг. 2 - разрез А-А на фиг. 1.
Способ механической обработки заключается в следующем.
Деталь закрепляют в зажимном устройстве 1. Конические поверхности 2 и 3 обрабатывают резцом 4, выставленным в положение с в осевой плоскости на настроечный размер RH RO COS а, где R0- радиус
окружности пересечения конических поверхностей 2 и 3; а- угол наклона образующей конической поверхности к оси отверстия.
Резец 4 закрепляют на оправке 5, установленной с возможностью поворота вокруг
оси 0-0 в направляющих держателя 6. Ось 0-0 оправки 5 совмещают при настройке с центром окружности пересечения конических поверхностей.
Зажимному устройству 1 с деталью сообщают вращение, а держателю б с оправкой 5 и резцом 4 - поступательное движение, параллельное образующим конических поверхностей.
После обработки конической поверхности 2, не останавливая поступательного движения держателя 6 с оправкой 5 и резцом 4, оправку 5 разворачивают на 180°. При этом резец 4 занимает положение d и проводится обработка конической поверхности 3.
ку производят последовательно одной, а затем другой конических поверхностей одним резцом, поворачивая его на 180° после обработки одной конической поверхности перед обработкой другой вокруг оси, проходящей через центр окружности пересечения конических поверхностей.
Фиг.1
| Устройство для расточки | 1978 |
|
SU722691A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
