Известные устройства для сортировки и контроля размеров различных плоских деталей конструктивно сложны, имеют относитель.но иизкую точность намерения и малоароизводительиы.
В предложенном устройстве применен манипулятор, содерл аш,ий захгзаты с плоскими пружинами для удерживании измеряемой детали в направлении ее выдвижения из измерительной скобы. Измерительная скоба (или групиа измерительных скоб) имеет одиу подвижную подпружиненную рабочую поверхность для создания разиости сил трения между измеряемой деталью с захватами транснортнруюш,его механнзма н измерительной скобой. Такое выполнеине устройства увеличивает производительность автоматической сортнровкн деталей, повышает точность контроля размеров и упрощает конструкцню контрольно-измерительных органов.
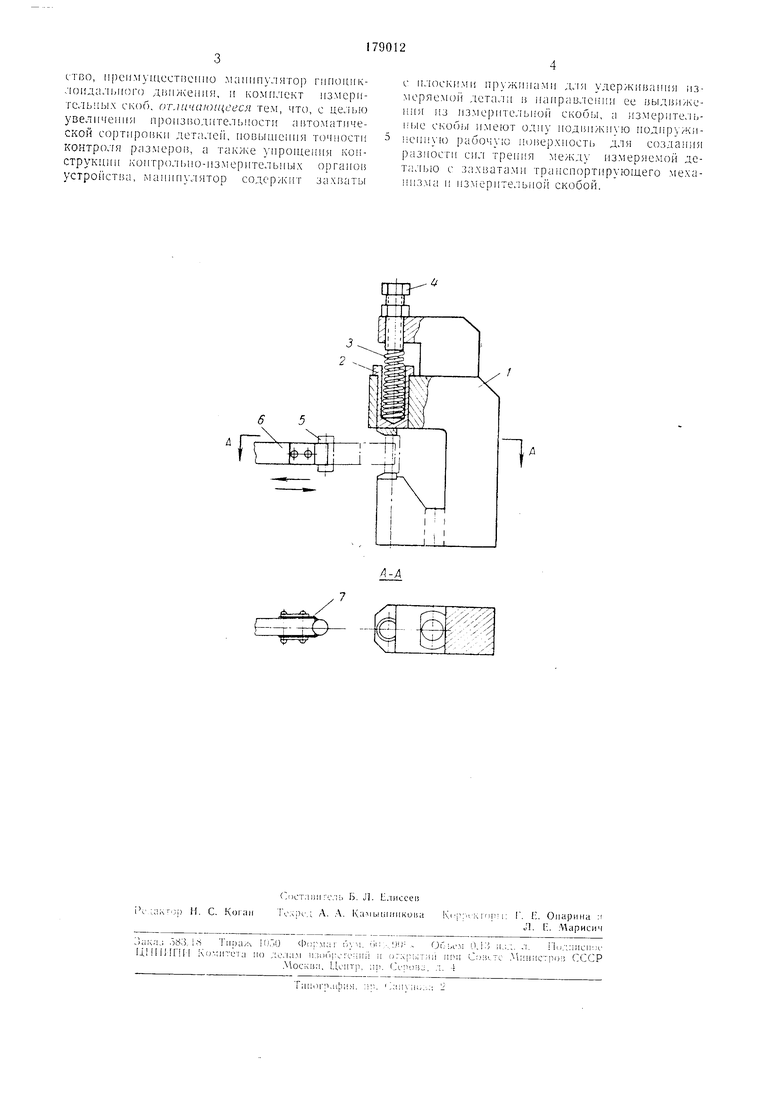
На чертеже показана прннцнпнальная схема предложенного устройства.
Измерительная скоба / выполнена так, что верхняя поверхность 2 скобы поджимается пружиной . до своего нормального положения. Усилие пружпны регулируется вннтом 4. Подвижность измерительной поверхности 2 позволяет вставить в скобу деталь 5 с большим размером, чем раз.мер скобы. Перемеш,еinie детали в этом случае возможно, если снлы, приложенные к деталн, больше снл трения между деталью и измерительными поверхностями скобы. Детали, размер которых меньше предельного размера скобы, могут перемеш,аться между измернтельными поверхностяNui без сопротивления.
Транспортный механизм, например манннулятор гипоциклоидального , должен иметь захваты 6, которые удерживают деталь нрн ио.мош,н пружин 7. Движение транспортного механнзма обеспечнвает доведенне детали до центра скобы и обратно. Если деталь имеет размер меньше предельного размера скобы, то она вводится и выводится из скобы, оставаясь в захватах транспортного механизма. Если деталь нмеет размер больше прелелыюго раз.мера скобы, то она зажимается между измерительными поверхностями скобы с силой, превосходящей усилие пружины захвата при вырываиии из него детали. Направляя детали последовательно в несколько скоб, настроенных но убыванню контролируемого размера, можно рассортировать деталн в заданное количество групп.
ство, i)eiiMyiuccTiiCiiiio .M;iiiiiny.:iHTO|) гигюник.;1оида,лы|()Г() движения, и комплект измсритсль 1ых скоб, (т.1чаюи{сеся тем, что, с це.лыо увеличения П|)01131 олителы1ост11 автоматической сортировки ;ieTa: eii, повышеиия точности контроля размеро, а так/ке упрощения конструкт i и К011т|: ол11но-11змерительиых орган о is ycTpoiicTiui, маииг1 ;1ятор содср/кнт захваты
с и.тоски,ми д:1я удерживания измеряемой детали в наиравлешм ее выдвижения из ii3Mej)HTe;ibiiori скоб1л, а нзмернте.и,iibie скобы имеют одну иодвижнхю подиру/киlieHHyio рабочую новерхиость для создання разиости сид :между измеряемой дет;кт1до с захватами транепортнрующего мехаинз.ма II из epитeлыloй скобой.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пневматическое устройство для измерения деталей овальной формы | 1982 |
|
SU1043488A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ КОМПЕНСАЦИИ | 1973 |
|
SU408708A1 |
| Измерительная захватная головка манипулятора | 1987 |
|
SU1393634A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 1991 |
|
RU2011154C1 |
| Способ настройки устройства активного контроля | 1980 |
|
SU984841A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ДЛИНЫ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1972 |
|
SU323635A1 |
| Способ сортировки деталей по углуКОНуСА | 1978 |
|
SU793667A1 |
| Автомат для сортировки деталей по линейным размерам | 1972 |
|
SU479500A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Устройство для контроля и сортировки многогранных пластин | 1981 |
|
SU1079309A1 |