Изобретение относится к технике сортировки механическим способом тел вращения, а именно к. способам для сортировки конических роликов.
Известен автомат 1 для сортировки конических роликов, содержащий станцию измерения угла конуса. На данной станции производится измерение отклонения угла конуса детали от номинального значения путем определения отклонения разности диаметров в двух разных по высоте сечениях.
Контроль осуществляется щупами, соприкасающимися в процессах измерения с деталью с лротивоположных ее сторон.
Ири поступлении контролируемой детали на измерительную позицию с использованием неподвижных и подвижных щупов, один из которых является измерительным, последний своим перемещением фиксирует фактическое отклонение разности диаметров в обоих сечениях от номинального.
Сортировка по углу конуса на упомянутом автомате осуществляется с помощью электронной схемы путем сличения результатов измерения с данными, заложенными в блоке памяти, и выдачи команд в сортировочный блок для открывания соответствующей ячейки.
Основным недостатком описанной схемы сортировки является сложность самого процесса, в связи с чем трудно обеспечить высокие для современных требований, например в подщипниковой промышленности, производительность и надежность.
Целью изобретения является повыщение надежности сортировки и производительности.
Указанная цель достигается тем, что в способе сортировки деталей по углу конуса путем подачи деталей в зону сортировки транспортным органом, ощупывания их измерительными наконечниками в двух различных по высоте сечениях и последующего разделения, детали зажимают в транспортном органе и перемещают их между измерительными наконечниками, а разделение деталей осуществляют по разности сил удержания детали в транспортном органе и трения от воздействия измерительных наконечников.
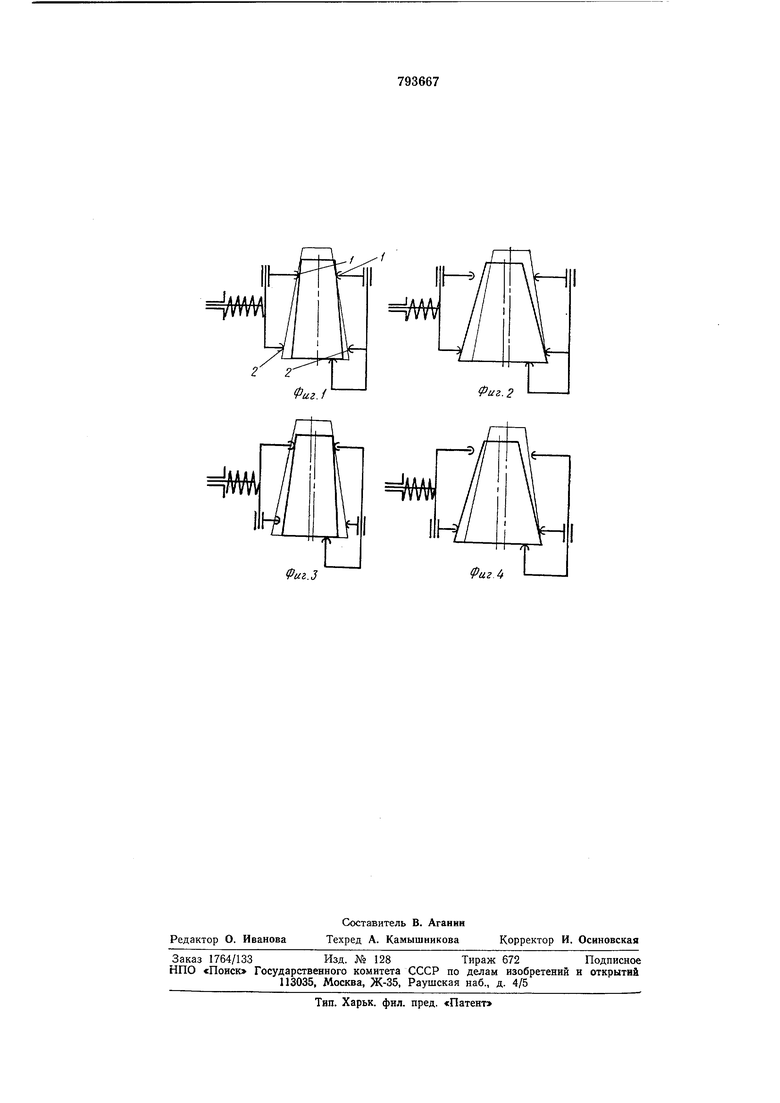
На фиг. 1 и 2 дана схема сортировки с отбором деталей, конусность которых превыщает номинальную; на фиг. 3-4 - то же, с отбором деталей, конусность которых меньще номинальной.
Сортируемую деталь вводят в ориентированном положении, например, захватом между рабочими поверхностями двух пар
наконечником, размещенных в двух различных по высоте уровнях, соответствующих двум сечениям детали. Пара наконечников одного уровня 1 воздействует на новерхность сортируемой детали в условиях трения качения, а пара второго уровня 2 - в условиях трения скольжения.
Расстояние между наконечниками одного уровня установлено меньще минимальных размеров сортируемых деталей с возможностью раскрытия ,нако;нечиико;в лри вводе любой сортируемой детали.
Согласно первому варианту выполнения способа с отбором деталей, имеющих большую конусность по сравнению с предельно допустимой, процесс П роизводят в условиях воздействия верхней пары наконечников на поверхность детали трением качения, а нижней - трением скольжения.
Удерживаемая в захвате с заданной силой деталь, имеющая угол конуса меньще предельно допустимой, проходит между наконечниками и свободно возвращается, так как сила удержания детали в захвате больше силы трения качения от воздействия вращающихся наконечников.
Если же конусность очередной детали больше предельно допустимой, при прохождении между наконечниками на нее воздействует сила трения скольжения неподвижных наконечников, которая больше силы удержания детали в захвате. Она вырывается из захвата и отводится в соответствующий накопитель.
Согласно второму варианту выполнения способа с отбором деталей, имеющих меньшую конусность по сравнению с предельно допустимой, процесс производят в обратных условиях: воздействием на поверхность детали верхней пары трением скольжения, а нижней - трением качения.
В данном случае деталь, имеющая угол конуса меньше допустимого, застревает при
во.з)зрате между «а конечнйками вследствие воздействия пары неподвижных наконечников и вырывается из захвата. Сила трения скольжения оказывается больше силы удержания детали в захвате.
Если же конусность детали больше предельно допустимой, с нею соприкасаются в условиях трения качения вращающиеся наконечники и она остается в захвате.
В случае необходимости сортировать детали по углу конуса на несколько групп применяется одна из описанных схем, повторенная несколько раз.
Фор,мула изобретения
Способ сортировки деталей по углу конуса путем подачи деталей в зону сортировки транспортным органом, ощупывания
их измерительными наконечниками в двух различных но высоте сечениях и последующего разделения, отличающийся тем, что, с целью повышения надежности сортировки и производительности, детали зажимают в транспортном органе и перемещают их между измерительными наконечниками, а разделение деталей осуществляют по разности сил задержания детали в транспортном органе и трения от воздействия измерительных наконечников.
Источник информации, принятый во внимание при экспертизе:
1. Автомат мод. 420 завода «Калибр, г. .AlocKBa.
Фиг.З
Фиг ft
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки деталей по углу конуса | 1978 |
|
SU745556A1 |
| Автомат для сортировки деталей по линейным размерам | 1972 |
|
SU479500A1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ДЕТАЛЕЙ | 1973 |
|
SU388315A1 |
| Автомат для сортировки деталей | 1990 |
|
SU1789311A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ по ЛИНЕЙНЫМ | 1971 |
|
SU315900A1 |
| Автомат для сортировки изделий типа колец по диаметру отверстия | 1987 |
|
SU1459742A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО КОНТРОЛЯ | 1966 |
|
SU179012A1 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |