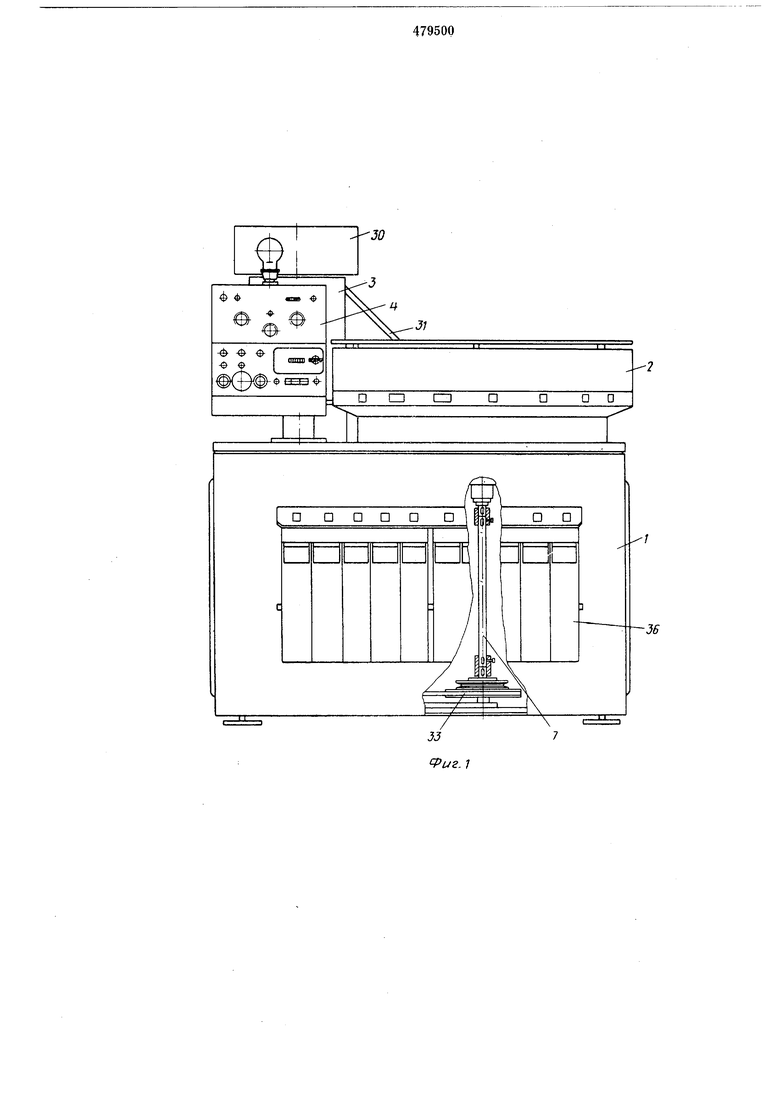
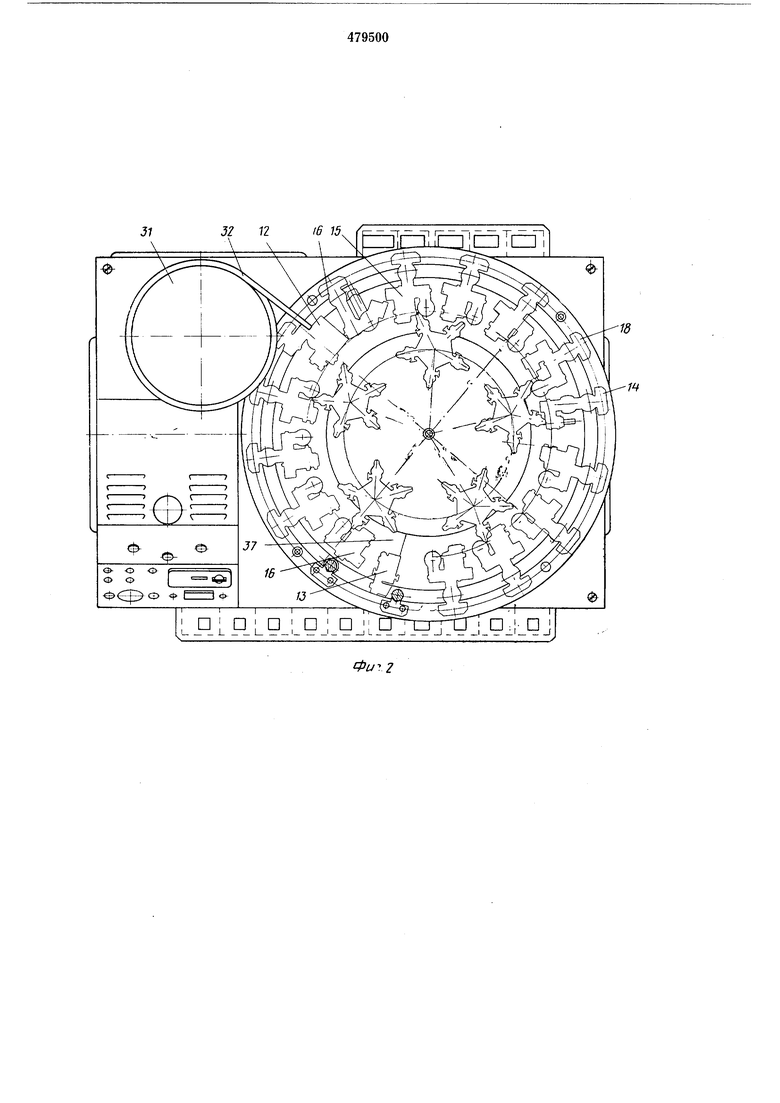
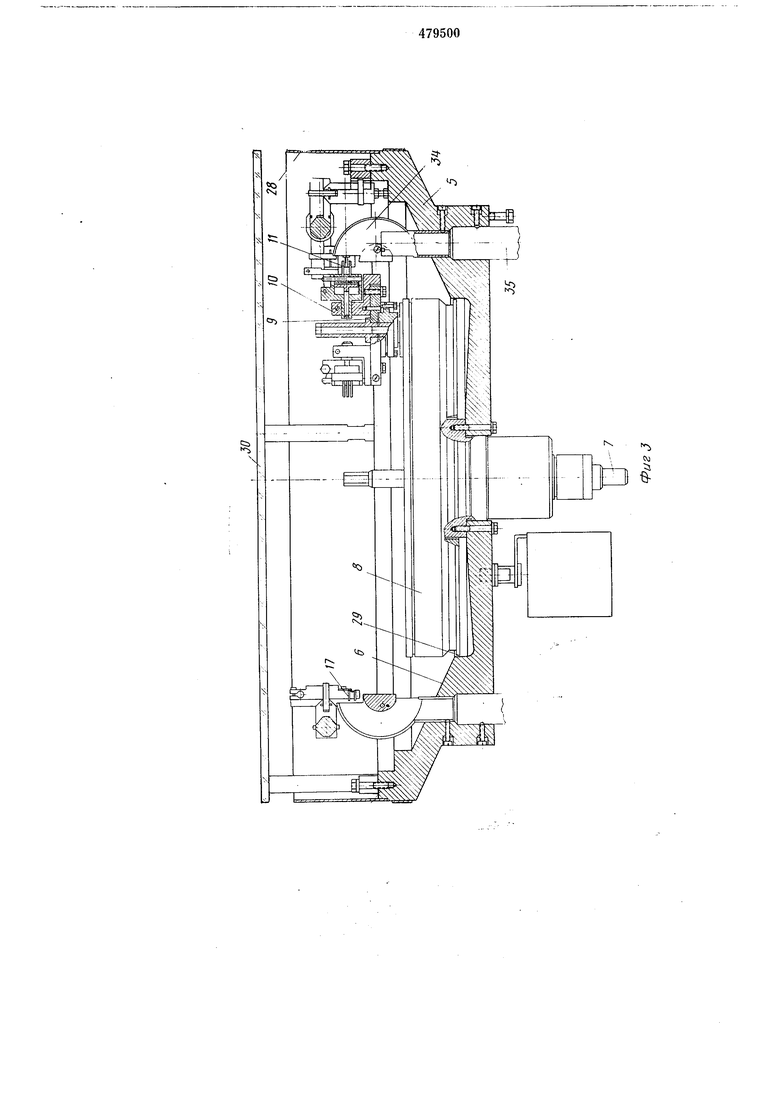
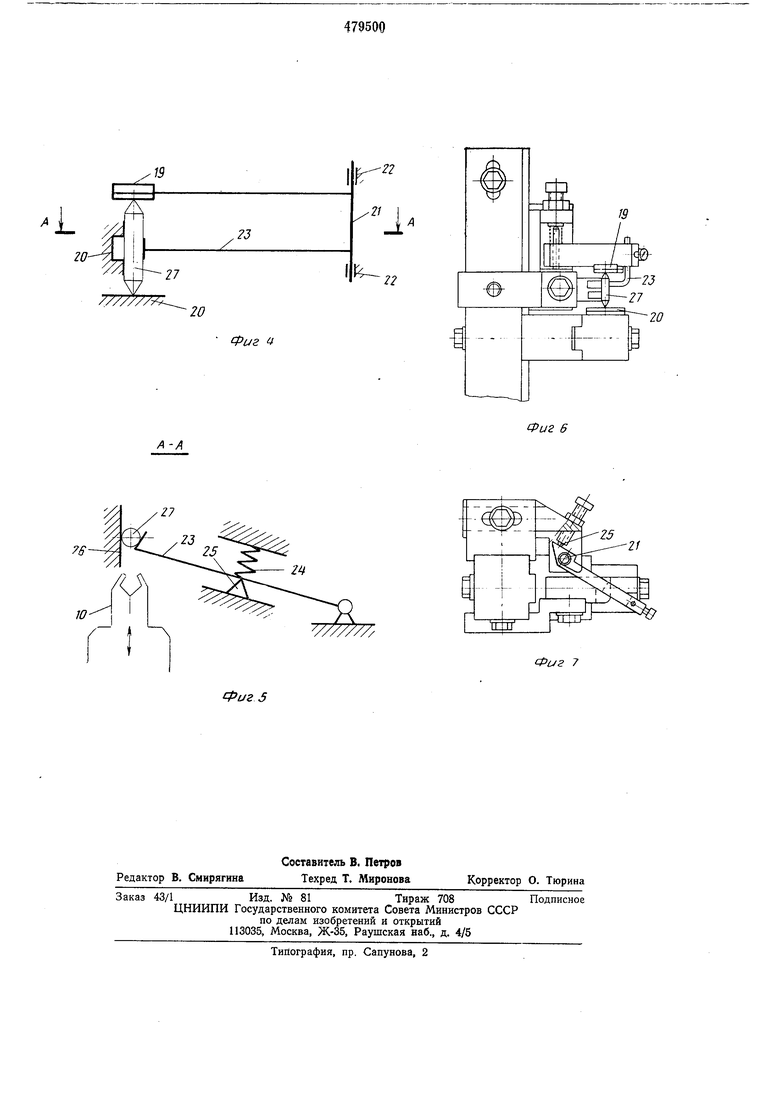
ляется подвижной. Нижняя измерительная губка 20 выполнена неподвижной. На оси 21 вместе с верхней измерительной губкой 19 .укрепленподпружиненный отсекатель 23, прижатый пружиной 24 к упору 25. 5 Устройство снабжено направляющей 26, устаповленной параллельно плоскости перемещения детали 27. В других вариантах конструктивного иополнения нижняя губка 20 также может быть вы- ю полнена подвижной и обе губки с подпружиненным отсекателем установлены на отдельных осях. Все контрольно-измерительные механизмы прикреплены к кольцеобразному корпусу 5, is охватывающему их своей наружной стенкой 28. Внутренний край конусообразного дна 6 кольцеобразного корпуса 5 с выводным отверстием примыкает к кольцеобразной площадке 29 в корпусе загрузочного устройства 8.20 Сортировочный блок автомата снабжен оградительной крыщкой 30. Привод автомата размещен в корпусе станины 1. Предлагаемый автомат работает следующим образом.25 Сортируемые детали из высокопроизводительного питающего бункера 31 по лотку 32 сплощным потоком поступают в механизм вы- . дачи 12, где они удерживаются в ориентированном положении до захвата их губками И зо захватного устройства 10 манипулятора 8. При вращении маниплуятора, вращательное движение приводному валу которого сообщается посредством ступенчатых клиноременных передач 33, губки захватов вырывают очеред- 35 ную деталь из механизма выдачи 12 и перемещают ее по замкнутой гипоциклоиде, где в каждой последовательной точке возврата происходит отбор сперва по одному параметру и затем по другому параметру на заданное ко- 40 личество групп. После отсортировки длинных (брак «+) деталей, годные и короткие (брак «-) подаются захватом 10 -к измерительным губкам 19 и 20 сортировочного устройства 15. Деталь, 45 оказывающаяся по длине меньще расстояния, установленного между губками 19 и 20, проходит между последними и при этом отводит назад подпружиненный отсекатель 23. Отсекатель пропускает деталь между своей рабочей 50 поверхностью и направляющей 26 и под действием пружины 24 занимает свое первоначальное положение. При обратном ходе захвата 10 деталь оказывается зажатой между направляющей 26 и оодпружиненным отсекагелем 23, что обеспечивает вырыв детали 27 из захвата. Если длина детали оказывается больще размера, установленного между измерительными губками, то она, ориентированная по нижней губке 20, упирается в верхнюю губку 19, которая под действием подаваемой детали вместе с отсекателем 23 поворачивается на оси 21 и отходит назад. Деталь остается в захвате 10, который отводит ее обратно и направляет для сортировки по другому параметру (диаметру). Сбрасыватель 18 снимает брак «- по второму параметру. Детали, удаленные из захватов соответствующими контрольно-измерительными механизмами, падают по приемнику 34 в трубчатый лоток 35 и дальще в соответствующий накопительный ящик 36. Детали, случайно выпавщие из захватов манипулятора или исполнительных механизмов на конусообразное дпо 6 корпуса 5, собираются на кольцеобразной площадке 29 в корпусе загрузочного устройства 8 и силами трения при вращении последнего направляются в ячейку 37, откуда в дальнейщем по лотку подаются в соответствующий накопительный ящик. Предмет изобретения Автомат для сортировки деталей по линейным размерам, содержащий станину, установленное на ней транспортно-загрузочное устройство, манипулятор гипоциклоидального движения, сортировочный блок с корпусом и комплект измерительных скоб, отличающийся тем, что, с целью повыщения его производительности, все измерительные скобы соединены с KopinycoM сортировочного блока, причем, по крайней мере, одна из измерительных скоб, содержит установленные с возможностью поворота губку и отсекатель, кинематически связанные между собой.
31
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ | 2006 |
|
RU2317156C2 |
| Автомат для сортировки деталей,имеющих форму тел вращения | 1982 |
|
SU1009538A1 |
| Устройство для сортировки полупроводниковых приборов по электрическим параметрам | 1980 |
|
SU1014072A1 |
| Автомат для контроля и сортировки деталей по размерам | 1972 |
|
SU471130A1 |
| Автомат для контроля и сортировки цилиндрических деталей | 1987 |
|
SU1443978A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство системы потокового поэкземплярного контроля качества и сортировки единичных изделий в виде плоских многоугольников правильной формы | 2022 |
|
RU2784322C1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 2002 |
|
RU2218260C2 |
| Устройство для измерения диаметров малых отверстий | 1982 |
|
SU1057770A1 |
-0 -ФD CD CDаП00
-36
Фи-. 2
f м :x
20
Фиг
17
Фиг 5
21
Фиг 7
