c&i/a,/
Изобретение относится к деревообрабатывающей промышленности, в частности к оборудованию бондарного производства.
Известно устройство для обработки кромок клепки боковика бочки, включающее основания с режущими головками, механизм обработки клёпки по профилю, механизм установки режущих головок на ширину заготовки, устройство для замера ширины заготовки, центрирующий механизм.
Известно устройство для обработки кромок клепки боковика бочки, включающее основания с режущ ими головками, механизм обработки клепки по профилю, механизм установки режущих головок на ширину заготовки, устройства для замера ширины заготовки, центрирующий механизм.
Недостатком известного устройства яв ляется большой расход древесины. Большой расход древесины из-за того, что настройка режущих головок на определенную ширину заготовки осуществляется системой рычагрв, имеющих люфты в шарнирных соединениях. Поэтому для получения необходимого профиля клепки, необходимо врезаться -режущим инструментом на 2...3 мм.
Цель изобретения - экономия древесины за счет повышения точности установки режущих головок на ширину заготовки.
Поставленная цель достигается тем, что в заявляемом устройстве для обработки клепок боковина бочки, включающим основание с режущими головками и ползунами, механизм установки режущих головок на ширину клепки, узел замера ширины заготовки с толкателями, центрирующий механизм с линейкой, призод, механизм установки режущих головок на ширину заготовки выполнен в виде левой и правой винтовь1х пар, которые размещены соосно, при этом гайки винтовых пар связаны с ползунами, узел замера ширины заготовки.выполнен в виде датчика угла поворота и щупа, при этом датчик связан с приводом, а щуп установлен на линейке в плоскости, проходящей через пук клепки.
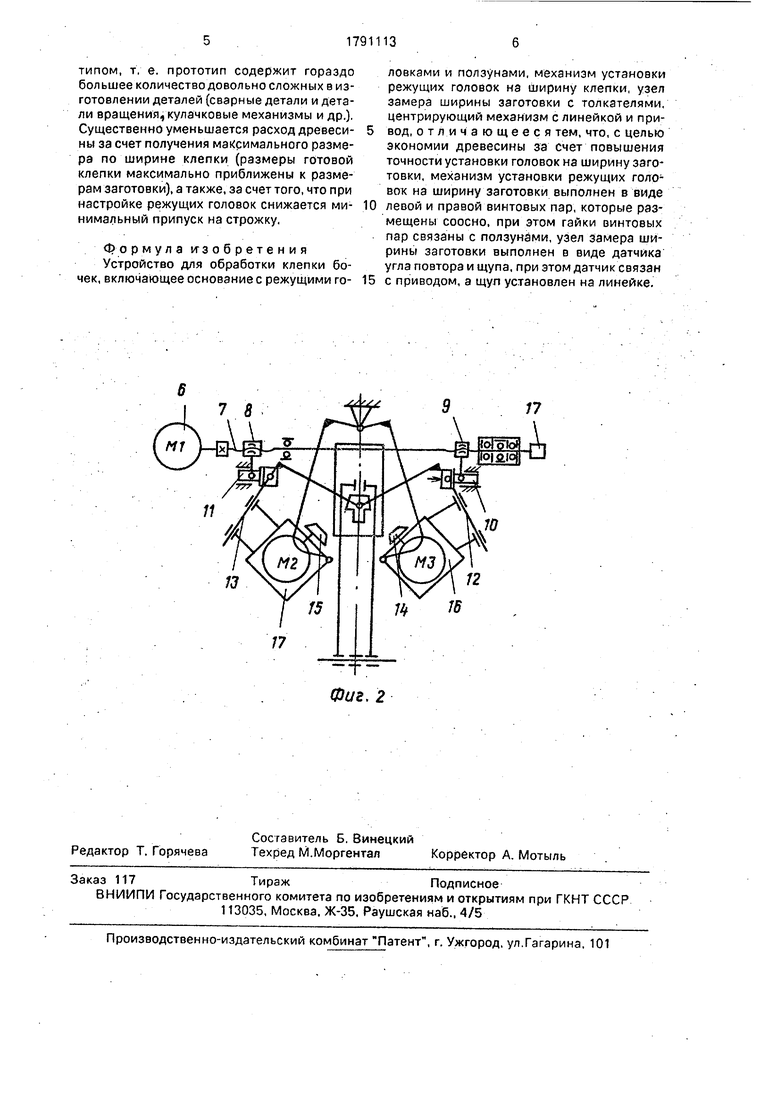
На фиг. 1 изображено предлагаемое устройство; на фиг. 2 - кинематическая схема механизма установки режущих головок на ширину заготовки.
Устройство для обработки клепки бочек включает узел замера ширины заготовки, механизм установки режущих головок на ширину заготовки, центрирующий механизм с линейкой 1.
Узел замера ширины заготовки состоит из щупа 2, установленного на линейке 1
датчика угла поворота 3, контактирующего со щупом 2 с помощью рычага, Центрирую- . щий механизме линейкой 1 включает толкатели 4 и 5..
Механизм установки режущих головок на ширину заготовки состоит из привода б, левой и правой винтовых пар, размещенных соосно и включающих винт 7, левую гайку 8 и правую 9, шарнирно связанных с ползуна0 ми 1.0 и 11, Ползуны. 10 и 11, в свою очередь, связаны с рычагами подвески режущих головок 12 и 13, которые установлены на основаниях 15 и 16, Датчик обратной связи 17f жестко связанный с винтом 7, предназначен
5 для контроля отработки двигателем команды от датчика 3. Привод 6 электрически связан датчиком 3. В заявляемом устройстве замер ширины заготовки 18 производится в среднем сечении, т, к, данный размер явля0 ется в клепке максимальным (размер клепки в пучке.).
Работает устройство следующим образом.
Щуп 2 контактирует с поступающей за5 готовкой и перемещается на разность половины ширины вновь поступившей и ранее выданной заготовки 18. Одновременно, линейкой 1 и толкателями 4 и 5 осуществляется центрирование заготовки клепки вдоль
0 условной оси симметрии заготовки по ее длине.
Щуп 2 посредством рычага связан с валом датчика 3, угол поворота которого определяется разностью половины ширины
5 заготовок (предыдущий и последний),
Величина поворота вала датчика преобразуется в электрический сигнал, который передается на привод для перемещения режущих головок.
0 Электрический сигнал поступает в привод б, вал которого отрабатывает определенное число оборотов, соответствующее полученному сигналу и вращает винт 7, При вращении винта 7 левая и правая гайки 8 и
5 9 взаимодействующие с винтом 7, перемещаются совместно с ползунами. При этом рычаги подвески режущих головок 12 и 13 сходятся (расходятся), изменяется расстояние между режущими головками 14, кото0 рые автоматически настраиваются на минимальный съем стружки.
Гайки 8 и 9 выполнены разрезными, что исключает наличие зазоров между гайками
5 и винтом 7. Отсутствие зазоров позволяет производить переустановку режущих головок с большой точностью, что дает возможность задавать минимальный припуск для обработки заготовки.
Трудоемкость изготовления заявляемо- то устройства ниже по сравнению с прототипом, т, в. прототип содержит гораздо большее количество довольно сложных в изготовлении деталей {сварные детали и детали вращения, кулачковые механизмы и др.). Существенно уменьшается расход древесины за счет получения максимального размера по ширине клепки (размеры готовой клепки максимально приближены к размерам заготовки), а также, за счет того, что при настройке режущих головок снижается минимальный припуск на строжку.
формула изобретения Устройство для обработки клепки бочек, включающее основание с режущими го0
ловками и ползунами, механизм установки режущих головок на ширину клепки, узел замера ширины заготовки с толкателями, центрирующий механизм с линейкой и привод, отличающееся тем, что, с целью экономии древесины за счет повышения точности установки головок на ширину заготовки, механизм установки режущих голо - BOX на ширину заготовки выполнен в виде левой и правой винтовых пар, которые размещены соосно, при этом гайки винтовых пар связаны с ползунами, узел замера ширины заготовки выполнен в виде датчика угла повтора и щупа, при этом датчик связан с приводом, а щул установлен на линейке.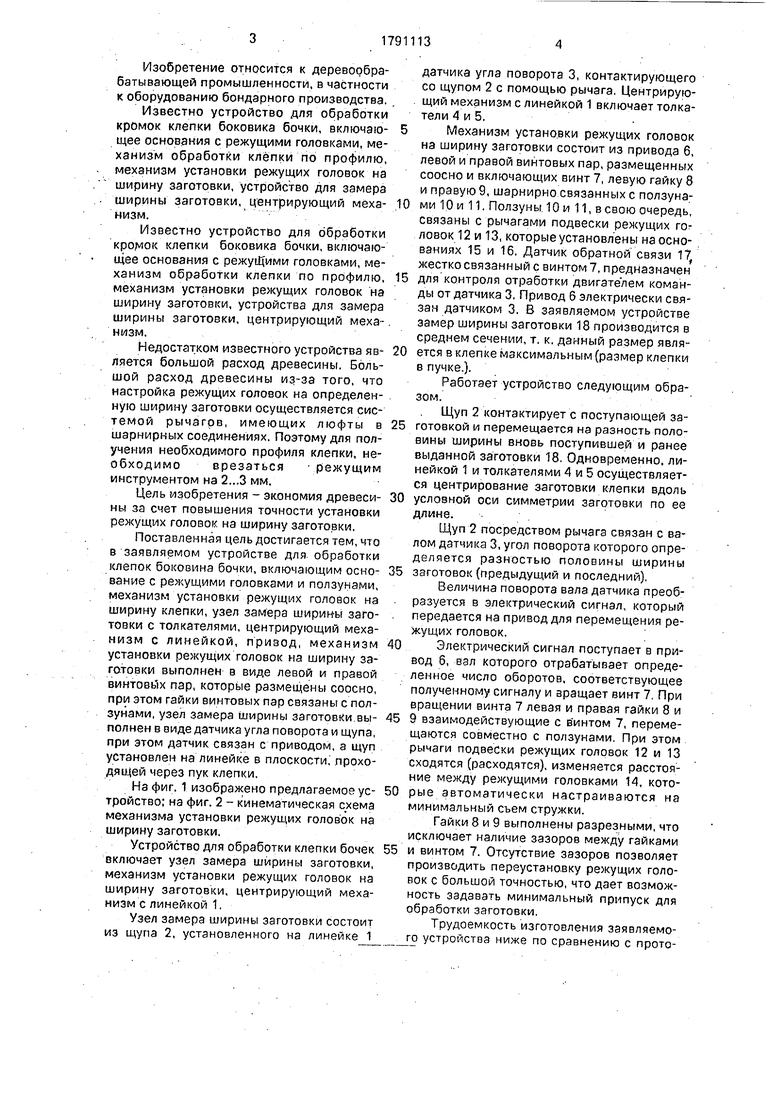
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки режущих головок | 1978 |
|
SU688330A1 |
| Линия для изготовления доньев бочек | 1983 |
|
SU1147566A1 |
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| Способ обработки клепки бочек | 1990 |
|
SU1742052A1 |
| Станок для сборки остовов бочек | 1989 |
|
SU1703458A1 |
| Сверлильно-фрезерный деревообрабатывающий станок | 1982 |
|
SU1115903A1 |
| Устройство для установки режущих головок | 1984 |
|
SU1234189A1 |
| Линия укупорки бочек | 1979 |
|
SU878580A1 |
| Устройство для поштучной выдачи заготовок | 1989 |
|
SU1708615A1 |
| УСТРОЙСТВО ДЛЯ ХРАНЕНИЯ И РОЗЛИВА ЖИДКИХ ПРОДУКТОВ | 1999 |
|
RU2152895C1 |
Использование: в деревообрабатывающей промышленности. Сущность изобретения: устройство для обработки клепки бочек включает узел замера ширины заготовки, механизм установки режущих головок, центрирующий механизм с линейкой 1, щуп 2, датчик 3 угла поворота, толкателями 4 и 5 привод. Щуп 2 контактируете поступающей заготовкой и перемещается на разность половины ширины вновь поступившей заготовки, при этом одновременно линейкой 1 и толкателями 4 и 5 выполняют центрирование заготовки клепки вдоль условной оси симметрии заготовки по ее длине. 2 ил.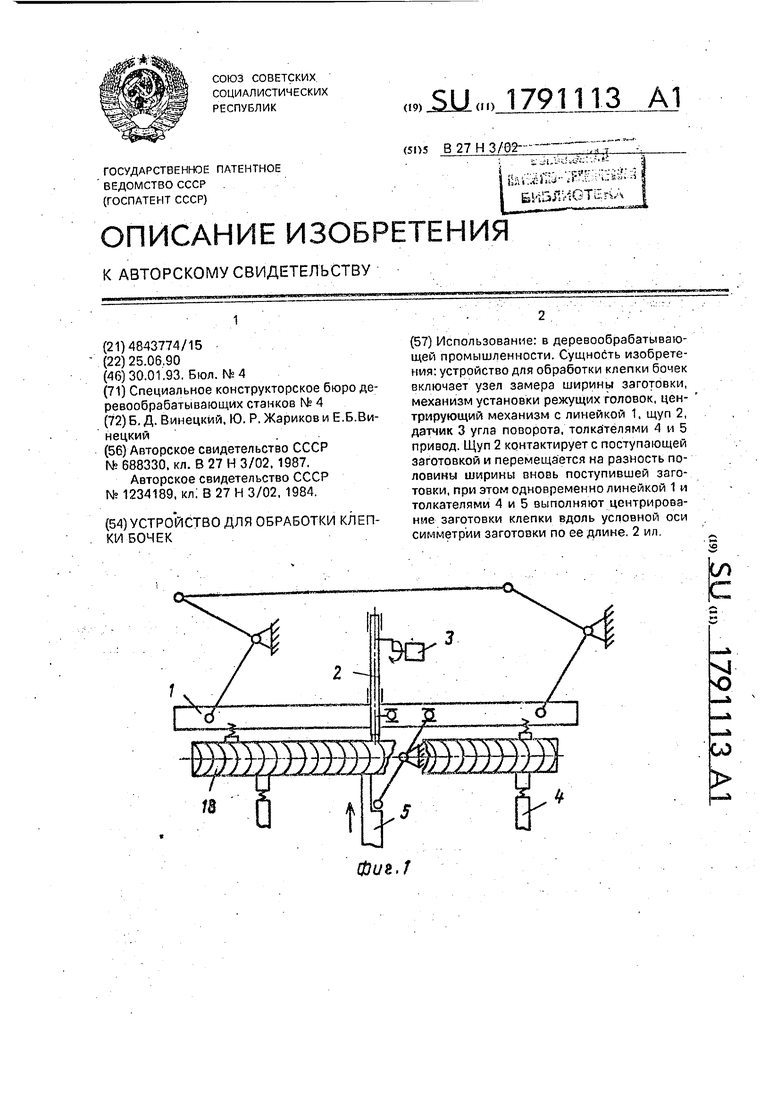
Фиг, 2
| Устройство для установки режущих головок | 1978 |
|
SU688330A1 |
| кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для установки режущих головок | 1984 |
|
SU1234189A1 |
