Изобретение относится к машиностроению и может быть использовано для обработки поверхностей вращения крупногабаритных деталей типа бандажей вращающихся печей в предмонтажный и ремонтный периоды.
Известно устройство для проточки крупногабаритных вращающихся деталей. Устройство выполнено в виде подвесной рамы с опорными роликами, предназначенными для перемещения в кольцевых направляющих, выполненных на детали. На раме установлена каретка, несущая суппорт, движение подачи которому передается через винтовую передачу от фрикционного ролика, взаимодействующего с вращающейся деталью.
Недостатком указанного устройства является необходимость двух кольцевых направляющих на торцевых поверхностях детали, обработать которые является трудновыполнимой задачей.
Наиболее близким техническим решением к изобретению является устройство для обработки поверхностей вращения крупногабаритных деталей. Устройство содержит основание с опорными роликами, шарнирно установленную на основании раму с размещенными на ней суппортом с резцом и ходовым винтом подачи резца. К гайке ходового винта прикреплена винтами опора в виде съемного упругого башмака.
Недостатками известного устройства являются невысокие точность и качество обработки деталей на нем. Это объясняется тем, что конструкция известного устройства не исключает возможность осевых перемещений обрабатываемой детали при вращении ее на опорных роликах, что ведет к прерывистому резанию и отрицательно сказывается на точности и качестве обработанной детали.
Цель изобретения повышение качества и точности обработки за счет исключения относительного перемещения обрабатываемой детали и режущего инструмента.
Это достигается тем, что в модуле для обработки поверхностей вращения бандажей, содержащем основание с закрепленными на нем базовыми приводными роликами, базирующей опорой, несущей суппорт с режущим инструментом, установленный на опоре с возможностью продольного перемещения, и механизм прижатия, согласно предлагаемому изобретению оси базовых приводных роликов наклонены относительно горизонтальной плоскости на угол 3o в сторону упорного ролика, закрепленного на основании, а механизм прижатия выполнен в виде наклонной четырехгранной призмы, ребрами которой являются гидроцилиндры, гильзы которых закреплены сферическими шарнирами на основании, а штоки такими же шарнирами связаны с базирующей опорой, состоящей из двух призм, связанных балкой с установленным на ней суппортом.
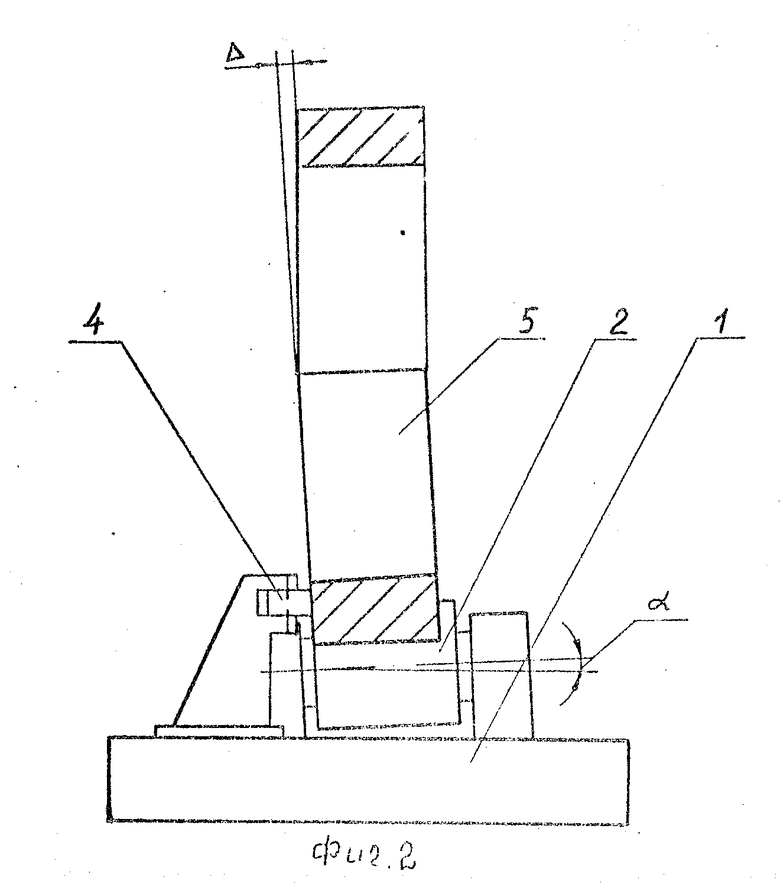
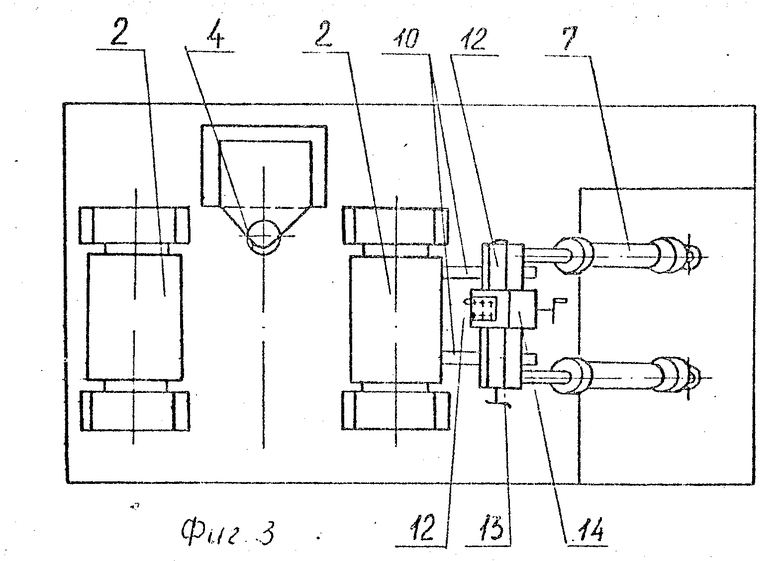
На фиг. 1 изображен модуль для обработки поверхностей вращения бандажей; на фиг.2 то же, вид сбоку; на фиг. 3 то же, вид сверху.
Модуль содержит основание 1, на котором закреплены с возможностью вращения базовые приводные ролики 2 и механизм прижатия 3. Оси базовых приводных роликов 2 наклонены на угол 3o. Выбор величины угла наклона, равной 3o, объясняется тем, что при таком угле наклона осевая составляющая силы тяжести бандажа вращающегося на роликах 2 будет не меньше силы трения, и за счет этого бандаж будет иметь постоянное в осевом направлении положение.
Расчет величины угла наклона произведен из условия равенства осевой составляющей силы тяжести и силы трения, т.е.
Fтр= G•cosα•f=G•sinα,
где Fтр сила трения, равная G•cosα•f;
G вес бандажа;
α угол наклона осей базовых приводных роликов;
f коэффициент трения движения, равный  ;
;
fo коэффициент трения покоя "сталь по стали", равный 0,15;
Произведя математические вычисления, имеют
tg α = 0,55; α = 3°.
В плоскости нижних торцев базовых приводных роликов 2 жестко закреплен на основании 1 упорный ролик 4 для контакта с торцем обрабатываемого бандажа 5.
Механизм прижатия 3 состоит из четырех гидроцилиндров 6 и 7, оси которых являются ребрами наклонной призмы. Два длинных гидроцилиндра 6 и два коротких гидроцилиндра 7 связаны сферическими шарнирами 8 с основанием 1 и базирующей опорой 9. Базирующая опора 9, предназначенная для взаимодействия с обрабатываемым бандажем 5, выполнена из двух призм 10, жестко связанных между собой балкой 11. Такое выполнение и крепление базирующей опоры дает ей шесть степеней свободы, что позволяет ей сопровождать возможные перемещения обрабатываемого бандажа, как осевые, так и радиальные.
На верхней плоскости балки 11 имеются направляющая 12 и механизм 13 продольного перемещения суппорта 14. На суппорте 14 закреплен режущий инструмент 15.
Модуль для обработки поверхностей вращения бандажей работает следующим образом.
Обрабатываемый бандаж 5 устанавливается на наклонные базовые приводные ролики 2 таким образом, чтобы его торец касался упорного ролика 4. Затем включается вращение базовых приводных роликов 2, которые, вращаясь в одну сторону, сообщают вращение обрабатываемому бандажу 5. При вращении вследствие отклонения торцевых поверхностей от плоскости бандаж 5 начинает описывать винтовую траекторию в пространстве и стремится переместиться вдоль осей базовых приводных роликов 2, например, в сторону, противоположную расположению упорного ролика 4. Однако вследствие расположения базовых приводных роликов 2 с углом наклона α = 3° относительно горизонтальной плоскости, осевая составляющая силы тяжести обрабатываемого бандажа, превышающая силу трения, постоянно возвращает бандаж 5 до контакта с упорным роликом 4.
Таким образом, обрабатываемый бандаж 5 после начала вращения оказывается постоянно прижатым к упорному ролику 4, т.е. исключено осевое смещение его по базовым приводным роликам 2. Обеспечение стабильного положения в осевом направлении позволяет начать механическую обработку поверхности вращения.
Для этого включается механизм прижатия 3 базирующей опоры 9 к поверхности вращения обрабатываемого бандажа. Призма 10 одновременно за счет жесткой связи посредством балки 11 прижимается рабочими плоскостями к обрабатываемой поверхности. Далее механизмом 13 продольного перемещения суппорт 14 по направляющей 12 выставляется в крайнее левое положение, режущий инструмент 15 подводится к обрабатываемой поверхности, устанавливается необходимая глубина резания и включается продольная подача.
За счет крепления гидроцилиндров 6 и 7 сферическими шарнирами 8 на основании 1 и на базирующей опоре 9 и прижатия базирующей опоры 9 к обрабатываемой поверхности обеспечиваются постоянный контакт режущего инструмента 15 с обрабатываемой поверхностью и стабильная рабочая подача в процессе резания.
Шарнирная установка механизма прижатия, обеспечивающая постоянный контакт базирующей опоры с обрабатываемой поверхностью, позволяет обрабатывать бандажи с отклонениями поверхности вращения от цилиндрической формы и отклонениями торцев от плоскостности. Угол наклона осей базовых приводных роликов α = 3° исключает относительные смещения режущего инструмента и обрабатываемой детали, что способствует повышению качества и точности обработки поверхности вращения бандажа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Металлорежущий станок для обработки отверстия ступицы железнодорожных колес | 2023 |
|
RU2809883C1 |
| СПОСОБ ОБРАБОТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ГОЛОВКИ РЕЛЬСА НА РЕЛЬСОФРЕЗЕРНОМ СТАНКЕ И РЕЛЬСОФРЕЗЕРНЫЙ СТАНОК | 2001 |
|
RU2201318C2 |
| СПОСОБ ПОПЕРЕЧНОЙ РАСПИЛОВКИ ЗАГОТОВОК И СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2057639C1 |
| ПОРТАЛЬНЫЙ ТОКАРНЫЙ СТАНОК НЕПРЕРЫВНОГО ДЕЙСТВИЯ, ПРЕДНАЗНАЧЕННЫЙ ДЛЯ ОБРАБОТКИ КОЛЕСНЫХ ПАР | 1995 |
|
RU2132255C1 |
| ЭЛЕКТРОКОНТАКТНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ БАНДАЖЕЙ КОЛЕСНЫХ ПАР | 1995 |
|
RU2085346C1 |
| Станок для суперфинишной обработки желоба кольца шарикового подшипника | 1980 |
|
SU918058A1 |
| УСТРОЙСТВО ДЛЯ РЕМОНТА ОПОРНОЙ ШЕЙКИ РОТОРА ТУРБОАГРЕГАТА | 2000 |
|
RU2187187C2 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1988 |
|
SU1627384A1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР | 1998 |
|
RU2126313C1 |
Изобретение относится к машиностроению, используется для обработки крупногабаритных деталей, например бандажей цементных печей, в предмонтажный и ремонтный периоды. Модуль содержит основание 1, на котором закреплены базовые приводные ролики 2, оси которых наклонены под углом 3 o относительно горизонтальной плоскости. В плоскости нижних торцев роликов 2 закреплен на основании упорный ролик 4. Установка роликов 2 с наклоном обеспечивает постоянный контакт упорного ролика 4 с торцем обрабатываемого бандажа 5. Модуль имеет базирующую опору 9, выполненную из двух призм, связанных балкой 11. По направляющей, размещенной на верхней плоскости балки 11, перемещается суппорт 14 с режущим инструментом 15. Базирующая опора 9 прижимается к обрабатываемой поверхности механизмом прижатия 3. Он состоит из четырех гидроцилиндров 6 и 7, закрепленных с помощью сферических шарниров 8 на основании 1 и на базирующей опоре 9. 3 ил.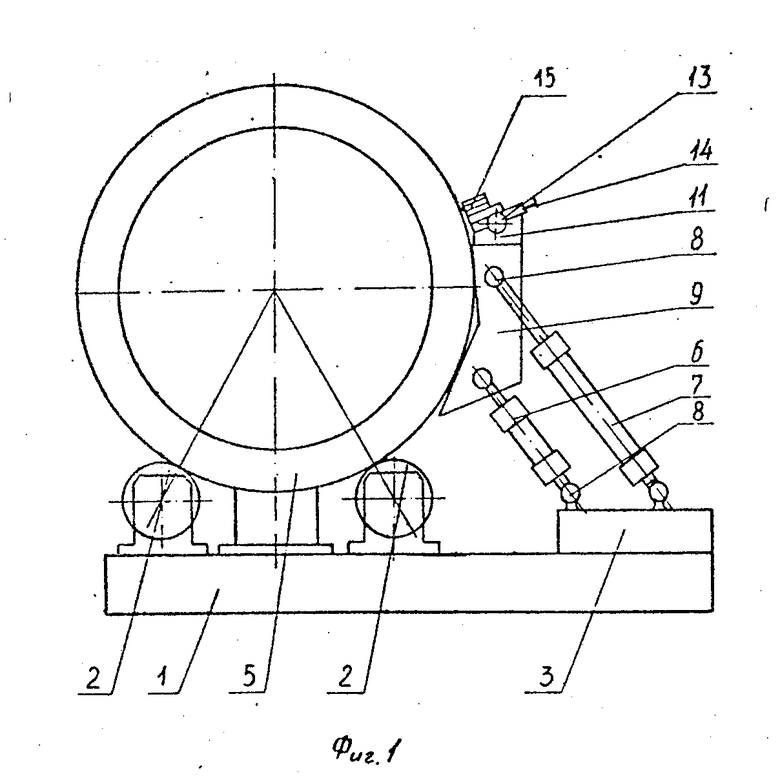
Модуль для обработки поверхностей вращения бандажей, содержащий основание с закрепленными на нем базовыми приводными роликами, базирующую опору, несущую суппорт с режущим инструментом, установленный на опоре с возможностью продольного перемещения, и механизм прижатия, отличающийся тем, что, с целью повышения качества и точности обработки за счет исключения относительного перемещения обрабатываемого бандажа и режущего инструмента, оси опорных роликов наклонены относительно горизонтальной плоскости на угол 3o в сторону упорного ролика, закрепленного на основании, а механизм прижатия выполнен в виде наклонной четырехгранной призмы, ребрами которой являются гидроцилиндры, гильзы которых закреплены сферическими шарнирами на основании, а штоки такими же шарнирами связаны с базирующей опорой, состоящей из двух призм, жестко связанных между собой балкой с установленным на ней суппортом.
| Устройство для обработки поверхностей вращения крупногабаритных деталей | 1987 |
|
SU1449239A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
