Изобретение относится к машиностроению и может быть использовано при отделочной обработке наружных поверхностей тел вращения, например плунжеров сква- жинных насосов.
Целью изобретения является повышение производительности обработки путем автоматизации ее цикла.
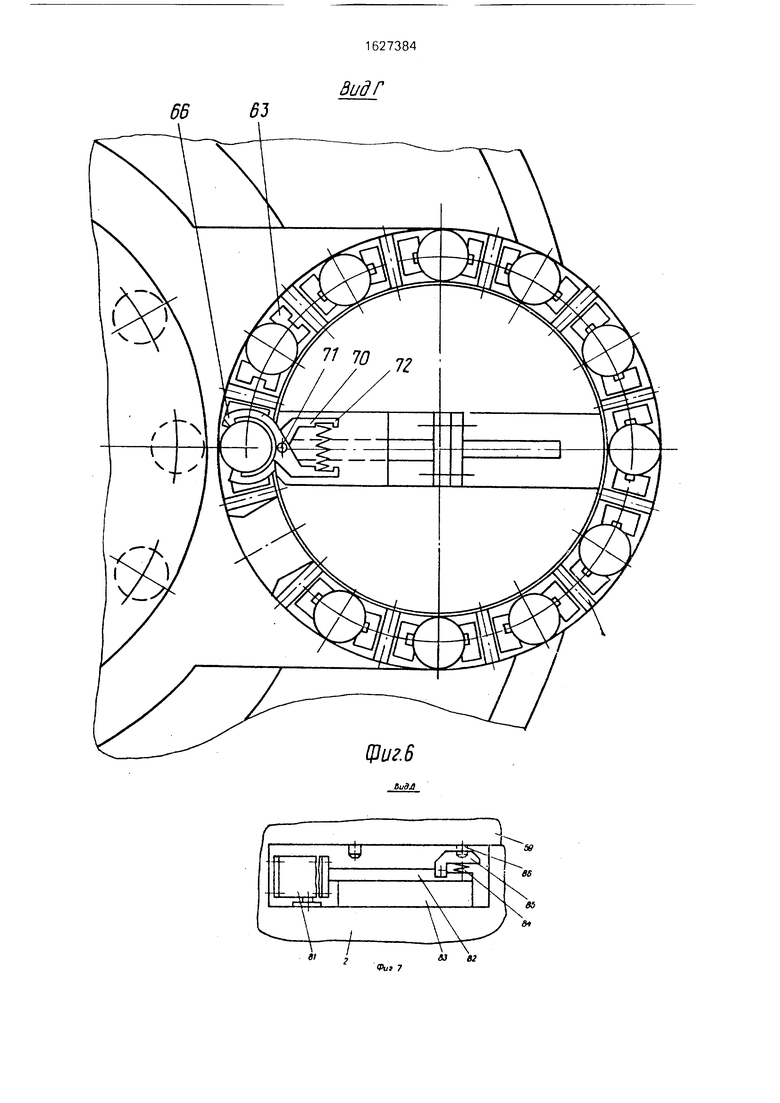
На фиг.1 изображено устройство, разрез, на фиг.2 -тоже, с вырывами по сечению инструмента и по сечени механизма подачи брусков, вид в плане; на фиг.З - разрез А-А на фиг.1 (нижнее положение суппорта 9): на фиг.4 - разрез Б-Б на фиг.2; на фиг.5 разрез В-В на фиг.2; на фиг 6 - вид Г на фиг 5; на фиг.7 - вид Д на фиг.5, на фиг.8 - вид Е на фиг.5, на фиг 9 - разрез Ж-Ж на фиг.2.
Устройстсо состоит из основания 1, на котором установлена станина 2 со встроенной полой колонной 3. На наружной поверхности нижней части колонны на упорном подшипнике 4 установлено зубчатое колесо 5, входящее в зацепление с шестерней 6
Станина 2 закрыта крышкой 7, в цилиндрических проточках которой установлены нижние центры 8, кинематически связанные с шестерней 6. На центр 8 установлена ьтулка 9, выталкиваемая пружиной 10
о
N)
ч
W 00
Јь
На верхней части колонны 3 размещена плита 11, в цилиндрических расточках которой установлены подпружиненный верхний центр 12 и подпружиненный ролик 13, кинематически связанный с центром 12 с помощью рычага 14, сидящего на оси 15, байонегной фиксирующей втулки 16 и упора 17.
Внутри полой колонны встроен гидроцилиндр 18 - механизм возвратно-поступательного перемещения, который с помощью штока 19 гидроцилиндра и пленки 20 связан с суппортом 21.
В суппорте 21 (фиг,2) на оси 22 установлена хонголовка 23, выполненная в виде двух раскривпющихся челюстей со встроенными л/и.-, иными брусками 24.
Радиальная подача брусков осуществляется механизмом подачи, состоящим из линейки 25 с грузом 26, сидящих на оси 27.
На конце линийки установлен ролик 28, контактирующий с копиром 29, размещенным на стойке между станиной 2 и плитой 11.
Для удержания в одном положении линейки 25 с грузом 26 предусмотрены фиксирующий подпружиненный кулачок-храповик 30 (фиг.2), жестко закрепленный на оси 27 кулачок 31, защелка 32, рычаги 33, шайбы с внутренней нытомкой 34.
Механизм разжима челюстей хонголовки 23 размещен в ходовом суппорте 21.
Раскрытие челюстей хонголовки 23 происходит оьтоматически от действия клина 35 (фиг.2 и 3), взаимодействующего с подпружиненным упором 36, размещенным в крышке 7, и штыря 37 (фиг.2), жестко укрепленного на оси 27, которая размещена в корпусе 38.
Возврат клина 35 осуществляется за счет пружины 39. а пружины 40, встроенные в°корпус суппорта 21, возвращают челюсти хонголовки 23 в исходное положение.
Пара кулачков 41, сидящих на двух челюстях хонголовки 23, и копир 42 препятствуют раскрытию челюстей во время работы.
Клин 35 фиксируется в верхнем положении стопором 43 при помощи пружины 44. Отжим стопора 43 происходит при помощи кулачка 45, взаимодействующего с упором 36, воспринимающим усилие от пружины 46.
Каждая челюсть хонголовки 23 состоит из корпуса 47, выполненного с пазами, в которых размещены клинья 48 с напаянными алмазными брусками 24, имеющими возможность радиального перемещения в них с помощью пружин 49 и специальных болтов 50. Подвижные в осевом направлении клинья 51 связаны с механизмом 52 настройки алмазных брусков, выполненным в виде тяг 53, жестко соединенных с клиньями 51, воспринимающих индивидуальное усилие от пружин 54.
Тяги 53 после настройки алмазных брусков 24 по шаблону фиксируются винтами 55. Механизм подачи алмазных брусков 24 состоит из шайбы 56, сидящей на втулке 57 и взаимодействующей с роликами 58 (фиг,2),
0 На станине 2 смонтировано поворотное транспортное устройство-накопитель, состоящее из основания 59, на котором базируется опорное кольцо 60, несущее обрабатываемые заготовки-плунжера 61.
5 На кольце 60 установлена съемная кольцевая тара 62 с прорезью, предназначенной для загрузки и выгрузки заготовок 61. Заготовки удерживаются в таре 62 с помощью подпружиненных призм 63.
0На основании 59 установлен механизм
64 захвата и перемещения заготовок, состоящий из цилиндра 65, захватов 66, перемещающихся по направляющим 67, На верхней части механизма 64 установлен
5 подпружиненный с помощью пружины 68 копир 69, контактирующий с роликом 13.
Захват 66 состоит из клещей 70, сидящих на оси 71 и воспринимающих усилие пружины 72 (фиг.6).
0Механизм поворота опорного кольца 6
с кольцевой тарой 62, загруженной заготовками 61, происходит с помощью гидроцилиндра 73 (фиг.5 и 8), штока 74, движущегося по опоре штока 75, пружин 76, захвата 77,
5 западающего в пазы 78, выполненные в кольце 60.
Фиксация поворота кольца 60 относительно оси транспортного устройства осуществляется с помощью подпружиненного
0 фиксатора 79, размещенного в основании 59, а фиксация поворота транспортного устройства относительно оси автомата с помощью пальца 80 и поворот его осуществляется с помощью цилиндра 81,
5 жестко установленного на станине 2, штока 82, опоры штока 83, пружины 84, толкателя 85, штырей 86. Поворотное устройство снабжено копиром 87, контактирующим с рычагом 88, размещенным в подпружиненном
0 упоре 36.
Автомат работает следующим образом. Описываем цикл работы автомата с учетом загруженности поворотного транспортного устройства заготовками-плунже5 рами 61.
Включается автоматический цикл: гидроцилиндр 65 механизма 64 захвата и поддержания заготовок 61 перемещает по направляющим 67 захваты 66. При этом подпружиненный копир 69, опережая захваты 66, надавливает на ролик 13. который при помощи рычага 14 поднимает верхний центр 12 и фиксирует его в верхнем положении с помощью байонетной втулки 16 и упора 17. Захватив плунжер, захваты 66 подают и его на рабочую позицию. В этот момент, копир 87 отводит рычаг 88 и дает возможность упору 36 (фиг.З) приподнять клин 35 при движении суппорта 21 в нижнее положение, утопить бруски 24 и развести челюсти хонголовки 23, что позволяет, не прекращая возвратно-поступательного перемещения суппорта 21 вместе с другими хонголовками, и не прекращая работы на других позициях, произвести установку или смену заготовки на данной позиции.
Затем подается команда и цилиндр 65 отводит захваты 66 от плунжера G1 в исходное положение, а при повороте транспортного устройства на следующую рабочую позицию автомата копир 87, освобождая рычаг 88, дает возможность пружине 46 сдвинуть упоо 36 вправо (см. фиг 3) и отвести кулачком 45 стопор 43. освободив клин 35, который при помощи пружины 39 опустится вниз и даст возможность пружинам 40 свести челюсти хонголовки 23, а линейке 25 с грузом 26 воздействуя па клинья 51, и тем самым подавая алмазные 6pyi ки 24 на контакт с плун ером 61, производить лбра ботку.
Первоначально алмазные бруски 24 нз- паянные на клинья 48 устанавливаются в пазы корпуса 47 при отведенных клиньях 51 (на фиг 4) в крайнее правое положение и фиксируются специальными болтами 50 при помощи пружин 49.
Пружины 54 подожмут клинья 51 и 48 совместно с алмазным бруском 24 к шаблону. Затем винтом 55 зафиксируются тяги 53 Таким образом, алмазные бруски 24 будут точно установлены в необходимом соложении. При перемещении суппорта 21 о нижнее положение ролик 28, сидящий на линейке 25, будет приподниматься при HJ- катывании на копир 29. Таким образом износ алмазных брусков все время будет компенсироваться, а груз 26 будет создавать постоянное усилие через алмазные бруски 24 на обрабатываемый плунжер 61.
При окончании обработки (смене обработанной детали на заготовку) захваты 66 возьмут плунжер 61, одновременно выталкивающая втулка 9 приподнимет плунжеры
61 над нижним центром 8.
Микровыключатель (не показан) включает механизм поворота - цилиндр 73, который при помощи захвата 77, запавшего в
паз 78, повернет кольцо 60 с тарой 62 на один шаг и захваты 66 установят плунжер в свободную позицию тары 62. где и зафигс и- руются подпружиненными призмами 63 Цилиндр 65 отведет захваты 66 в исходное
положение. Включается обратный ход механизма 64 захвата и поддержания заготовок захваты 66 возьмут следующую заготовку- плунжеры с установленной позиции и подадут ее в рабочую зону, повторяя весь цикл обработки. После того, как загружена очередная рабочая позиция автомата, подается сигнал и механизм 81 поворота транг ортнот стр ,i ства-накопителя поворачиваете0 вокруг ь р .р кальной оси автомата что позволяет ho i к им.
производительность процесса обрубом и
Формула изобретения
Устройство для отделочной пбрт1 -инаружных поверхностей тел r-ipai нич f держащее основание с расположенными и нем с возможностью возвратно постуш тельного движения суппортом пригодными центрами и неподвижной пяпто1 с n.vir
щепными на ней хонголовками с русч , установленными с возможностью i ,ii него перемещения отличл ощ( T -i что с целью повышения произро - ivu сти обработки путем звтомтпп тип (ie им1
ля неподвижная п л итп /с i а н п г , вертикально относительна осмсшан,- суппорт выпол IGH многопо-ищипнни н установлен на плите с возмо ксост ью OCVF r i о перемещения, при том к а ж,ч ы из хонгсли
вок выполнена в виде дв подвижных п окружном направлении дугообразных частей, установленных на одной оси со встроенными в них брусками, и размещена на суппорте а устройство дополнительно
снабжено поворотным узлом, выполненном в виде размещенной на вращающемся кольце многоместной кольцевой тары с подпружиненными призмами и поворотной плиты с установленным на ней с возможностью перемещения по направляющим механизмам захвата, причем поворотный узел кинематически связан посредством дополнительно введен юго и устройство ричсжно- клинойого механизма с суппортом.
15 I
Ш31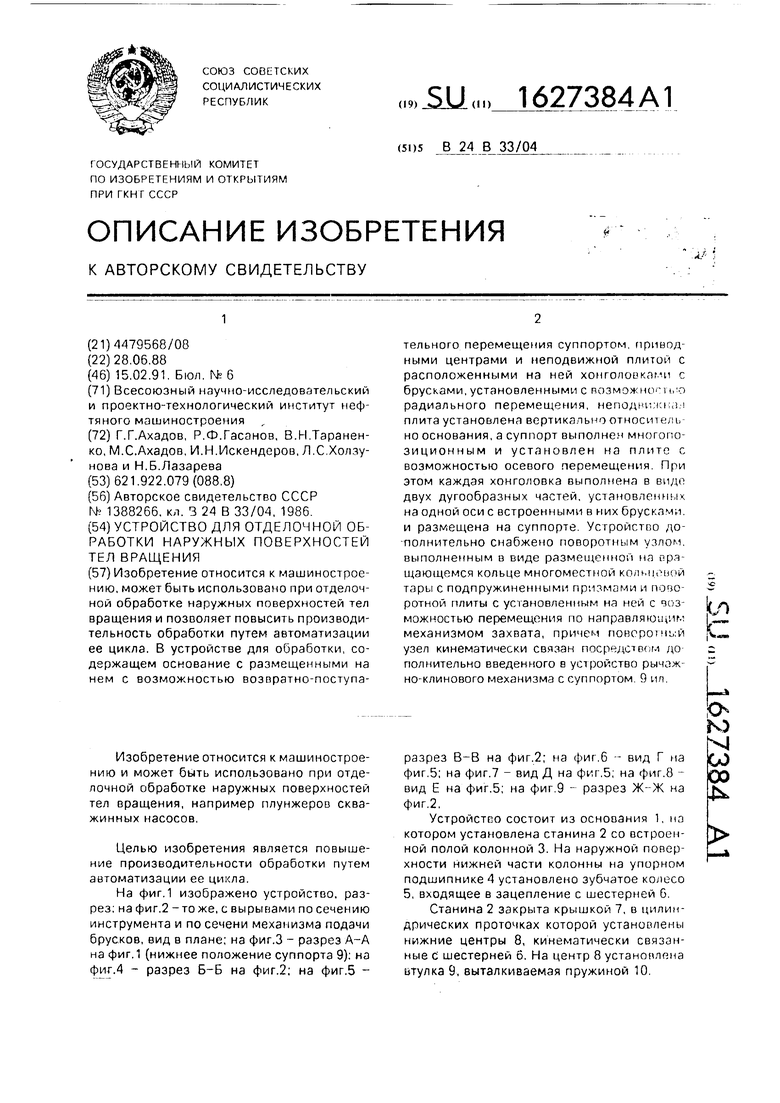
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1986 |
|
SU1388266A1 |
| Многопозиционный станок | 1983 |
|
SU1146177A1 |
| Устройство для хонингования длинномерных цилиндров | 1988 |
|
SU1604576A1 |
| Устройство для хонингования наружных поверхностей | 1987 |
|
SU1530419A1 |
| Устройство для изготовления поковок | 1988 |
|
SU1593736A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Устройство для механической обработки деталей преимущественно пустотелых | 1983 |
|
SU1356953A3 |
| РОТАЦИОННО-ОБЖИМНОЙ АВТОМАТ НЕПРЕРЫВНОГО | 1966 |
|
SU179739A1 |
| СПОСОБ ВИБРАЦИОННОГО ХОНИНГОВАНИЯ С ГИДРОУДАРОМ | 2001 |
|
RU2192954C1 |
| Устройство для внутреннего хонингования длинномерных цилиндров | 1988 |
|
SU1604575A1 |



Изобретение относится к машиностроению, может быть использовано при отделочной обработке наружных поверхностей тел вращения и позволяет повысить производительность обработки путем автоматизации ее цикла. В устройстве для обработки, содержащем основание с размещенными на нем с возможностью возвратно-поступательного перемещения суппортом приводными центрами и неподвижной плитой с расположенными на ней хонголовкагт с брусками, установленными с возможно ь о радиального перемещения, неподни i i л плита установлена вертикатьно относит ель но основания, а суппорт выполнен многомо- зиционным и установлен на плите с возможностью осевого перемещения При этом каждая хонголовка выполнена в виде двух дугообразных частей, установленных на одной оси с встроенными в них брусками и размещена на суппорте Устройство дополнительно снабжено поворотным узлом выполненным в виде размещенной на оря щающемся кольце многоместной кольцевой тары с подпружиненными призмами и пооо ротной плиты с установленным на ней с виз можностью перемещения по направляющим механизмом захвата, причем поворот чьи узел кинематически связан посредством до полнительно введенного в устройство рычаж но-клинового механизма с суппортом 9 ил ь с
т1
фиг,-/
зо 31 зг
tz
2li
Я 33 35 37 Z7 Зв 12 21354740 ТО 87
(Риг г
А -А
21
1627384
56
Фиг 4
ъ
т сю со г- см to
ВидГ
81
Щи г. 6
Фиг 7
Фиг 9
bud Б
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1986 |
|
SU1388266A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
