Изобретение относится к машиностроению, в частности к механизированному шлифованию алмазными кругами на металлической связке, и может быть использовано для оперативного контроля и правки режущей части этих кругов.
Известен способ шлифования алмазными кругами на металлической связке, согласно которому на рабочую поверхность круга (РПК) направляют постоянный поток света, регистрируют отраженный световой поток и о степени затупления круга судят по величине отраженного потока, сравнивают эту величину с заданной и управляют процессом электрохимического воздействия на РПК в зависимости от полученного закона рассогласования. Это позволяет стабилизировать величину выступания зерен на РПК в процессе обработки.
Однако применение жидкой технологической среды, которая используется в качестве электролита для правки шлифовального круга и подается также в зону шлифования, приводит к образованию брызгового потока и аэрозоля. Кроме того, в окружающую шлифовальный круг среду попадают продукты диспергирования (частицы обрабатываемого материала) и износа шлифовального круга.
Наличие перечисленных факторов искажает (изменяет) оптические свойства среды, через которую проходят падающий и отраженный световые потоки, что не позволяет объективно оценить оптические свойства рабочей поверхности шлифовального круга. Еще более усугубляет условия реализации способа-прототипа нестабильность во времени и пространстве оптических свойств прилегающей к РПК окружающей среды, которая вызывается целым рядом технологических факторов процесса шлифования, например, такими как неравномерности припуска, скорости истечения жидкости и ее расхода, реверс вспомогательного относительного движения (продольной подачи), изменение размера детали и т.д.
Цель изобретения повышение точности.
Это достигается тем, что в известном способе контроля режущей способности и правки шлифовального алмазного круга на металлической связке, при котором на рабочую поверхность круга подают контрольный луч и фиксируют параметры отраженного луча, правку производят электрохимическим методом при помощи дополнительного электрода-инструмента, а режимы правки регулируют в зависимости от параметров отраженного луча, согласно данному изобретению.
Направленный и отраженный световые потоки располагают коаксиально с потоками оптически однородной прозрачной газообразной среды и перемещают последнюю в направлении рабочей поверхности круга (РПК).
Световой поток направляют на участок РПК, отстоящий от места подачи электролита (технологической среды) в направлении попутного движения РПК на угловом расстоянии более 180о.
Оптически однородную прозрачную газообразную среду подают со скоростью, превышающей линейную скорость РПК в 1,5-2,0 раза.
Расположение направленного и отраженного световых потоков коаксиально с потоками оптически однородной прозрачной газообразной среды и перемещение последней в направлении РПК позволяет исключить попадание в зону действия световых потоков частиц, оптически отличающихся окружающей среды, которые могут изменить интенсивность световых потоков.
Направление светового потока на участок РПК, отстоящий от места подачи электролита (технологической среды) в направлении попутного движения РПК на угловом расстоянии более 180о практически исключает (снижает) попадание (вероятность попадания) в зону действия световых потоков перемещающихся под действием центробежной силы и увлекаемых поверхностью круга потоков жидкости.
Подача оптически однородной прозрачной газообразной среды со скоростью, превышающей скорость движения РПК в 1,5-2,0 раза, позволяет удалить с РПК продукты шлифования, изменяющие (искажающие) оптические свойства поверхности. Все это повышает точность контроля.
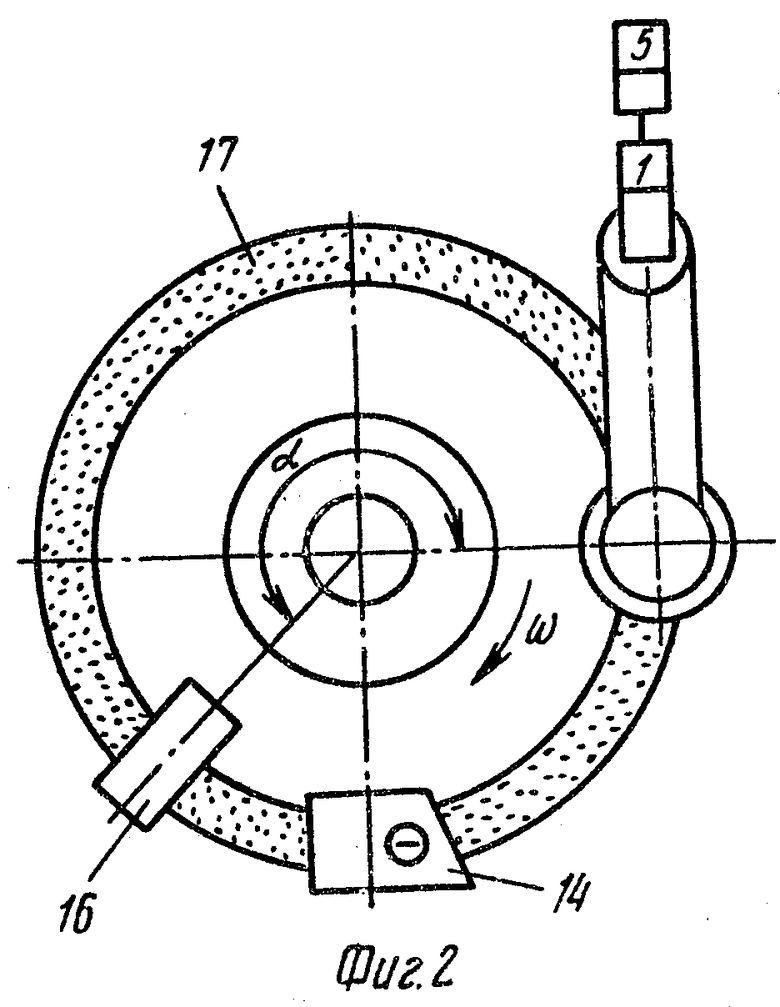
На фиг.1 представлена схема реализации способа; на фиг.2 то же, вид сбоку.
Устройство, реализующее способ, включает в себя источник света 1, фоторезистор 2, линзы 3 и 4, источник стабилизированного питания 5 и 6, потенциометр 7, блок сравнения 8 и усилитель 9. Кроме этого, устройство содержит реле времени 10, регулятор напряжения 11, источник питания цепи электрохимического воздействия на круг 12, рабочий орган 13, связанный с электpодом-инструментом 14, осуществляющим правку шлифовального круга 15 в процессе обработки детали 16 алмазными зернами 17 круга 15.
Дополнительно устройство снабжено источником сжатого воздуха (компрессором) 18 и системой цилиндрических каналов 19 для подачи воздуха на рабочую поверхность круга (РПК), а также дросселем 10 для регулировки скорости потока.
Световой поток от источника 1, запитанного от источника стабилизированного питания 5, через линзу 3 направляют под углом падения больше 0о и меньше 90о на рабочую поверхность круга (РПК). Рассеянную от РПК часть светового потока фокусируют линзой 4 на поверхность фоторезистора 2, электрическое сопротивление которого изменяется под их воздействием.
Питание электрической цепи фоторезистора 2 осуществляется источником стабилизированного питания 6.
Электрический сигнал, пропорциональный величине светового потока, отраженного на поверхность фоторезиста 2, подают через потенциометр 7 и усилитель 9 на блок сравнения 8, где его сравнивают с заданной величиной. При выявлении отклонения выдается команда рабочему органу 13 на изменение величины зазора между РПК 15 и электродом-инструментом 14 либо регулятору напряжения 11 на изменение величины напряжения источника питания 12 в цепи электрохимического воздействия на круг 15.
Направленный и отраженный световые потоки заключают в прямолинейные цилиндрические каналы 19, у которых выходные отверстия со стороны, обращенной к кругу, располагают в пограничном слое РПК и подают через эти каналы с противоположной стороны сжатый воздух от компрессора 18 со скоростью, регулируемой дросселем 20 и превышающей скорость вращения круга в 1,5-20,0 раза.
Кроме этого, участок РПК, на который подают световой поток, располагают от ближайшего места подачи технологической среды, в данном случае от обрабатываемой детали, куда локально подается технологическая среда в направлении попутного движения РПК на угловом расстоянии более 180о, alpha>>180о.
Технико-экономические преимущества изобретения по сравнению с прототипом заключаются в повышении точности способа и расширении области его применения в случае, когда плотность оптически неоднородной среды не позволяет использовать способ-прототип.
П р и м е р. Контроль режущей способности и правки шлифовального круга осуществляется при обработке инструментальной стали 9ХС, в частности при заточке по передней поверхности ножей бумагорезальных машин кругом 12А2х45 200х40х51х20х3 ЛКВ 200/160 Н04 100% с использованием электрохимического способа управления состоянием РПК автономным катодом. В качестве технологической среды применяется 3%-ный раствор кальцинированной соды.
Для контроля состояния РПК лазерный источник света размещают под углом 45о к поверхности круга и подают световой поток на участок, отстоящий от детали на угловом расстоянии 190о в направлении попутного движения круга. Отраженный и направленный световые потоки размещают в каналах, через которые в направлении РПК от компрессора подается сжатый воздух со скоростью 60 м/с. Поток воздуха удаляет из зоны действия световых потоков частицы, изменяющие их величину, что позволяет получить объективную оценку состояния РПК по тарировочным зависимостям. В соответствии с величиной интенсивности отраженного светового потока назначается соответствующий режим правки шлифовального круга, который определяется силой тока в межэлектродном зазоре. Например, электрическому сигналу, пропорциональному величине отраженного светового потока в 10 мА, соответствует сила тока в цепи правки Iупр.=3,5 А.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ РЕЖУЩЕЙ СПОСОБНОСТЬЮ АБРАЗИВНОГО КРУГА НА ТОКОПРОВОДЯЩЕЙ СВЯЗКЕ | 2004 |
|
RU2268119C1 |
| Способ электрохимической абразивной обработки детали шлифовальным кругом на токопроводящей связке | 2024 |
|
RU2822156C1 |
| Способ абразивного электрохимического шлифования деталей из жаропрочных сплавов с управляемой периодической очисткой токопроводящего шлифовального круга | 2024 |
|
RU2833201C1 |
| СПОСОБ АЛМАЗНО-ЭЛЕКТРОХИМИЧЕСКОГО ШЛИФОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ С НИЗКОЙ ТВЕРДОСТЬЮ | 2020 |
|
RU2737292C1 |
| КОНСТРУКЦИЯ КАТОДА ДЛЯ ПРАВКИ КРУГА ПРИ КОМБИНИРОВАННОЙ ЭЛЕКТРОАЛМАЗНОЙ ОБРАБОТКЕ | 2010 |
|
RU2446039C2 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| МЕТОД АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ПРАВКИ КРУГА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2304504C2 |
| Способ электрофизикохимической правки алмазных кругов | 1984 |
|
SU1255326A1 |
| СПОСОБ АБРАЗИВНОЙ ОБРАБОТКИ | 1990 |
|
RU2005588C1 |
| СПОСОБ ПРАВКИ ШЛИФОВАЛЬНОГО КРУГА | 2006 |
|
RU2317188C2 |
Использование: оперативный контроль за состоянием режущей способности и электрохимическая правка шлифовального круга на металлической связке. Сущность изобретения: на рабочую поверхность круга 15 падает луч источника 1 и, отразившись от него, попадает в приемник 4. По сигналу от последнего меняется режим правки круга при помощи электрода - инструмента. Для исключения попадания брызг электролита оба оптических потока помещены в цилиндрические каналы 19, по которым в направлении к рабочей поверхности круга подают струи оптически прозрачного газа. Скорость прозрачного газа превышает в 1,5 - 2,0 раза окружную скорость шлифовального круга. Зону контроля располагают на угловом расстоянии более 180 градусов от места подачи электролита на шлифовальный круг по ходу его вращения. 2 з.п.ф-лы, 2 ил.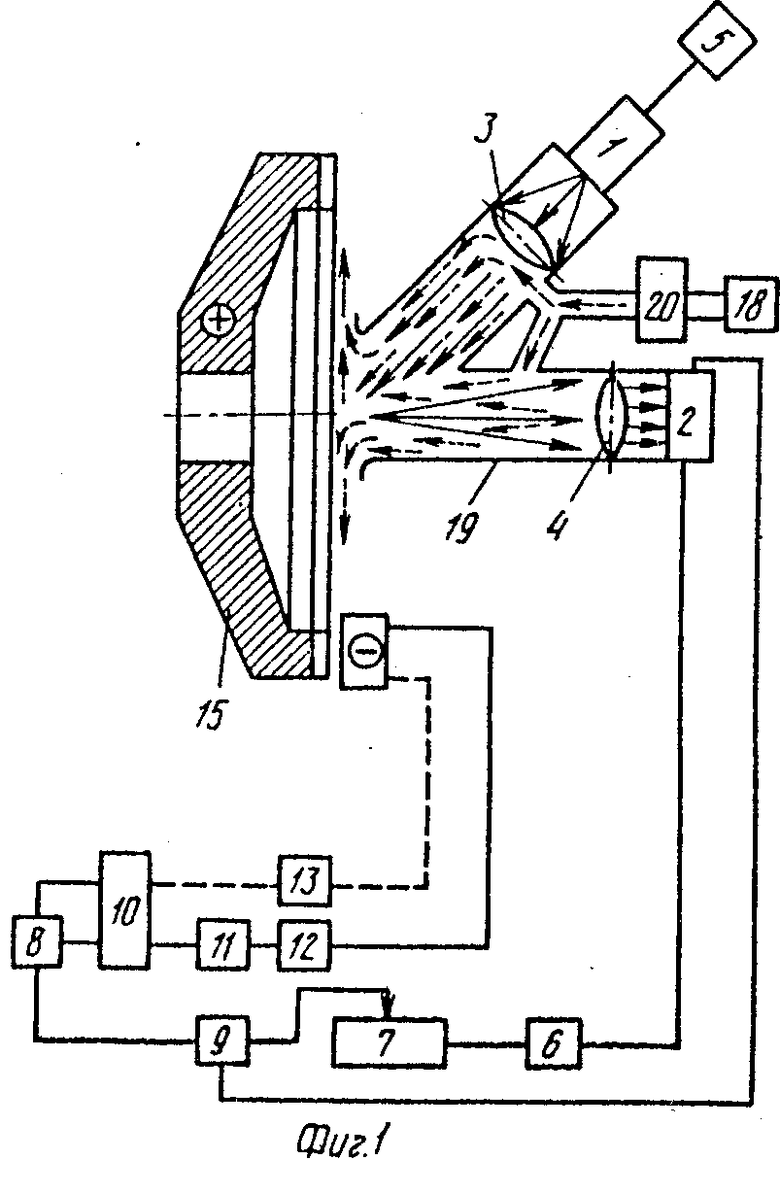
| Авторское свидетельство СССР N 1352768, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
