Изобретение относится к обработке металлов давлением, в частности; к технологии иготовленйя трубчатых полуторов.
Известен способ изготовления трубчатых- полуторов, включающий гибку протал- трубы в фильтре.
; Однако известным способом не могут быть получены качественные крутоизогнутые тонкостенные полуторы.
Целью изобретения является повышение качества стальных трубчатых полуторов с радиусом изгиба R S 0,6D и с толщиной ..стенки S (0,025...0,4)D, где D - диаметр трубы. - ;;: .: Ь. - - ;; - ; :
Для достижения поставленной цели в способе изготовления трубчатых полутрров, вкл очающем гибку проталкиванием трубы в фи/ьёре, сначала изгибают донную часть тру|)ы на угол 90° с гидравлическим напол- нит|елем и постоянным подпорЬм со стороны переднего конца, а затем отжигают и аналогично догибают остальную часть трубы С одновременным окончательным проталкиванием в фильере изогнутой части трубы на угол 180°.;
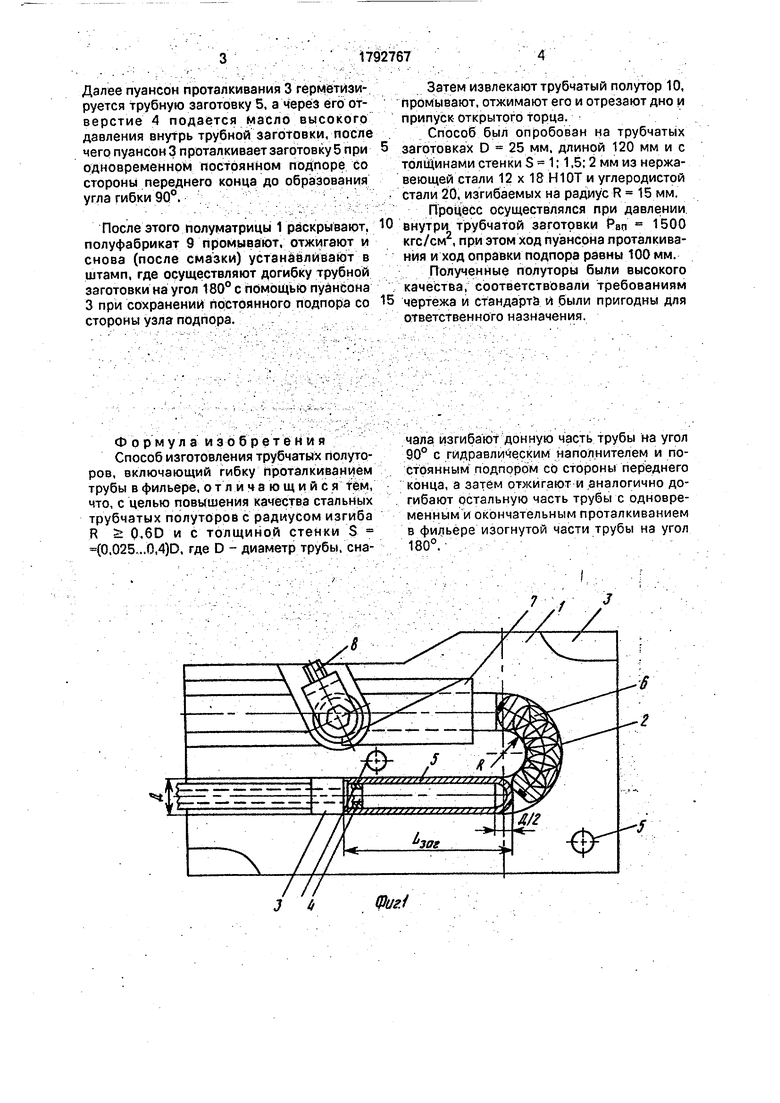
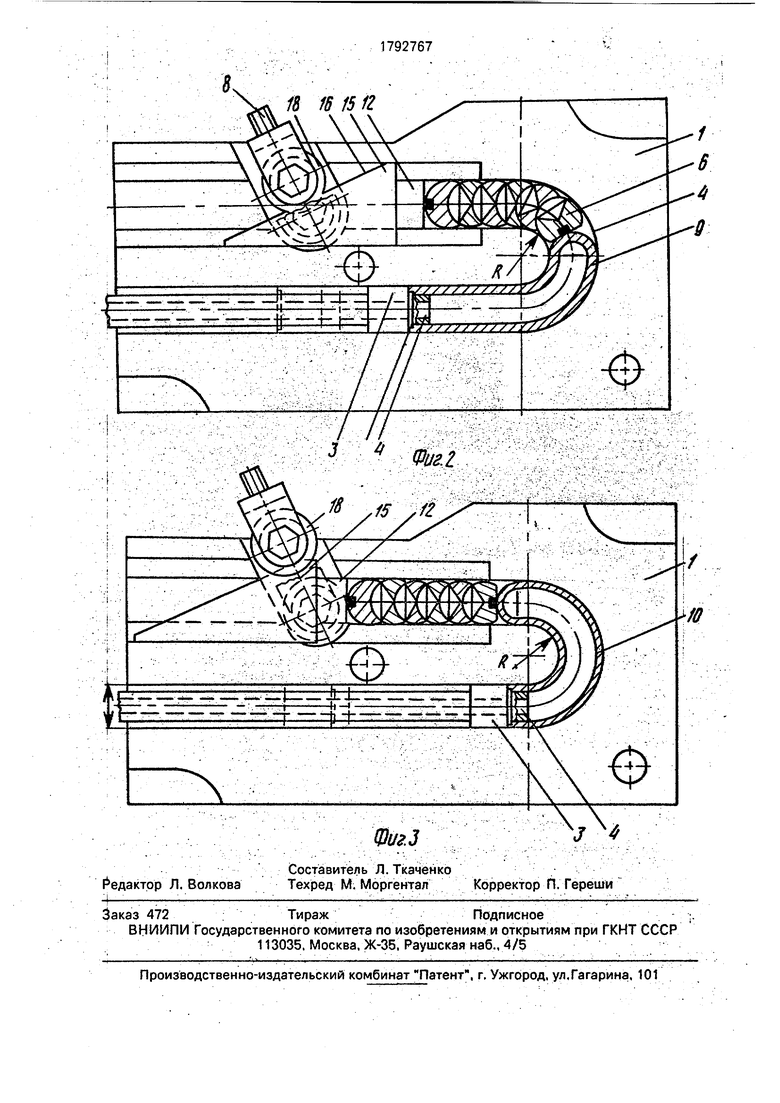
На фиг. 1 показана трубная заготовка в штампе перед началом гибки; на фиг. 2 - то же, в.к онцё первого э тапа гибки; на фиг. 3 - то же, в конце второго этапа гибки... ,: -/: : : ; ;. -..... ....../ ;...
Для осуществления способа используют штамп, содержащий две полуматрицы 1 с криволинейным ручьем 2 со стенками в виде полутора с параллельными отводами, пуансон проталкивания 3 с отверстием 4 для подвода жидкости высокого давления в полость трубной заготовки 5, а также узел подпора, включающий гибкую оправку 6, установленную в ручье 2, и клиновой механизм 7 с приводом 8.
. Способ осуществляется следующим образом.
Трубную заготовку 5 с нанесенной на ней смазкой устанавливают в отвод ручья 2, затем в ручей 2 устанавливают гибкую оправку 6 до контакта с донной частью заготовки и настраивают клиновой механизм.
с/ С
3
VI
О
Далее пуансон проталкивания 3 герметизируется трубную заготовку 5, а через его отверстие 4 подается масло высокого давления внутрь трубной заготовки, после чего пуансон 3 проталкивает заготовку 5 при одновременном постоянном подпоре со стороны переднего конца до образования угла гибки 90°. :
После этого полуматрицы 1 раскрывают. полуфабрикат 9 промывают, отжигают и снова (после смазки) устанавливайт в штамп, где осуществляют догибку трубной заготовки на угол 180° с помощью пуансона 3 при сохранении постоянного подпора со стороны узла подпора.
Затем извлекают трубчатый полутор 10, промывают, отжимают его и отрезают дно и припуск открытого торца.
Способ был опробован на трубчатых заготовках D 25 мм. длиной 120 мм и с толщинами стенки S - 1; 1,5; 2 мм из нержавеющей стали 12 х 18 Н10Т и углеродистой стали 20, изгибаемых на радиус R 15 мм.
Процесс осуществлялся при давлении внутри трубчатой заготовки Pan 1500 кгс/см2, при этом ход пуансона проталкивания и ход оправки подпора равны 100 мм.
Полученные подуторы были высокого качества, соответствовали требованиям чертежа и стандарта и были пригодны для ответственного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ГИБКИ ТРУБ | 1986 |
|
RU1417281C |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ И УСТРОЙСТВО ДЛЯ ИХ ФОРМООБРАЗОВАНИЯ | 2009 |
|
RU2405645C1 |
| СПОСОБ ГИБКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2016683C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2013 |
|
RU2528928C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1994 |
|
RU2094151C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2012 |
|
RU2510806C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 1987 |
|
RU1466084C |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 2005 |
|
RU2294807C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ КРУТОИЗОГНУТЫХ ПАТРУБКОВ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2047405C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИБКОЙ КРУТОИЗОГНУТЫХ ПАТРУБКОВ | 2003 |
|
RU2241561C1 |
Использование: для изготовления трубчатых полутонов. Сущность изготовления: трубчатую заготовку с завальцо анной донной частью и с гидравлическим наполнителем приталкивают в фильеру на угол 90°, осуществляя постоянный подпор со стороны переднего конца, затем отжигают и заканчивают гибку на угол 180° аналогичным образом. 3 yin. ,/.:..,.; .;V : .. ..
Формул а изобретения
Способ изготовления трубчатых полуторов, включающий гибку проталкиванием трубы в фильере, о т л ичающийс я тем, что, с целью повышения качества стальных трубчатых полуторов с радиусом изгиба R 0.6D и с толщиной стенки S (0.025..,0,4)D, где D - диаметр трубы, сначала изгибают донную часть трубы на угол 90° с гидравлическим наполнителем и постоянным подпором со стороны переднего конца, а затем отжигают и аналогично до- гибают остальную часть трубы с одновременными окончательным проталкиванием в фильере изогнутой части трубы на угол 180°. ,.-
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
