(Л
|«.. СП
со
ю
Ш
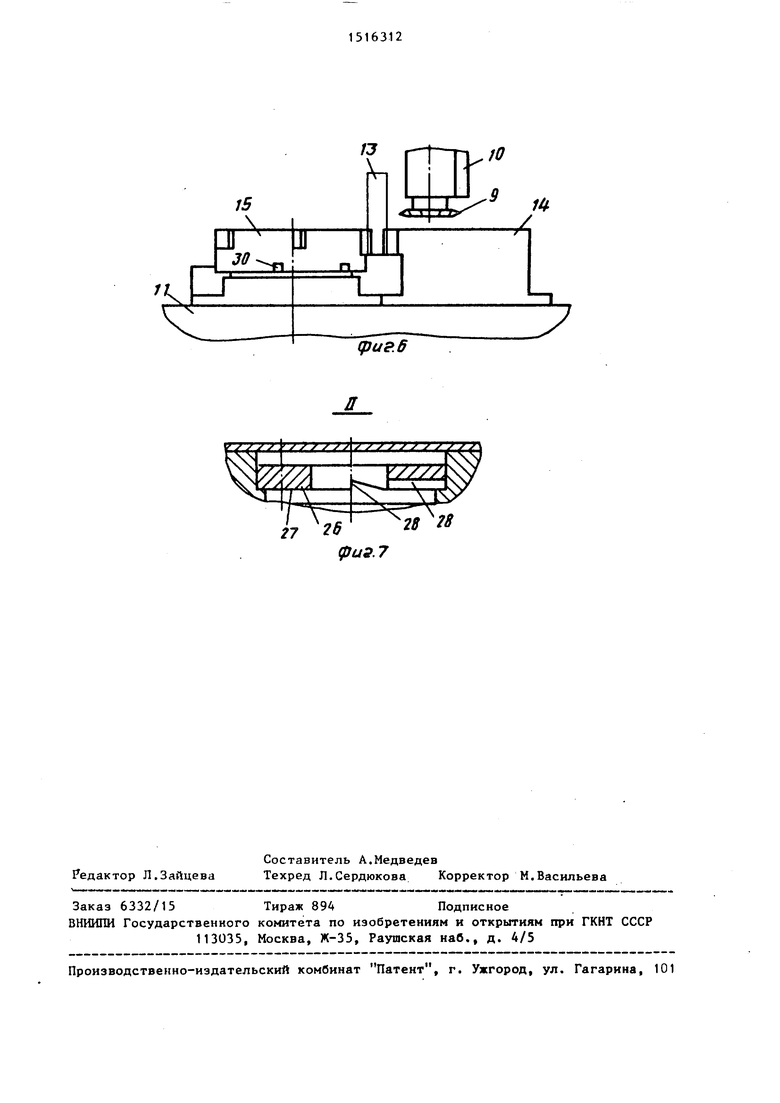
п п - 1 1 губки 14. При обработке заготовки нового типоразмера планшайба 15 поворачивается и напротив подвижной губки
14 устанавливается соответствующая базирующая губка планшайбы, между которыми зажимается заготовка 13. 7 ил.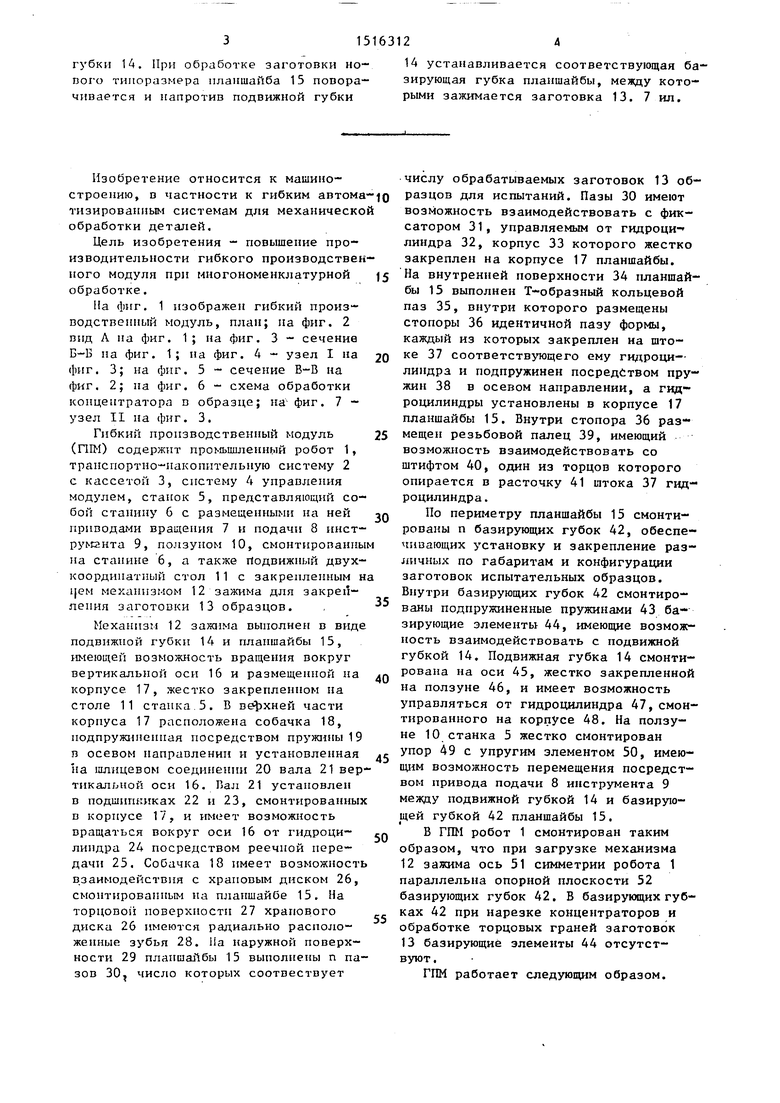
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль | 1989 |
|
SU1754421A2 |
| Гибкий производственный модуль | 1987 |
|
SU1541017A1 |
| Полуавтомат для заточки резцов | 1990 |
|
SU1779547A1 |
| Гибкий производственный модуль | 1988 |
|
SU1673395A1 |
| Захватная головка манипулятора | 1986 |
|
SU1342727A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Зажимное устройство для закрепления труб | 1986 |
|
SU1409421A1 |
| ГИБКИЙ ПРОИЗВОДСТВЕННЫЙ МОДУЛЬ | 1989 |
|
RU2014201C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
Изобретение относится к машиностроению, в частности к гибким автоматизированным системам для механической обработки деталей. Цель изобретения - повышение производительности гибкого производственного модуля при многономенклатурной обработке. Механизм зажима заготовок 13 выполнен в виде поворотной планшайбы 15 с закрепленными по ее периметру базирующими губками под заготовки разного типоразмера и установленной напротив одной из базирующих губок подвижной губки 14. При обработке заготовки нового типоразмера планшайба 15 поворачивается и напротив подвижной губки 14 устанавливается соответствующая базирующая губка планшайбы, между которыми зажимается заготовка 13. 7 ил.
Изобретение относится к машиностроению, в частности к гибким автома тизированиым системам для механическо обработки деталей.
Цель изобретения - повышение производительности гибкого производственного модуля при многономенклатурной обработке.
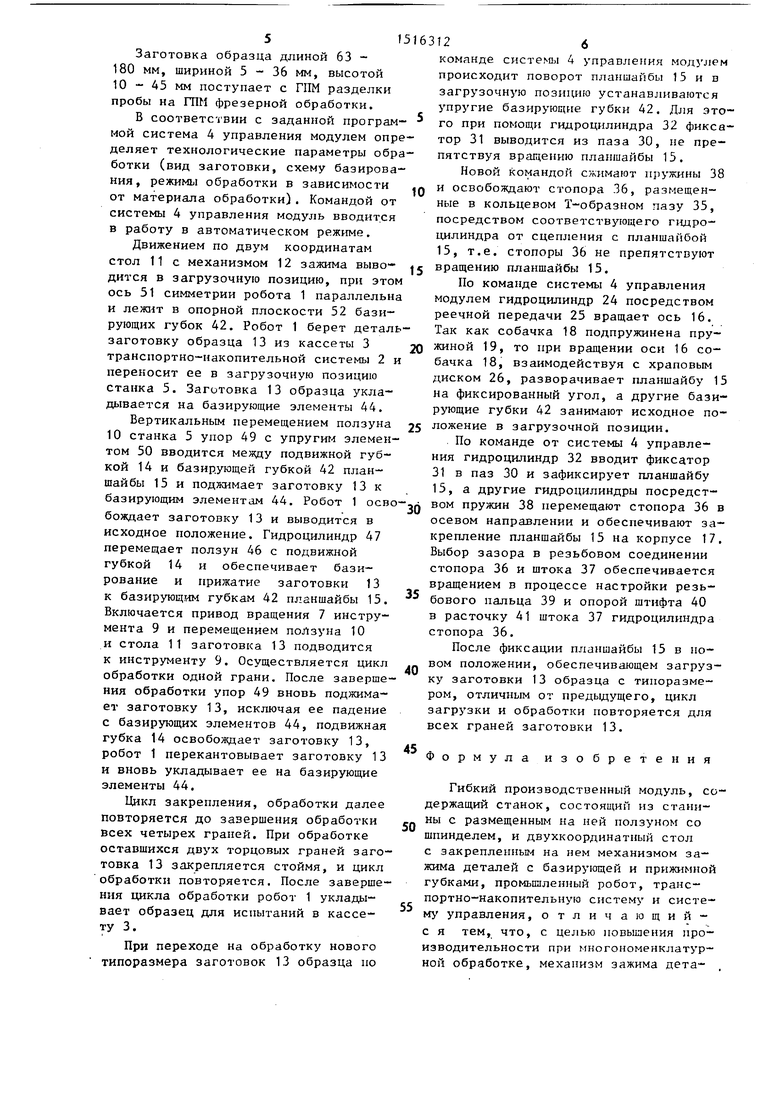
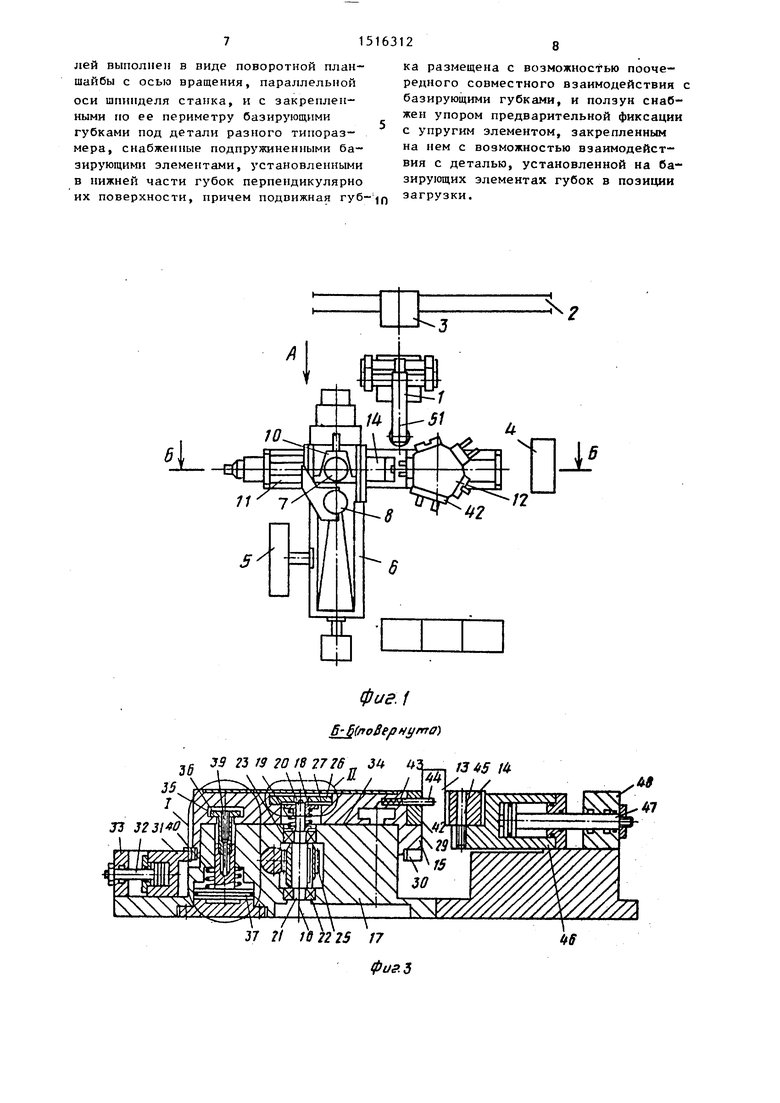
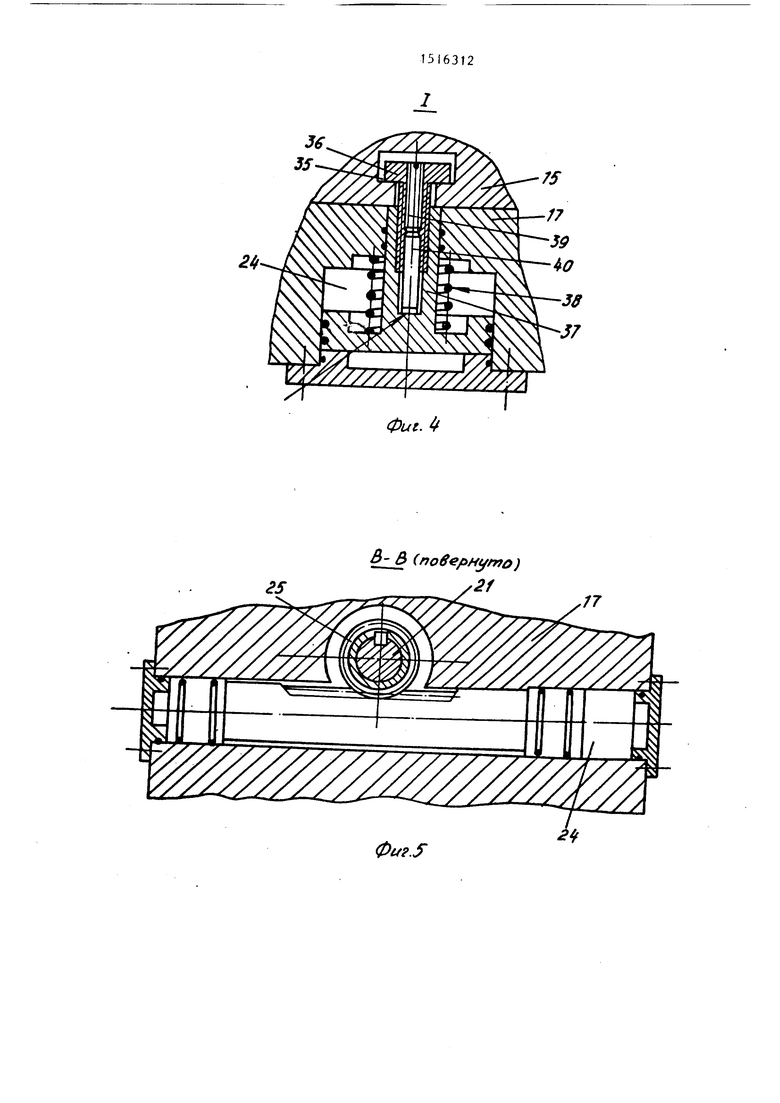
На фиг. 1 изображен гибкий производственный модуль, план; па фиг. 2 пид Л на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - узел I на фиг. 3; на фиг. 5 - сечение В-В на фиг. 2; на фиг. 6 - схема обработки концентратора п образце; на фиг. 7 - узел II на фнг. 3.
Гибкий производственный модуль (П1М) содержит промьшленный робот 1, трапспортно-пакопительную систему 2 с кассетой 3, систему 4 управления модулем, станок 5, представляющий собой станину 6 с размещенными на ней приводами вращения 7 и подачи 8 инст- руигнта 9, ползуном 10, смонтированны на станине 6, а также Лодвижный двух- коордипатиый стол 11 с закрепленным н механизмом 12 зажима для закрепления заготовки 13 образцов. ,
Механизм 12 зажима выполнен в виде подвижной губки 14 и плапшайбы 15, имеющей возможность вращения вокруг вертикальной оси 16 и размещенной на корпусе 17, жестко закрепленном на столе 11 станка 5. В верхней части корпуса 17 расположена собачка 18, подпружиненная посредством пружины 19 в осевом направлении и установленная на ишицевом соединении 20 вала 21 вертикальной оси 16. Пал 21 установлен в подшипниках 22 и 23, смонтированных в корпусе 17, и имеет возможность вращаться вокруг оси 16 от гидроци- линдра 24 посредством реечной передачи 25. Собачка 18 имеет возможность взаимодействия с храповым диском 26, смонтированным на планшайбе 15. На торцово поверхности 27 храпового диска 26 имеются радиально расположенные зубья 28. На наружной поверхности 29 планшайбы 15 выполнены п па зов 30, число которых соотвествует
5
0
5 Q
Q 5 п
5
числу обрабатываемых заготовок 13 образцов для испытаний. Пазы 30 имеют возможность взаимодействовать с фиксатором 31, управляемым от гидроци- линдра 32, корпус 33 которого жестко закреплен на корпусе 17 планшайбы. На внутренней иоверхности 34 планшайбы 15 выполнен Т-образный кольцевой паз 35, внутри которого размещены стопоры 36 идентичной пазу формы, каждый из которых закреплен на штоке 37 соответствующего ему гидроци-- лиидра и подпружинен посредством пружин 38 в осевом направлении, а гидроцилиндры установлены в корпусе 17 планшайбы 15. Внутри стопора 36 размещен резьбовой палец 39, имеющий возможность взаимодействовать со штифтом 40, один из торцов которого опирается в расточку 41 штока 37 гидроцилиндра .
По периметру планшайбы 15 смонтированы п базирующих губок 42, обеспечивающих установку и закрепление различных по габаритам и конфигурации заготовок испытательных образцов. Внутри базирующих губок 42 смонтированы подпружиненные пружинами 43 базирующие элементы 44, имеющие возможность взаимодействовать с подвижной губкой 14. Подвижная губка 14 смонтирована на оси 45, жестко закрепленной на ползуне 46, и имеет возможность управляться от гидроцилиндра 47, смонтированного на корпусе 48. На ползуне 10 станка 5 жестко смонтирован упор 49 с упругим элементом 50, имеющим возможность перемещения посредством привода подачи 8 инструмента 9 между подвижной губкой 14 и базирую- 1цей губкой 42 планшайбы 15.
В ГПМ робот 1 смонтирован таким образом, что при загрузке механизма
12зажима ось 51 симметрии робота 1 параллельна опорной плоскости 52 базирующих губок 42. В базирующих губках 42 при нарезке концентраторов и обработке торцовых граней заготовок
13базирующие элементы 44 отсутствуют.
ГПМ работает следующим образом.
Заготовка образца длиной 63 - 180 мм, шириной 5-36 мм, высотой 10 - 45 мм поступает с ГПМ разделки пробы на ГПМ фрезерной обработки.
В соответствии с заданной программой система 4 управления модулем определяет технологические параметры обработки (вид заготовки, схему базирования, режимы обработки в зависимости от материала обработки). Командой от системы 4 управления модуль вводится в работу в автоматическом режиме.
Движением по двум координатам стол 11 с механизмом 12 зажима выводится в загрузочную позицию, npic этом ось 51 симметрии робота 1 параллельна и лежит в опорной плоскости 52 базирующих губок 42. Робот 1 берет детальи
заготовку образца 13 из кассеты 3 транспортно-накопительной системы 2 переносит ее в загрузочную позицию станка 5. Заготовка 13 образца укладывается на базирующие элементы 44.
Вертикальным перемещением ползуна 10 станка 5 упор 49 с упругим элементом 50 вводится между подвижной губкой 14 и базирующей губкой 42 планшайбы 15 и поджимает заготовку 13 к базирующим элементам 44. Робот 1 освобождает заготовку 13 и выводится в исходное положение. Гидроцилиндр 47 перемещает ползун 46 с подвижной губкой 14 и обеспечивает базирование и прижатие заготовки 13 к базирующим губкам 42 планшайбы 15. Включается привод вращения 7 инструмента 9 и перемещением ползуна 10 и стола 11 заготовка 13 подводится к инструменту 9. Осуществляется цикл обработки одной грани. После завершения обработки упор 49 вновь поджимает заготовку 13, исключая ее падение с базирующих элементов 44, подвижная губка 14 освобождает заготовку 13, робот 1 перекантовывает заготовку 13 и вновь укладывает ее на базирующие элементы 44.
Цикл закрепления, обработки далее повторяется до завершения обработки всех четырех граней. При обработке оставшихся двух торцовых граней заготовка 13 закрепляется стоймя, и цикл обработки повторяется. После завершения цикла обработки робот 1 укладывает образец для испытаний в кассету 3.
При переходе на обработку нового типоразмера заготовок 13 образца по
5163126
команде системы 4 управления модулем происходит поворот планшайбы 15 и в загрузочную позицию устанавливаются упругие базирующие губки 42. Для этого при помощи гидроцилиндра 32 фиксатор 31 выводится из паза 30, не препятствуя вращению планшайбы 15.
Новой командой сжимают пружины 38
,п И освобождают стопора 36, размещенные в кольцевом Т-образном пазу 35, посредством соответствующего гидроцилиндра от сцепления с планшайбой 15, т.е. стопоры 36 не препятствуют
15 вращению планшайбы 15.
По команде системы 4 управления модулем гидроцилиндр 24 посредством реечной передачи 25 вращает ось 16. Так как собачка 18 подпружинена пру-
20 жиной 19, то при вращении оси 16 собачка 18, взаимодействуя с храповым диском 26, разворачивает планшайбу 15 на фиксированный угол, а другие базирующие губки 42 занимают исходное по25 ложение в загрузочной позиции.
По команде от системы 4 управления гидроцилиндр 32 вводит фиксатор 31 в паз 30 и зафиксирует планшайбу 15, а другие гидроцилиндры посредством пружин 38 перемещают стопора 36 в осевом направлении и обеспечивают закрепление планшайбы 15 на корпусе 17. Выбор зазора в резьбовом соединении стопора 36 и штока 37 обеспечивается вращением в процессе настройки резь-
бового пальца 39 и опорой штифта 40 в расточку 41 штока 37 гидроцилиндра стопора 36.
После фиксации планшайбы 15 в новом положении, обеспечивающем загрузку заготовки 13 образца с типоразмером, отличным от предыдущего, цикл загрузки и обработки повторяется для всех граней заготовки 13.
30
40
ормула изобретения
Гибкий производственный модуль, содержащий станок, состоящий из станины с размещенным на ней ползуном со шпинделем, и двухкоординатный стол с закрепленным на нем механизмом зажима деталей с базирующей и прижимной губками, промьшгленный робот, транс- портно-накопительную систему и систему управления, о т л и ч а ю щ и и - с я тем, что, с целью повышения производительности при многономенклатурной обработке, механизм зажима дета- ,
лей выполнен в виде поворотной планшайбы с осью вращения, параллельной оси шпинделя станка, и с закрепленными по ее периметру базирующими губками под детали разного типоразмера, снабженные подпружиненными ба- зирующиьш элементами, установленными в нижней части губок перпендикулярно их поверхности, причем подвижная губфиг. f
Б- 5( оВернуто}
36
39 23 9 20 (8 2728 „ J4 //З
Т J7 / iQjhs 17
ка размещена с возможностью поочередного совместного взаимодействия с базирующими губками, и ползун снабжен упором предварительной фиксации с упругим элементом, закрепленным на нем с возможностью взаимодействия с деталью, установленной на базирующих элементах губок в позиции загрузки.
ttS
фигЗ
7
75
0ut.
В- В (повернуто) 2f
17
0tf.S
h
(fluS.7
10 ,9
/«
qjup.ff
| Белянин П.Н | |||
| Робототехнические системы для машиностроения | |||
| - М.; Машиностроение, 1986, с | |||
| Аппарат для радиометрической съемки | 1922 |
|
SU124A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
