Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов холодной листовой штамповки деталей из штучных заготовок.
Целью изобретения является расширение технологических возможностей.
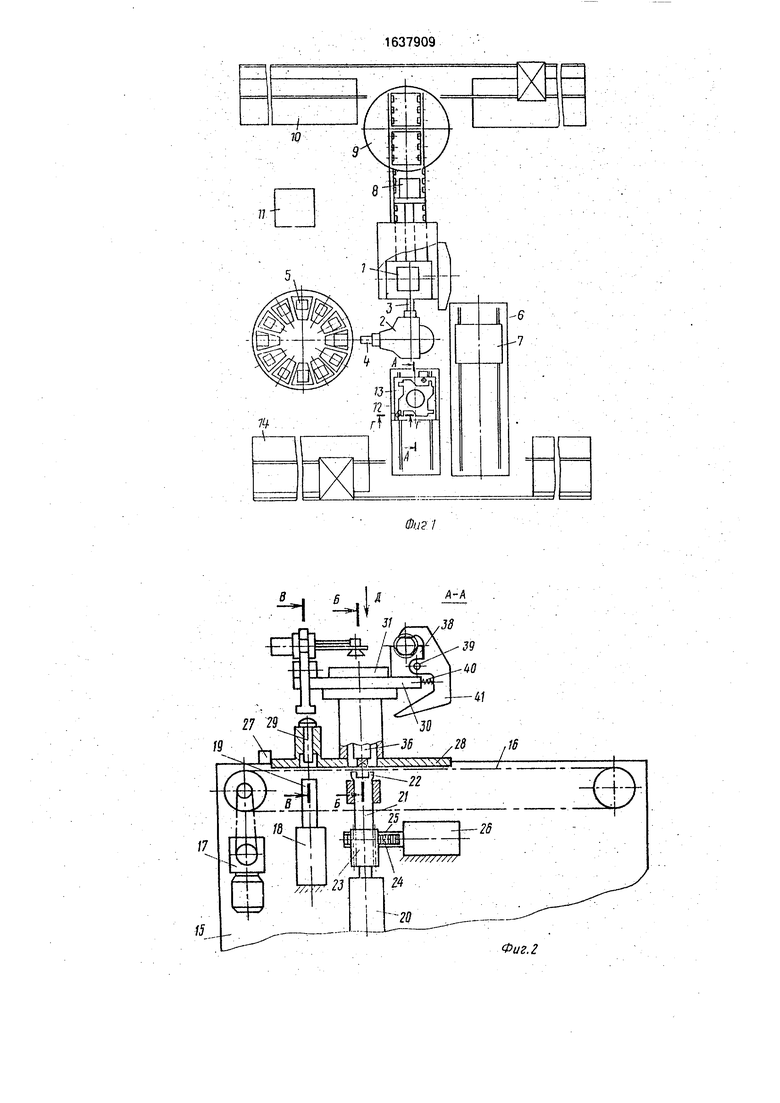
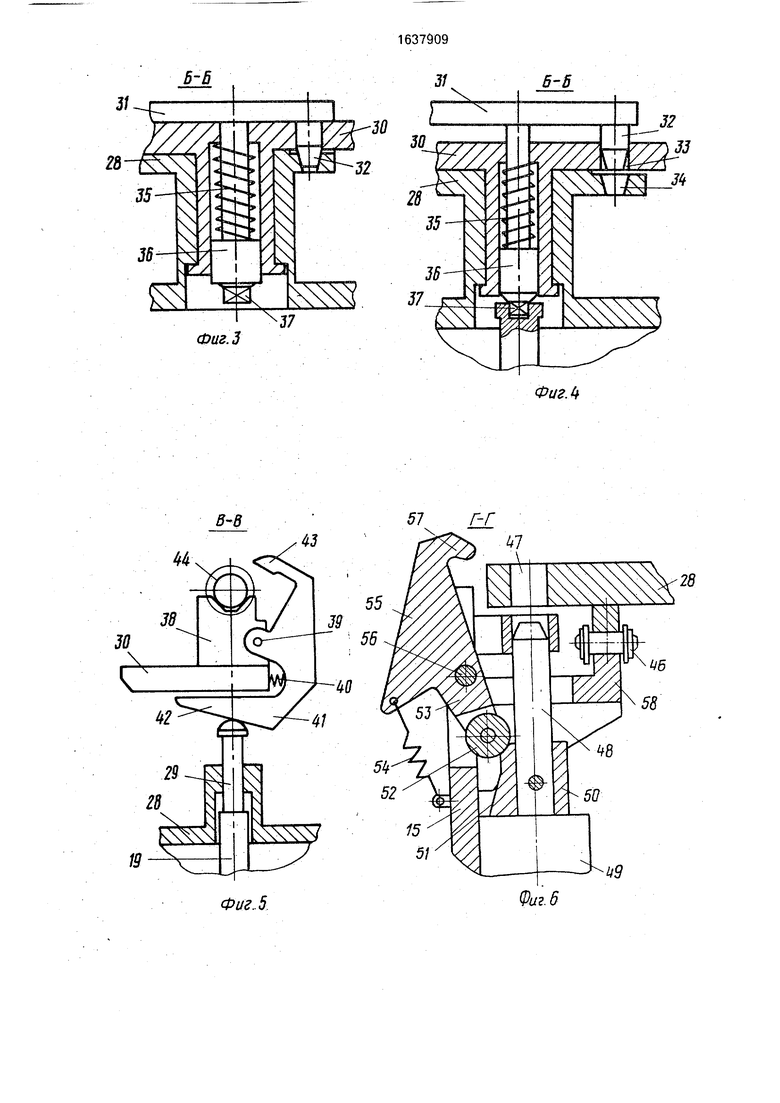
На фиг. 1 показан комплекс, вид в плане; на фиг,-2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2, планшайба зафиксирована; на фиг. 4 - то же, планшайба рас- фиксирована; на фиг. 5 - разрез В-В на фиг. 2 (схват отжат); на фиг.6-разрез Г-Гнафиг.
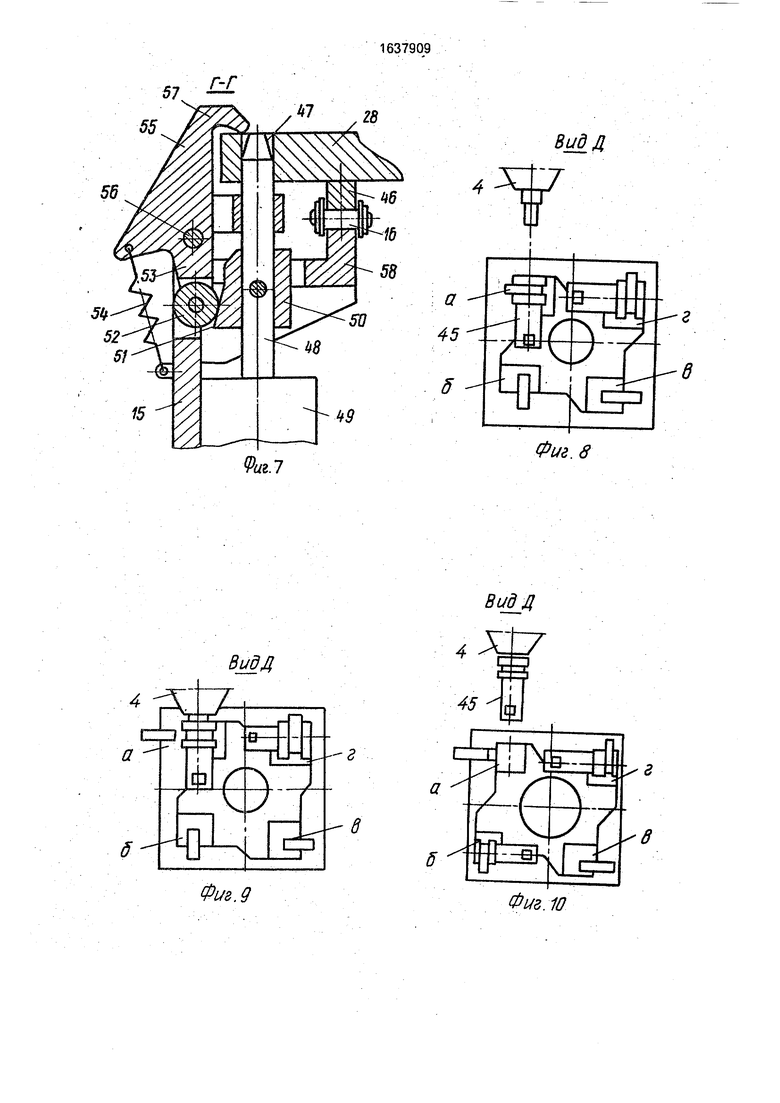
1,блок расфиксирован; на фиг. 7 - то же, блок зафиксирован; на фиг. 8 - видД на фиг.
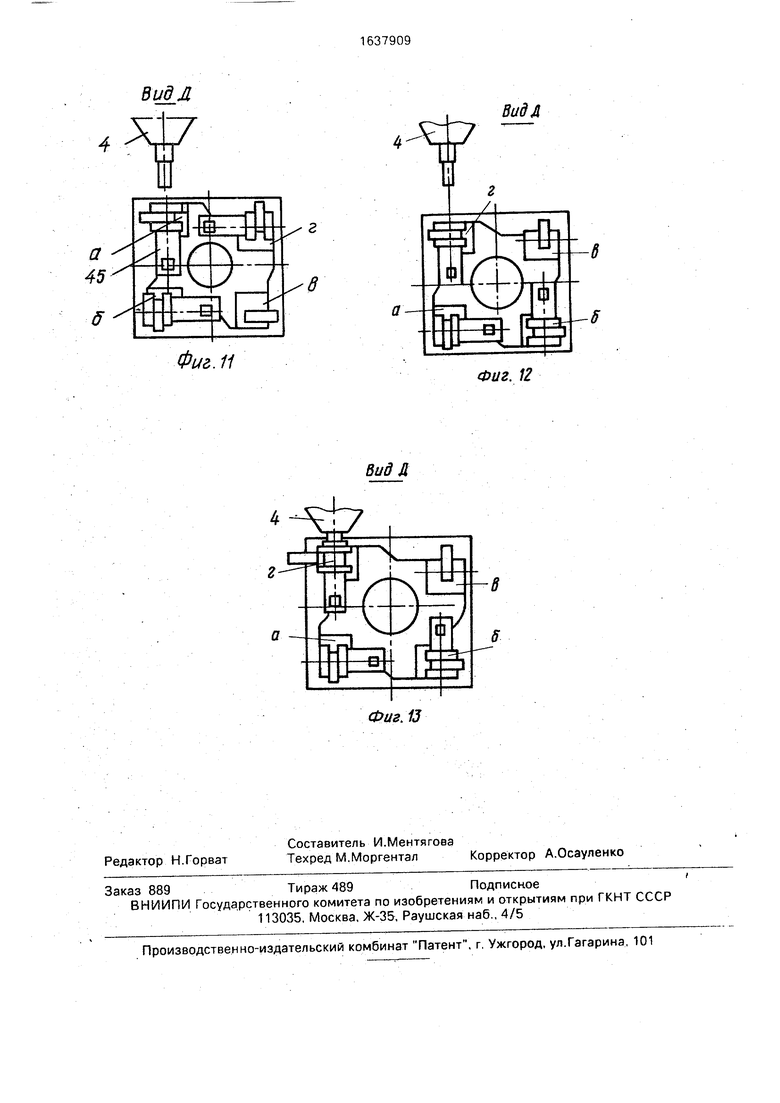
2,рука робота в положении перед захватом схвата, в режиме подготовки к работе; на фиг. 9 - то же, рука робота захватила схват; на фиг. 10 - то же, рука робота в положении перед сменой схвата; на фиг. 11 - то же, схват в блоке, рука робота без схвата; на фиг. 12 - то же, блок повернут, новый схват на позиции смены; на фиг. 13 - то же, руки робота захватила новый схват в блоке.
Комплекс (фиг. 1) состоит из пресса 1 с программируемой закрытой высотой, двурус со VI ю о о
кого промышленного робота 2 с руками 3 и 4, магазина заготовок 5, устройства удаления деталей 6 с тарой 7, транспортера штам- пов 8, поворотного стола 9, автоматизированного склада 10 штампов с краном-штабелером, системы управления 11, транспортера 12 со сменным блоком 13 и склада 14 тары и сменных блоков.
На раме 15 транспортера 12 (фиг. 2) установлен цепной конвейер 16 с приводом 17, пневмоцилиндр 18 привода толкателя 19, пневмоцилиндр 20 привода поворотного штока 21 с вилкой 22 и шестерней 23, контактирующей с зубчатой рейкой 24 штока 25 пневмоцилиндра 26, а также упор 27.
На корпусе 28 блока 13 смонтирован шток 29, планшайба 30 и поводок 31 с зубом 32 (фиг. 3 и 4), входящим в отверстия 33 планшайбы 30 и 34 корпуса 28, и с подпружиненной пружиной 35 осью 36 с квадратом 37. На планшайбе 30 установлены четыре призмы 38 (фиг. 2, 5), на осях 39 которых укреплены подпружиненные пружинами 40 рычаги 41, одно плечо которых 42 может контактировать со штоком 29, а другое плечо 43 - со втулкой 44 схвата 45. Корпус 28 блока 13 имеет (фиг. 6, 7) с нижней стороны два выступа 46, которыми блок перемещается по цепям конвейера 16, а также два базовых отверстия 47, контактирующие со штоками 48 пневмоцилиндров49. На штоках 48 укреплены кулаки 50, профили которых 51 взаимодействуют с роликами 52, смонтированными на плечах 53 поворотных подпружиненных пружинами 54 рычагов 55, установленных на осях 56 рамы 15. Плечи 57 рычагов 55 могут контактировать с корпусом 28 блока 13.
От провисания цепи конвейера 16 поддерживаются опорами 58.
Перед началом работы на магазин заготовок 5 устанавливают кассеты с заготовками, на склад 10 - штампы, на склад 14 - блоки 13 со схватами робота и тару 7, в систему управления 11 вводится программа работы. При этом положение кассет с заготовками в магазине 5, штампов в складе 10, блоков 13 и тары 7 в складе 14 вводится в память системы управления.
В режиме подготовки к работе на магазине 5 производится поиск нужной кассеты и установка ее в позицию выдачи заготовок; на складе 10 - поиск нужного штампа, установка его краном-штабелером на поворотный стол 9, поворот стола, перемещение штампа по транспортеру 8 к прессу и закрепление его на прессе, на складе 14 - поиск тары, установка ее краном-штабелером на устройство удаления деталей 6, а также поиск нужного блока 13с захватами
в позициях а и г (фиг. 8) и установка его на цепной конвейер 16 транспортера 12.
Включается реверсивный транспортер (не показан) устройства удаления деталей 6
и премещает тару 7 в позицию ее заполнения готовыми деталями (фиг. 1).
Одновременно включается конвейер 16 транспортера 12 и блок 13 перемещается до упора 27 (фиг. 2), конвейер отключается и
0 происходит базирование и зажим блока. Включаются пневмоцилиндры 49 (фиг. 6), штоки 48 перемещаются вверх и заходят своими концами в отверстия 47 корпуса 28, одноьременно с этим кулаки 50 своими про5 филями 51 воздействуют на ролики 52 и поворачивают рычаги 55 на осях 56 так, что концы 57 рычагов 55 зажимают корпус 28 (фиг. 7).
После этого робот поворачивается
0 своей рукой 4 к блоку (фиг, 8), выдвигает руку, конец которой входит в схват 45, и зажимает его (фиг. 9). Схват освобождается: включается цилиндр 18, толкатель 19 нажимает на шток 29., который воздействует на
5 плечо 42 рычага 41, и, поворачивая его относительно оси 39, отжимает втулку 44 схвата (фиг, 5), рука 4 робота поднимает схват с призмы 38 и втягивается. Цилиндр 18 реверсируется, толкатель 19 опускается, пружина
0 40 воздействует на рычаг 41, конец которого 42 возвращает шток 29 в исходное положение. После этого происходит поворот планшайбы, включается цилиндр 20, шток 21 поднимается так, что его вилка 22 входит в
5 зацепление с квадратом 37 оси 36, пружина
35сжимается, и ось 36 поднимает поводок 31, зуб которого 32 выходит из отверстия 34 (фиг. 4). Включается пневмоцилиндр 26, зубчатая рейки 24 его штока 25 поворачивает
0 шестерню 23 и шток 21, а вместе с ним ось
36и поводок 31, который зубом 32 через отверстие 33 поворачивает планшайбу 30 на 90° так, что схват, находящийся в позиции г (фиг. 8), перемещается в позицию а. Ревер5 сируется работа цилиндра 20, шток 21 опускается, вилка 22 выходит из зацепления с квадратом 37, ось 36, поводок 31 опускаются, зуб 32 заходит в отверстие 34 корпуса 28 и фиксирует планшайбу 30 (фиг. 3).
0После этого робот поворачивается рукой 3 к блоку, захватывает схват аналогично руке 4 и поворачивается в рабочее положение (фиг. 1). Комплекс находится в исходном положении и готов к работе.
5 В режиме работы робот 2 по командам системы управления захватывает одной рукой заготовки из кассеты магазина заготовок 5, устанавливает их в штамп пресса 1, пресс штампует деталь, которая второй рукой робота захватывается из штампа и переносится в тару 7 устройства удаления деталей 6.
Во время работы комплекса происходит смена блоков: реверсируется работа цилиндра 26, зубчатая рейка 24 штока 25 поворачивает шестерню 23 и шток 21 на 90° в исходное положение, после чего реверсируется работа цилиндров 49, штоки 48 уходят вниз вместе с кулаками 50, освобождая ролики 52, пружины 54 поворачивают рычаги 55, что освобождает корпус 28 блока (фиг. 6), Включается привод 17 конвейера 16, блок 13 транспортируется к складу 14, привод 17 обесточивается, кран-штабелер склада 14 забирает обработанный блок, устанавливает его в склад, происходит поиск нового блока для обработки следующего наименования детали и новый блок со схватами робота в позициях б и г (фиг. 10) устанавливается на конвейер 16 транспортера 12. Включается привод 17, конвейер 16 перемещает блок до упора 27, привод 17 обесточивается, происходит базирование и зажим блока аналогично описанному выше (фиг. 6).
При переналадке комплекса происходит смена штампа и кассеты с заготовками, включается в направлении склада транспортер устройства удаления деталей 6, тара с деталями транспортируется к складу 14, кран-штабелер склада забирает заполненную тару, устанавливает ее на склад, находит пустую тару, устанавливает ее на устройство удаления деталей 6 и транспортером перемещает ее в позицию заполнения, готовыми деталями.
Робот 2 своей рукой 4 со схватом 45 поворачивается к блоку (фиг. 10), включается цилиндр 18, толкатель 19 через шток 29 нажимает на рычаг 41 и отводит его, после чего рука робота устанавливает схват втулкой 44 на призму 38 (фиг. 5), реверсируется работа цилиндра 18, толкатель 19 уходит вниз, пружина 40 рычагом 41 зажимает втулку 44, рука 4 робота освобождает схват, оставляет его в позиции а, и втягивается (фиг. 11). После этого происходит поворот планшайбы на 90° аналогично описанному так, что позиция г ее устанавливается против руки робота (фиг. 12), рука робота выдвигается, конец ее входит в схват и зажимает его, а схват освобождается блоком аналогично описанному выше (фиг. 13) и рука 4 снимает схват с призмы и убирается. После этого рука 3 робота поворачивается к смене, происходит поворот планшайбы 28 так, что позиция ее в ставится на место смены, рука
3 оставляет схват на призме позиции в, происходит еще поворот планшайбы на 90°, позиция ее б ставится на место смены и рука 3 забирает схват.
5Робот поворачивается в рабочее положение и начинается работа комплекса. Во время работы происходит смена блоков.
10
Формула изобретения
1.Автоматический комплекс для многономенклатурной штамповки деталей из штучных заготовок, содержащий пресс, двурукий промышленный робот, магазин
заготовок с кассетами, устройство для заены схватов робота, механизм удаления деталей, устройство для хранения и смены штампов и систему управления, отличающийся тем, что, с целью расширения
технологических возможностей, устройство для замены схватов робота выполнено в виде установленного на раме цепного конвейера с приводом, смонтированного на конвейере упора и отдельных сменных блоков, несущих схваты, устанавливаемых на конвейер, при этом каждый сменный блок выполнен в виде смонтированной в корпусе подпружиненной оси, планшайбы, установленной в корпусе на оси, поводка с зубом,
установленного на планшайбе и жестко связанного с одним концом оси, четырех призм, смонтированных на планшайбе и несущих схваты, средства для фиксации схватов на призме, средства для поворота
планшайбы и средства для фиксации планшайбы.
2.Комплекс поп, 1,отличающий- с я тем, что средство для фиксации схватов
на призме выполнено в виде смонтированных на призмах подпружиненных двуплечих рычагов и толкателя с приводом, при этом один конец рычага установлен с возможностью взаимодействия с толкателем и подпружинен к призме, а другой установлен с возможностью взаимодействия со схватом.
3.Комплекс по п. 1,отличающий с я тем, что средство для поворота планшайбы выполнено в виде горизонтально установлённого силового цилиндра, шток которого выполнен в виде рейки и вертикально установленного силового цилиндра, корпус которого связан с рейкой, а на штоке выполнена вилка, при этом вертикальный
силовой цилиндр установлен с возможно,- стью взаимодействия вилкой с вторым концом оси блока.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1532149A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| Робототехнический комплекс | 1986 |
|
SU1349972A1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Автоматизированный комплекс для многопереходной штамповки | 1986 |
|
SU1409384A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов холодной листовой штамповки деталей из штучных заготовок. Цель изобретения - расширение технологических возможностей. Комплекс состоит из пресса 1, робота 2, магазина заготовок 5, устройства удаления деталей 6 с тарой 7, транспортера 8 штампов, поворотного стола 9, склада 10 штампов, системы 11 управления, транспортера 12 с блоками 13, склада 14 тары и блоков. Работа комплекса в автоматическом режиме, а также при переналадках производится по командам системы управления. При переналадках отработавшие штамп и блоки со схватами робота, заполненная готовыми деталями тара автоматически направляются на склады 10 и 14, а необходимые штамп, блок со схватами робота и пустая тара - соответственно к прессу 1, роботу 2 для автоматической установки новых схватов и устройству удаления деталей 6 в позицию заполнения. Магазин заготовок 5 поворачивается нужной кассетой с заготовками в позицию выдачи их роботу. В линии устройство для замены схватов робота выполнено в виде цепного транспортера и сменных блоков, перемещаемых по этому транспортеру. Каждый блок имеет набор схватов, установленных на призмах, средства для фиксации блока на конвейере и средство для поворота блока. Устройство позволяет осуществлять быструю смену схватов при многономенклатурной штамповке. 2 з.п. ф-лы, 13 ил. СП
А-А
Фиг. 2
б-Б
Фиг.З
В-В
44
Фиг. 5
6-6
Фиг.Ь
И9
Фаг 6
01- Мф
9 Мф
ffQnd
L-Щ
6
&
92
J-J
6061Ш
Вид Л
Фиг. 11
а
Видл
Фиг. 12
Вид Д
В
Фиг. 13
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
| АВТОМАТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОНОМЕНКЛАТУРНОЙ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ШТУЧНЫХ ЗАГОТОВОК | |||
