вок вверх производится приводным подъемно-опускным столом до датчика положения заготовок. После того как последняя заготовка будет захвачена ру- кой робота, пустая кассета посредством поворотной траверсы с роликами
скатится по последним на удаляющий транспортер. Этот транспортер подает пустую кассету обратно на склад. Устройство позволяет исключить остановки комплекса и использовать его в гибких производственных системах. 7 нл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1986 |
|
SU1637909A1 |
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Гибкий технологический модуль | 1986 |
|
SU1586825A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ КОМПЛЕКС | 1990 |
|
RU2023571C1 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Магазинное устройство | 1986 |
|
SU1424919A1 |
| Переналаживаемая роботизированная система | 1981 |
|
SU998097A1 |

Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при автоматизации процессов холодной штамповки деталей из штучных заготовок. Цель изобретения - повышение производительности труда путем автоматизации смены кассет. Комплекс состоит из пресса 1 промышленного робота 2, устройства для подачи кассет в зону захвата руки робота, магазина 5 схватов, устройства 6 удаления деталей, транспортера 7 штампов поворотного стола 8, склада 9, системы управления 10. Из склада 9 кассеты с заготовками поступают на устройство для подачи кассет в зону захвата руки робота. По подающему транспортеру кассеты перемещаются на позицию выдачи заготовок роботу, где базируются штоками пневмоцилиндров и зажимаются двуплечими подпружиненными рычагами. Подача заготовок вверх производится приводным подъемно-опускным столом до датчика положения заготовок. После того как последняя заготовка будет захвачена рукой робота, пустая кассета посредством поворотной траверсы с роликами скатится по последним на удаляющий транспортер. Этот транспортер подает пустую кассету обратно на склад. Устройство позволяет исключить остановки комплекса и использовать его в гибких производственных системах. 7 ил.
Изобретение относится к обработке металлов давлением и может быть использовано при автоматизации процессов холодной листовой штамповки дета- лей из штучных заготовок.
Цепь изобретения - повышение производительности труда путем автоматизации смены кассет.
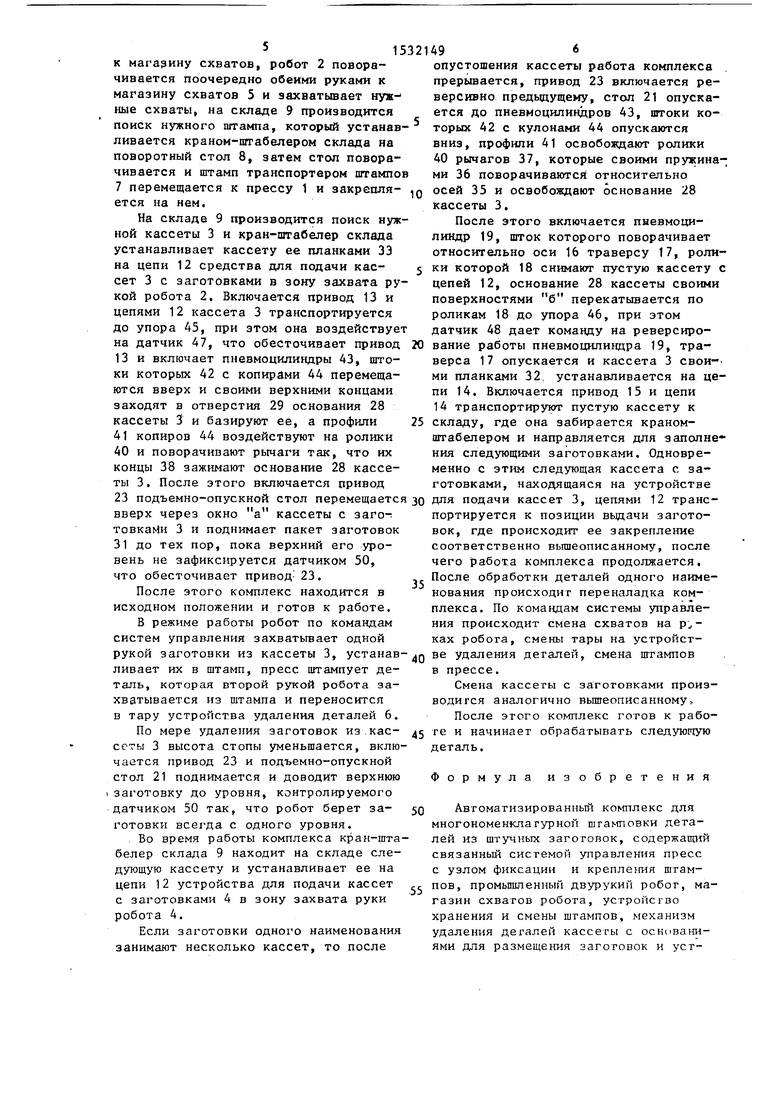
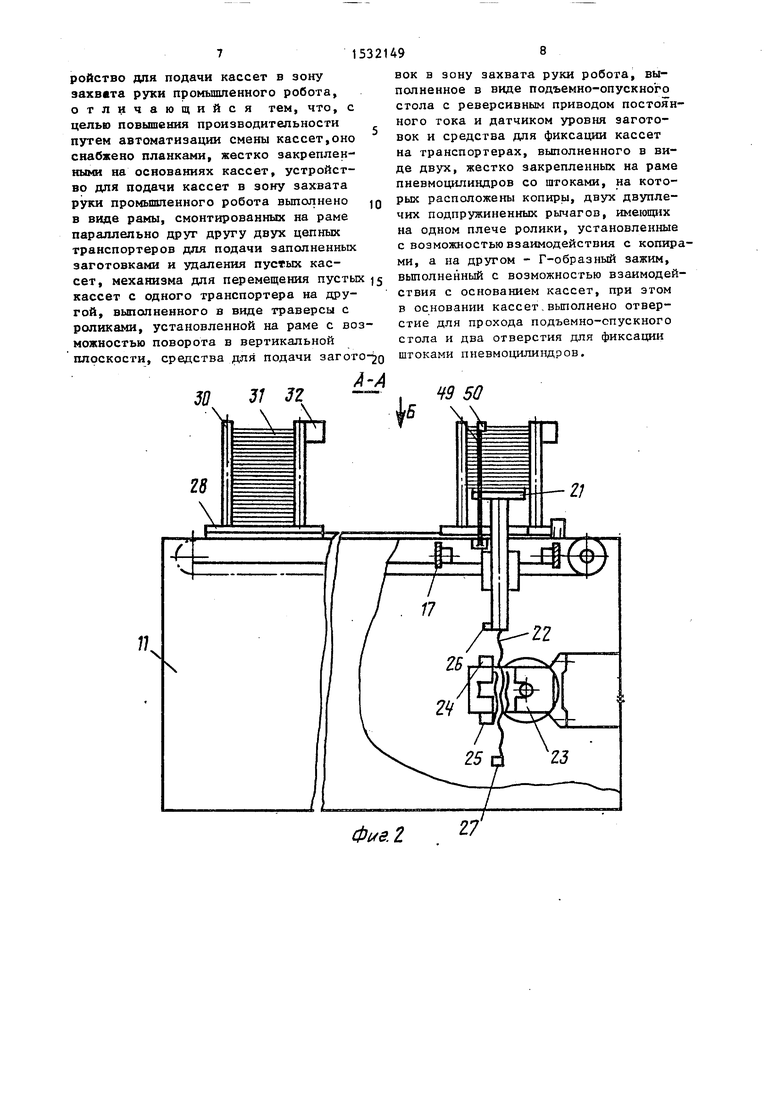
На фиг. 1 изображено устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1 (повернуто); на фиг, 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3 (ка ссета в рабочем положении); на фиг. 5 - то же (кассета на транспортере для удаления пустых кассет); на фиг. 6 - вид Д на фиг.5, на фиг. 7 - разрез Г-Г на фиг.З.
Комплекс состоит из пресса 1 с программируемой закрытой высотой, двурукого промьгашенного робота 2, устройства для подачи кассет 3 с заготовками в зону захвата руки 4 промыпшенного робота, магазина схватов 5, устройства удаления деталей 6, транспортера штампов 7, поворотного стола 8, автоматизированного склада 9 с краном-штабелером и системы программного управления 10.
Устройство для подачи кассет 3с заготовками в зону захвата руки промыпшенного робота 2 состоит из рамы 11, на которой смонтированы на звездочках две цепи 12 с приводом 13 и две цепи 14 с приводом 15. На оси 16, закрепленной на раме 11, установлена качающаяся траверса 17 с роликами 18 и приводом в виде пневмоцилиндра 19, смонтированного на оси 20, В направляющих рамы 11 установлен подъемно-опус кной стол 21 с приводом, вьшолненным в виде винта 22, кинематически связан ного через редуктор с реверсивным приводом постоянного тока 23. Верхнее и нижнее положение стола 21 контролируется датчиками 24 и 25, контактирующими соответственно с флажками 26 и 27. Кассета 3. состоит из основания 28 С центральным отверстием а для прохода подъемно-опускного стола, двумя отверстиями 29 для фиксации и штырями 30 для ориентации пакета заготовок 31 На ОДНОМ из штырей 30 кассеты укреплен магнитный расширитель заготовок 32. Кассеты 3 по роликам цепей 12 и 14 перемещаются укрепленными на основаниях 28 планками 33, а по роликам 18 - поверхностями б, свободными от планок 33. Для избежания провисания цепей 12 и 14 верхние их ветви перемещаются по установленным в станине опорным пластинам 34. Для фиксации кассет во время работы в раме на осях 35 установлены подпружиненные пружинами 36 рычаги 37, одним своим концом 38 контактирующие с основанием 28 кассеты 3, а на другом конце имеющие на оси 39 ролик 40, контактирующий с профилем 41 укрепленного на штоке 42 пневмоцилиндра 43 копира 44.
По цепям 12 кассеты с заготовками транспортируются со склада 9 к рабочей позиции, по цепям 14 - пустые кассеты перемещаются к складу. На раме 11 установлены ограничивающие перемещения кассет 3 упоры 45 и 46 с соответствующими датчиками 47 и 48, а также на стойке 49 - датчик 50 контроля уровня заготовок при их выдаче из кассеты.
Устройство работает следующим образом.
Перед началом работы на склад 9 устанавливаются штампы и кассеты 3 с заготовками на магазин схватов 5 - схваты робота, на устройство удаления деталей 6 - пустая тара, в систему уп11)авления 10 вводится программа работы, при этом положение кассет 4 и штампов в складе, схватов в магазине схватов находится в памяти системы управления.
В режиме подготовки к работе по командам системы управления на устройстве удаления деталей пустая тара становится в позицию загрузки, в магазине схватов 5 производится поиск руками
к магазину схватов, робот 2 поворачивается поочередно обеими руками к магазину схватов 5 и эахватьтает нуж- ные схваты, на складе 9 производится поиск нужного штампа, который устанавливается краном-пггабелером склада на поворотный стол 8, затем стол поворачивается и штамп транспортером штампов 7 перемещается к прессу 1 и закрепляется на нем.
На складе 9 производится поиск нужной кассеты 3 и кран-штабелер склада устанавливает кассету ее планками 33 на цепи 12 средства цпя подачи кассет 3 с заготовками в зону захвата рукой робота 2, Включается привод 13 и цепями 12 кассета 3 транспортируется до упора 45, при этом она воздействует на датчик 47, что обесточивает привод 13 и включает пневмоцилиндры 43, штоки которых 42 с копирами 44 перемещаются вверх и своими верхними концами заходят в отверстия 29 основания 28 кассеты 3 и базируют ее, а профили 41 копиров 44 воздействуют на ролики 40 и поворачивают рычаги так, что их концы 38 зажимают основание 28 кассеты 3, После этого включается привод
23 подъемно-опускной стол перемещается зо для подачи кассет 3, цепями 12 транс- вверх через окно а кассеты с заго-; товкаМи 3 и поднимает пакет заготовок 31 до тех пор, пока верхний его уровень не зафиксируется датчиком 50, что обесточивает привод- 23.
После этого комплекс находится в исходном положении и готов к работе.
В режиме работы робот по командам систем управления захватьтает одной
35
портируется к позиции вьодачи заготовок, где происходит ее закрепление соответственно вышеописанному, после чего работа комплекса продолжается. После обработки деталей одного наименования происходит переналадка комплекса. По командам системы управления происходит смена схватов на ках робота, смены тары на устройструкой заготовки из кассеты 3, устанав- Q не удаления деталей, смена штампов
ливает их в штамп, пресс штампует деталь, которая второй рукой робота захватывается из штампа и переносится в тару устройства удаления деталей 6.
По мере удаления заготовок из кассеты 3 высота стопы уменьшается, включается привод 23 и подъемно-опускной стол 21 поднимается и доводит верхнюю заготовку до уровня, контролируемого датчиком 50 так, что робот берет за- зО готовки всех да с одного уровня.
Во время работы комплекса кран-штабелер склада 9 находит на складе следующую кассету и устанавливает ее на цепи 12 устройства для подачи кассет с заготовками 4 в зону захвата руки робота 4.
Если заготовки одного наименования занимают несколько кассет, то после
45
сс
опустошения кассеты работа комплекса прерывается, привод 23 включается ре- версивно предыдущему, стол 21 опускается до пневмоцилиндров 43, штоки которых 42 с кулонами 44 опускаются вниз, профипи 41 освобождают ролики 40 рычагов 37, которые своими пружинами 36 поворачиваются относительно
осей 35 и освобождают основание 28 кассеты 3.
После этого включается пневмоци- линдр 19, шток которого поворачивает относительно оси 16 траверсу 17, ролн- ки которой 18 снимают пустую кассету с цепей 12, основание 28 кассеты своими поверхностями б перекатывается по роликам 18 до упора 46, при этом датчик 48 дает команду на реверсирование работы пневмоцилиндра 19, траверса 17 опускается и кассета 3 свои- ми планками 32. устанавливается на цепи 14. Включается привод 15 и цепи 14 транспортируют пустую кассету к
складу, где она забирается краном- штабелером и направляется для заполнения следующими заготовками. Одновременно с этим следующая кассета с заготовками, находящаяся на устройстве
зо для подачи кассет 3, цепями 12 транс-
35
портируется к позиции вьодачи заготовок, где происходит ее закрепление соответственно вышеописанному, после чего работа комплекса продолжается. После обработки деталей одного наименования происходит переналадка комплекса. По командам системы управления происходит смена схватов на ках робота, смены тары на устройстзО
в прессе.
Смена кассеты с заготовками производится аналогично вьштеописанному.
После этого комплекс готов к рабо- 45 те и начинает обрабатывать следующую деталь.
Формула изобретения
Автоматизированный комплекс для многономенклагурно шгаьшовки деталей из штучных заготовок, содержащий связанный системой управления пресс с узлом фиксации и крепления штам- пов, промьшшенный двурукий робот, магазин схватов робота, устройство хранения и смены штампов, механизм удаления деталей кассеты с осж вани- ями для размещения заготовок и уст
ройство для подачи кассет в зону захвста руки промышленного робота, отличающийся тем, что, с целью повышения производительности путем автоматизации смены кассет,оно снабжено планками, жестко закреплен- ными на основаниях кассет, устройство для подачи кассет в зону захвата руки промышленного робота выполнено в виде рамы, смонтированных на раме параллельно друг другу двух цепных транспортеров для подачи заполненных заготовками и удаления пустых кассет, механизма для перемещения пусты кассет с одного транспортера на другой, выполненного в виде траверсы с роликами, установленной на раме с воможностью поворота в вертикальной плоскости, средства для подачи загот
30
0
5 Q
вок в зону захвата руки робота, выполненное в виде подъемно-опускного стола с реверсивным приводом постоянного тока и датчиком уровня заготовок и средства для фиксации кассет на транспортерах, выполненного в виде двух, жестко закрепленных на раме пневмоцилиндров со штоками, на которых расположены копиры, двух двуплечих подпружиненных рычагов, имеющих на одном плече ролики, установленные с возможностью взаимодействия с копирами, а на другом - Г-образный зажим, вьтолненный с возможностью взаимодействия с основанием кассет, при этом в основании кассет,выполнено отверстие для прохода подъемно-опускного стола и два отверстия для фиксации штоками пневмоцилиндров.
.г
ж
15
1532149
Вид 5
7
11
в
7
Фиг.5
il
28 29
3
Составитель Т.Иванова Редактор В.Ковтун Техред А.КравчукКорректор С.Шекмар
Вид a
Фиг.6
г- Г
Фиг. 7
| Автоматизированный комплекс для многономенклатурной штамповки деталей из штучных заготовок | 1984 |
|
SU1214290A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
