1
(21)4375239/27-03
(22)04.02.88
(46) 23.11.89. Бюп. № 43
(72) В.А. Колышкин и Н.В. Прохорчук
(53)621.867(088.8)
(56)Авторское свидетельство СССР 1142384, кл. В 65 G 47/69, 1983.
Белянин П.Н. и др. Гибкие производственные комплексы.-М.: Машиностроение, 1984, с. 215-217, рис. 6.5, 6.6.
(54)УСТРОЙСТВО ПРИЕМА-ПЕРЕДАЧИ ОБЪЕКТОВ МАНИПУЛИРОВМИЙ
(57)Изобретение относится к гибким производственным системам и позволяет повысить производительность и надежность работы устройства. Устройство включает раму с продольными направляющими (Н) 7 в верхней части, подвижный вдоль них приводной тяговый
0
л .л
111 III
л.
поводок (ТП) 10 и подвижные в перпендикулярном направлении относительно Н 7 основной и дополнительнЕ двух- позиционные тактовые стопы с двумя парами Н 16 в верхней части. Дополнительный тактовый стол расположен параллельно основному с противоположной стороны Н 7. На Н 7,16 установлег ны с возможностыо перемещений от ТП 10 тележки-носители (ТН) 20 с зацепами для взаимодействия с ТП 10. Основания 14 тактовых столов выполнены Г-образными, на консольной части которых расположены Н 16. При установке объекта манипулирования на одну иэ ТН 20 основного тактового стола, которая посредством ТП 10 перемещается с Н 16 на Н 7 и с них на одну из Н 16 дополнительного тактового стола, последний совершает поперечное перемещение и ТП 10 выходит из зацепа одной
W
/f
i
ТН 20 и входит в зацеп другой ТН 20. При этом последняя перемещается ТП 10 к основному тактовому -столу на его свободную позицию. Таким образом, совершая челночные перемещения, ТН 20 многократно передают объекты манипут , лирования в прямом и обратном направлениях. 2 з.п. ф-лы, 12 ил.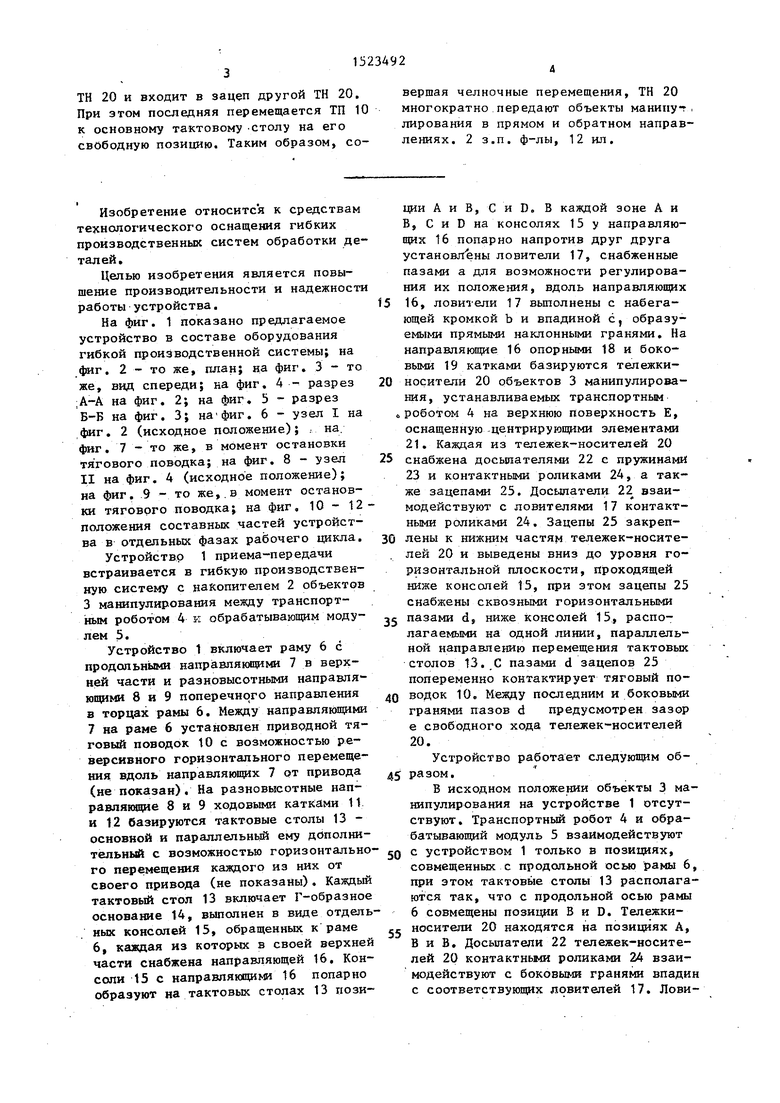
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для смены инструментальных наладок | 1986 |
|
SU1426744A1 |
| Устройство для перегрузки подвесок с траверс подвесного конвейера | 1981 |
|
SU1004227A1 |
| Автоматизированная линия сборки и контактной точечной сварки изделий | 1987 |
|
SU1532239A1 |
| ШПИНДЕЛЬНЫЙ КОНВЕЙЕР И УСТАНОВКА ДЛЯ ОБРАБОТКИ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ С ТАКОВЫМ | 2012 |
|
RU2611477C2 |
| Тележечный конвейер | 1985 |
|
SU1273302A1 |
| Линия для термической обработки | 1985 |
|
SU1416519A1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Транспортный робот | 1987 |
|
SU1452738A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Устройство последовательного считывания информации и точного позиционирования | 1987 |
|
SU1475875A1 |
Изобретение относится к гибким производственным системам и позволяет повысить производительность и надежность работы устройства. Устройство включает раму с продольными направляющими (Н) 7 в верхней части, подвижный вдоль них приводной тяговый поводок (ТП) 10 и подвижные в перпендикулярном направлении относительно Н 7 основной и дополнительный двухпозиционные тактовые столы с двумя парами Н 16 в верхней части. Дополнительный тактовый стол расположен параллельно основному с противоположной стороны Н 7. На Н 7,16 установлены с возможностью перемещения от ТП 10 тележки-носители (ТН) 20 с зацепами для взаимодействия с ТП 10. Основания 14 тактовых столов выполнены Г-образными, на консольной части которых расположены Н 16. При установке объекта манипулирования на одну из ТН 20 основного тактового стола, которая посредством ТП 10 перемещается с Н 16 на Н 7 и с них на одну из Н 16 дополнительного тактового стола, последний совершает поперечное перемещение и ТП 10 выходит из зацепа одной ТН 20 и входит в зацеп другой ТН 20. При этом последняя перемещается ТП 10 к основному тактовому столу на его свободную позицию. Таким образом, совершая челночные перемещения, ТН 20 многократно передают объекты манипулирования в прямом и обратном направлениях. 2 з.п. ф-лы, 12 ил.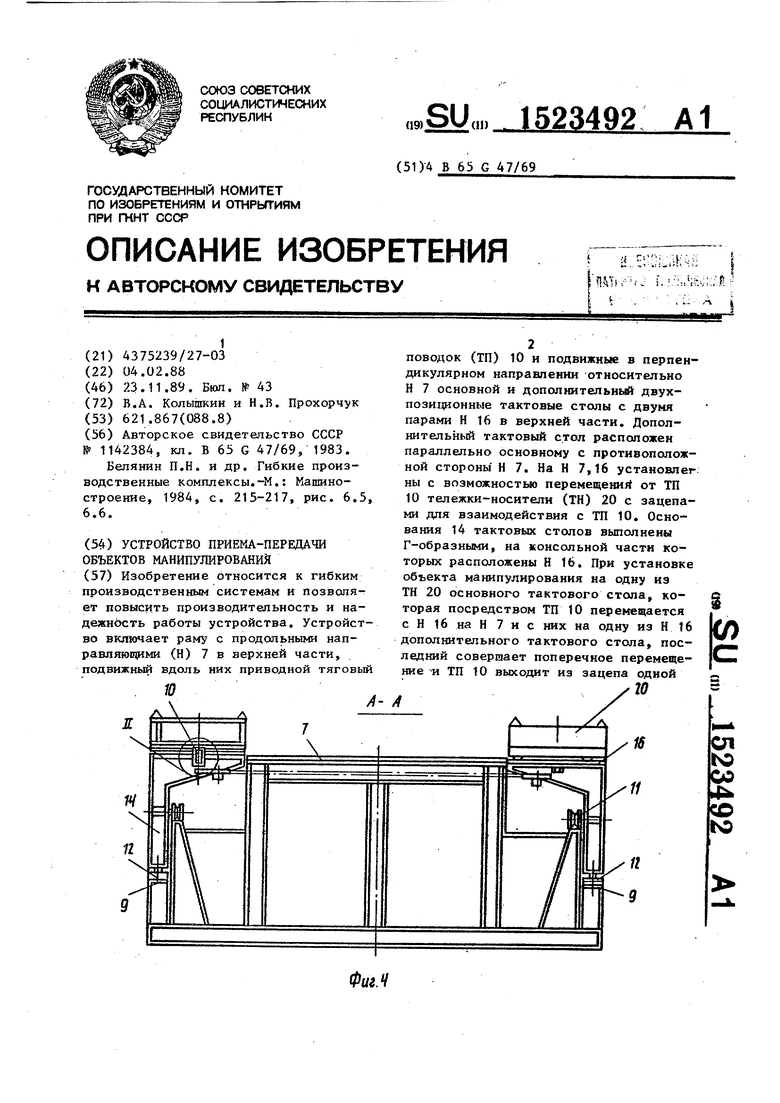
I
Изобретение относитс я к средствам технологического оснащения гибких производственных систем обработки деталей.
Целью изобретения является повышение производительности и надежности работы устройства.
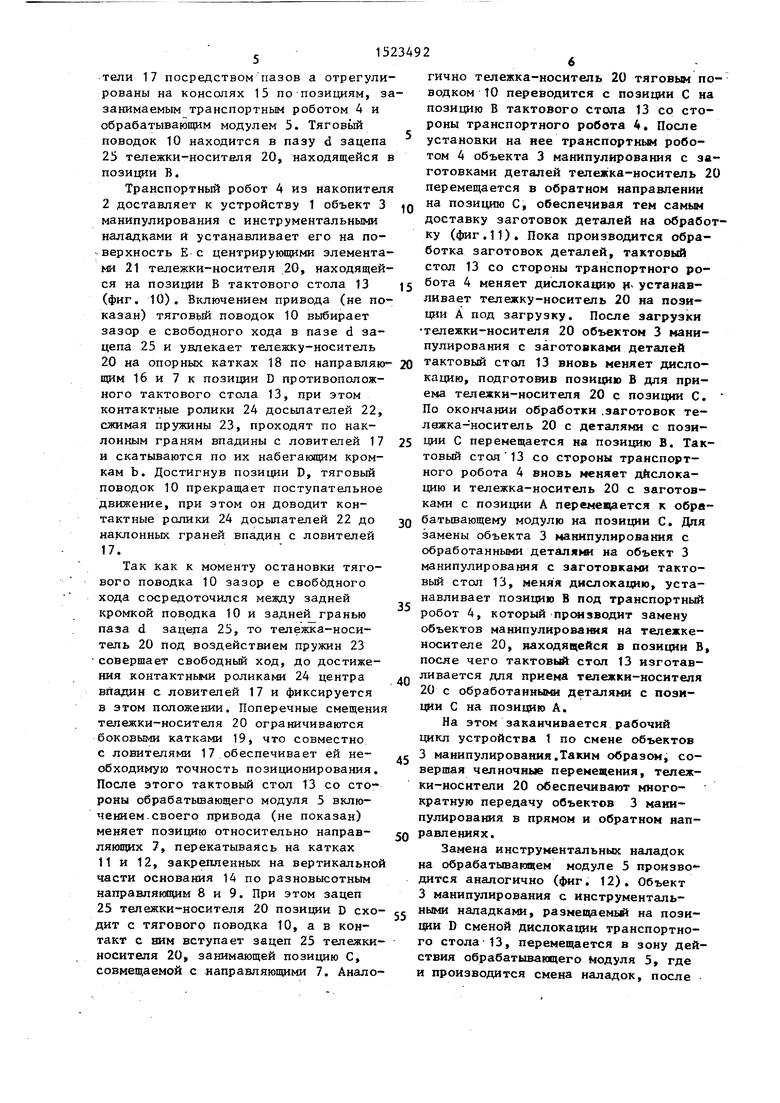
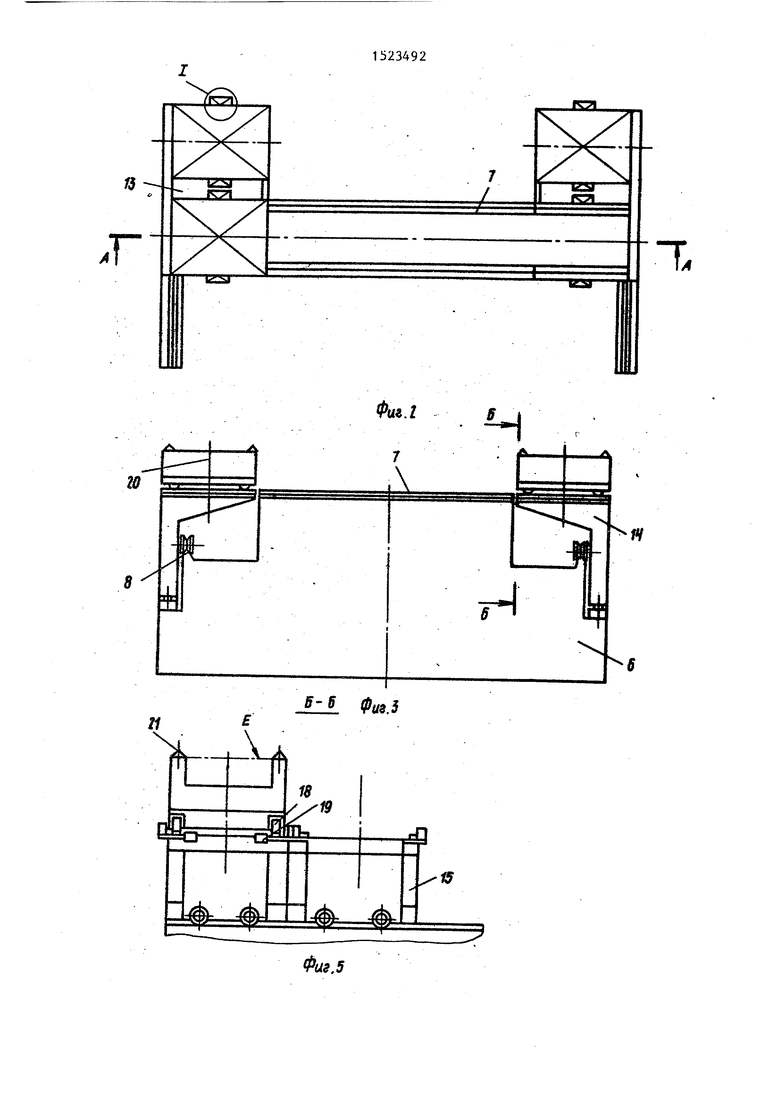
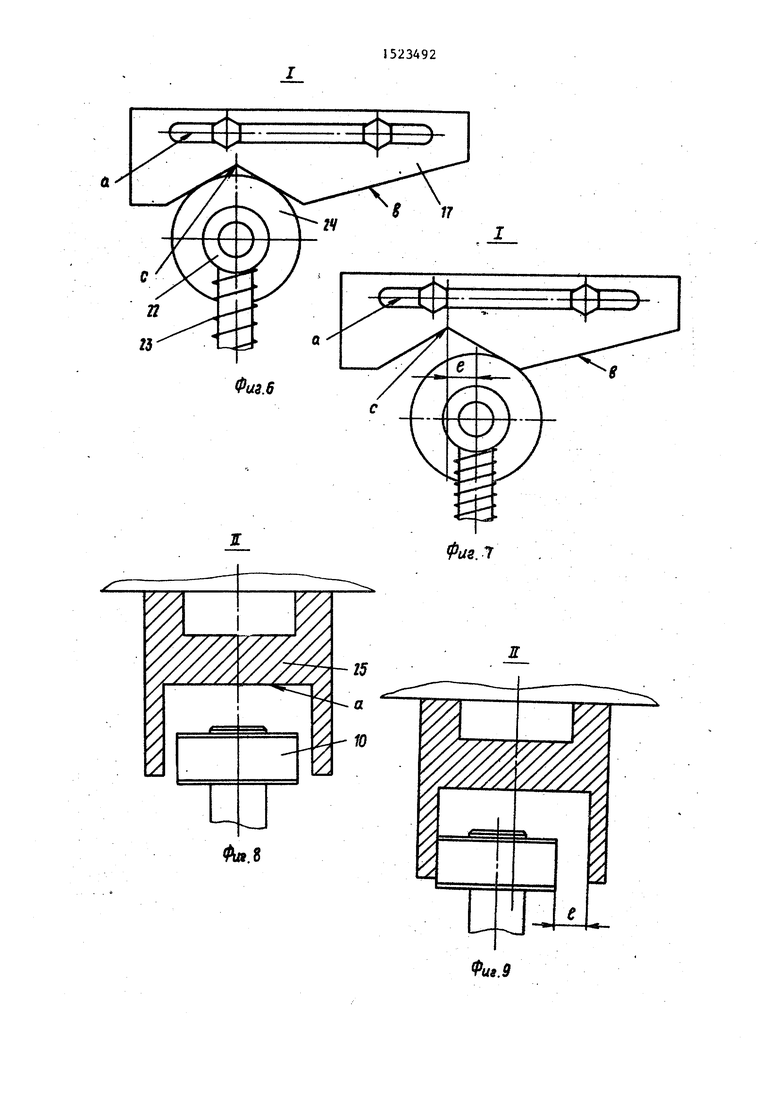
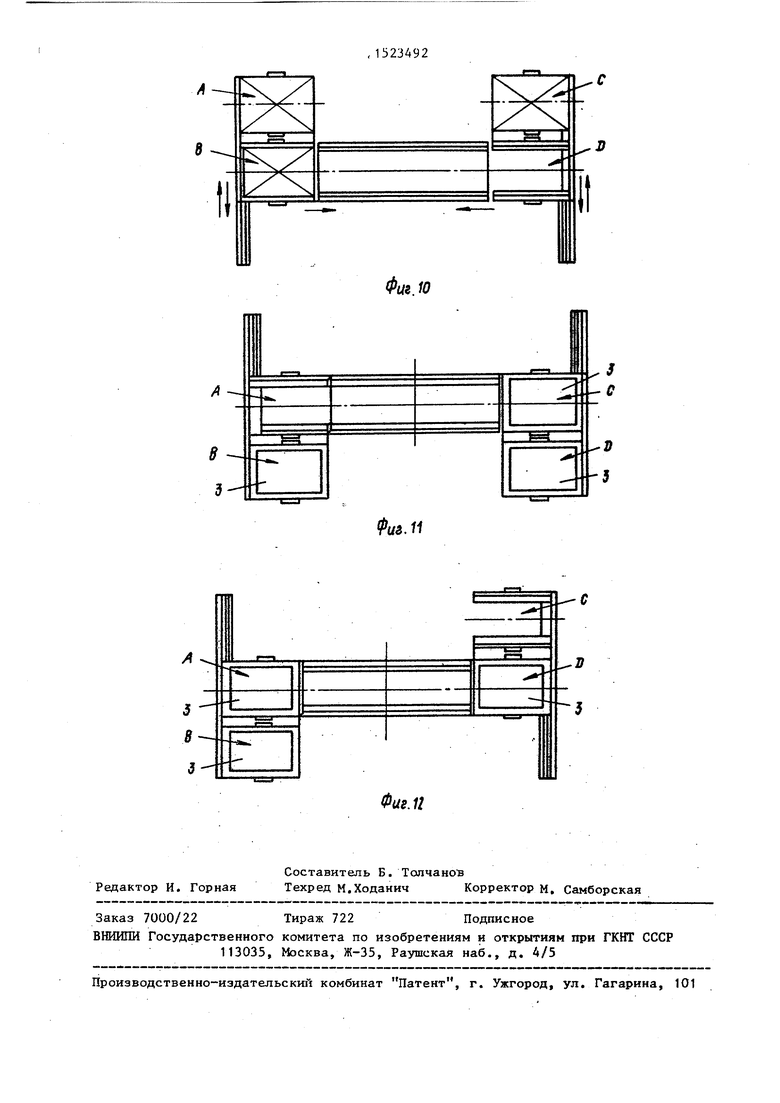
На фиг. 1 показано предлагаемое устройство в составе оборудования гибкой производственной системы; на фиг. 2 - то же, план; на фиг. 3 - то же, вид спереди; на фиг. 4 - разрез ;А-А на фиг. 2; на фиг. 5 - разрез Б-Б на фиг, 3; на фиг. 6 - узел I на фиг. 2 (исходное положение); . на. фиг, 7 - то же, в момент остановки тягового поводка; на фиг. 8 - узел II на фиг. 4 (исходное положение); на фиг. 9 - то же,.в момент остановки тягового поводка; на фиг, 10 - 12 положения составных частей устройства в отдельных фазах рабочего цикла,
Устройство 1 приема-передачи встраивается в гибкую производственную систему с накопителем 2 объектов 3 манипулирования между транспортным роботом 4 к обрабатывающим модулем 5,
Устройство 1 включает раму 6 с продольными направлякдаими 7 в верхней части и разновысотными направляющими 8 и 9 поперечного направления в торцах рамы 6. Между направляющими 7 на раме 6 установлен приводной тяговый поводок to с возможностью ре- версивиого горизонтального перемещения вдоль направляющих 7 от привода (не показан), На разновысотные нап- равляняцие 8 и 9 ходовыми катками 11 и 12 базируются тактовые столы 13 - основной и параллельный ему дополнительный с возможностью горизонтального перемещения каждого из них от своего привода (не показаны). Каждый тактовый стол 13 включает Г-образное основание 14, выполнен в виде отдельных консолей 15, обращенных к раме 6, каждая из которьос в своей верхне части снабжена направляющей 16, Консоли 15 с направляющими 16 попарно образуют на тактовых столах 13 позиции А и В, С и D. В каждой зоне А и В, С и D на консолях 15 у направляющих 16 попарно напротив друг друга установлены ловители 17, снабженные пазами а для возможности регулирования их положения, вдоль направляющих 5 16, ловители 17 вьшолнены с набегающей кромкой b и впадиной с, образуемыми прямыми наклонными гранями. На направлякщие 16 опорными 18 и боковыми 19 катками базируются тележки- 0 носители 20 объектов 3 манипулирования, устанавливаемых транспортньм 6 роботом 4 на верхнюю Поверхность Е, оснащенную центрирующими элементами 21. Каждая из тележек-носителей 20 5 снабжена досьшателями 22 с пружинами 23 и контактными роликами 24, а также зацепами 25. Досьшатели 22 взаимодействуют с ловителями 17 контактными роликами 24, Зацепы 25 закреп- 0 лены к нижним частям тележек-носите- . лей 20 и выведены вниз до уровня горизонтальной плоскости, проходящей ниже консолей 15, при этом зацепы 25 снабжены сквозными горизонтальными 25 пазами d, ниже консолей 15, располагаемыми на одной линии, параллельной направлению перемещения тактовых столов 13,.С пазами d зацепов 25 попеременно контактирует тяговый подо водок 10, Между последним и боковыми гранями пазов d предусмотрен зазор е свободного хода тележек-носителей 20,
Устройство работает следующим об- 45 разом,
В исходном положении объекты 3 манипулирования на устройстве 1 отсутствуют. Транспортный робот 4 и обрабатывающий модуль 5 взаимодействуют 50 устройством 1 только в позициях,
совмещенных с продольной осью рамы 6, при этом тактовые столы 13 располагаются так, что с продольной осью рамы 6 совмещены позиг и В и D. Тележки- сс носители 20 находятся на позициях А, В и В. Досылатели 22 тележек-носителей 20 контактными роликами 24 взаимодействуют с боковыми гранями впадин с соответствующих ловителей 17. Ловители 17 посредством пазов а отрегулированы на консолях 15 по позициям, за- занимаемым транспортным роботом 4 и обрабатываюпщм модулем 5. Тяговый поводок 10 находится в пазу d зацепа 25 тележки-носителя 20, находящейся в позиции В.
Транспортный робот 4 из накопителя 2 доставляет к устройству 1 объект 3 д манипулирования с инструментальными наладками и устанавливает его на поверхность ЕС центрирующими элементами 21 тележки-носителя 20, находящейся на позиции В тактового стола 13 5 (фиг. 10), Включением привода (не показан) тяговьй поводок 10 выбирает зазор е свободного хода в пазе d зацепа 25 и увлекает тележку-носитель
гично тележка-носитель 20 тяговым поводком to переводится с позиции С на позицию В тактового стопа 13 со стороны транспортного робота 4, После установки на нее транспортньм роботом 4 объекта 3 манипулирования с заготовками деталей тележка-носитель 20 перемещается в обратном направлении на позицию С, обеспечивая тем самым доставку заготовок деталей на обработ ку (фиг.11). Пока производится обработка заготовок деталей, тактовый стол 13 со стороны транспортного робота 4 меняет дислокацию н устанавливает тележку-носитель 20 на позиции А под загрузку. После загрузки тележки-носителя 20 объектом 3 манипулирования с заготовками деталей
25
30
20 на опорных катках 18 по направляю - 20 тактовый стол 13 вновь меняет дислощим 16 и 7 к позиции D противоположного тактового стола 13, при этом контактные ролики 24 досьшателей 22, сжимая пружины 23, проходят по наклонным граням впадины с ловителей 17 и скатываются по их набегающим кромкам Ь. Достигнув позиции D, тяговый поводок 10 прекращает поступательное движение, при этом он доводит контактные ролики 24 досыпателей 22 до наклонных граней впадин с ловителей 17.
Так как к моменту остановки тягового поводка 10 зазор е своббдного хода сосредоточился между задней кромкой поводка 10 и задней гранью паза d зацеда 25, то тележка-носитель 20 под воздействием пружин 23 совершает свободный ход, до достижения контактными роликами 24 центра впадин с ловителей 17 и фиксируется в этом положении. Поперечные смещения тележки-носителя 20 ограничиваются боковыми катками 19, что совместно с ловителями 17 обеспечивает ей необходимую точность позиционирования. После этого тактовый стол 13 со стороны обрабатьшающего модуля 5 включением, своего привода (не показан) меняет позицию относительно направляющих 7, перекатываясь на катках 11 и 12, закрепленных на вертикальной части основания 14 по разновысотным направлякядим 8 и 9. При этом зацеп 25 тележки-носителя 20 позиции D сходит с тягового поводка 10, а в контакт с ним вступает зацеп 25 тележки- носителя 20, занимающей позицию С, совмещаемой с направляющими 7. Аналокацию, подготовив позицию В для приема тележки-носителя 20 с позиции С. По окончании обработки .заготовок тележка-носитель 20 с деталями с позиции С перемещается на позицию В. Тактовый стол 13 со стороны транспортного робота 4 вновь меняет дислокацию и тележка-носитель 20 с заготовками с позиции А перемев(ается к обра- батьшающему модулю на позиции С. Для замены объекта 3 манипулирования с обработанными деталями на объект 3 манипулирования с заготовками такто- вьй стол 13, меняя дислокацию, устанавливает позицию В под транспортный робот 4, который прсдазводит замену объектов манипулирова1«я на тележке- носителе 20, находящейся в позиции В, после чего тактовьА стол 13 изготавливается для приема тележки-носителя 20 с обработанны1 о1 деталями с позн- щи С на позицию А.
На этом заканчивается рабочий цикл устройства 1 по смене объектов дЕ 3 манипулирования.Таким образом, совершая челночные перемещения, тележки-носители 20 обеспечивают многократную передачу объектов 3 манипулирования в прямом и обратном направлениях.
Замена инструментальных наладок на обрабатывающем модуле 5 произво - дится аналогично (фиг. 12), Объект 3 манипулирования с инструментальными наладками, размещаемьй на позиции D сменой дислокации транспортного стола-13, перемещается в зону действия обрабатывающего модуля 5, где и производится смена наладок, после
35
40
50
55
гично тележка-носитель 20 тяговым поводком to переводится с позиции С на позицию В тактового стопа 13 со стороны транспортного робота 4, После установки на нее транспортньм роботом 4 объекта 3 манипулирования с заготовками деталей тележка-носитель 20 перемещается в обратном направлении на позицию С, обеспечивая тем самым доставку заготовок деталей на обработку (фиг.11). Пока производится обработка заготовок деталей, тактовый стол 13 со стороны транспортного робота 4 меняет дислокацию н устанавливает тележку-носитель 20 на позиции А под загрузку. После загрузки тележки-носителя 20 объектом 3 манипулирования с заготовками деталей
5
0
кацию, подготовив позицию В для приема тележки-носителя 20 с позиции С. По окончании обработки .заготовок тележка-носитель 20 с деталями с позиции С перемещается на позицию В. Тактовый стол 13 со стороны транспортного робота 4 вновь меняет дислокацию и тележка-носитель 20 с заготовками с позиции А перемев(ается к обра- батьшающему модулю на позиции С. Для замены объекта 3 манипулирования с обработанными деталями на объект 3 манипулирования с заготовками такто- вьй стол 13, меняя дислокацию, устанавливает позицию В под транспортный робот 4, который прсдазводит замену объектов манипулирова1«я на тележке- носителе 20, находящейся в позиции В, после чего тактовьА стол 13 изготавливается для приема тележки-носителя 20 с обработанны1 о1 деталями с позн- щи С на позицию А.
На этом заканчивается рабочий цикл устройства 1 по смене объектов Е 3 манипулирования.Таким образом, совершая челночные перемещения, тележки-носители 20 обеспечивают многократную передачу объектов 3 манипулирования в прямом и обратном направлениях.
Замена инструментальных наладок на обрабатывающем модуле 5 произво - дится аналогично (фиг. 12), Объект 3 манипулирования с инструментальными наладками, размещаемьй на позиции D сменой дислокации транспортного стола-13, перемещается в зону действия обрабатывающего модуля 5, где и производится смена наладок, после
5
0
0
чего тактовый стол 13 меняет дислокацию в обратном направлении. Тяговый поводок 10 в процессе работы не совершает холостых ходов,
Формула изобретения
„ 5
5
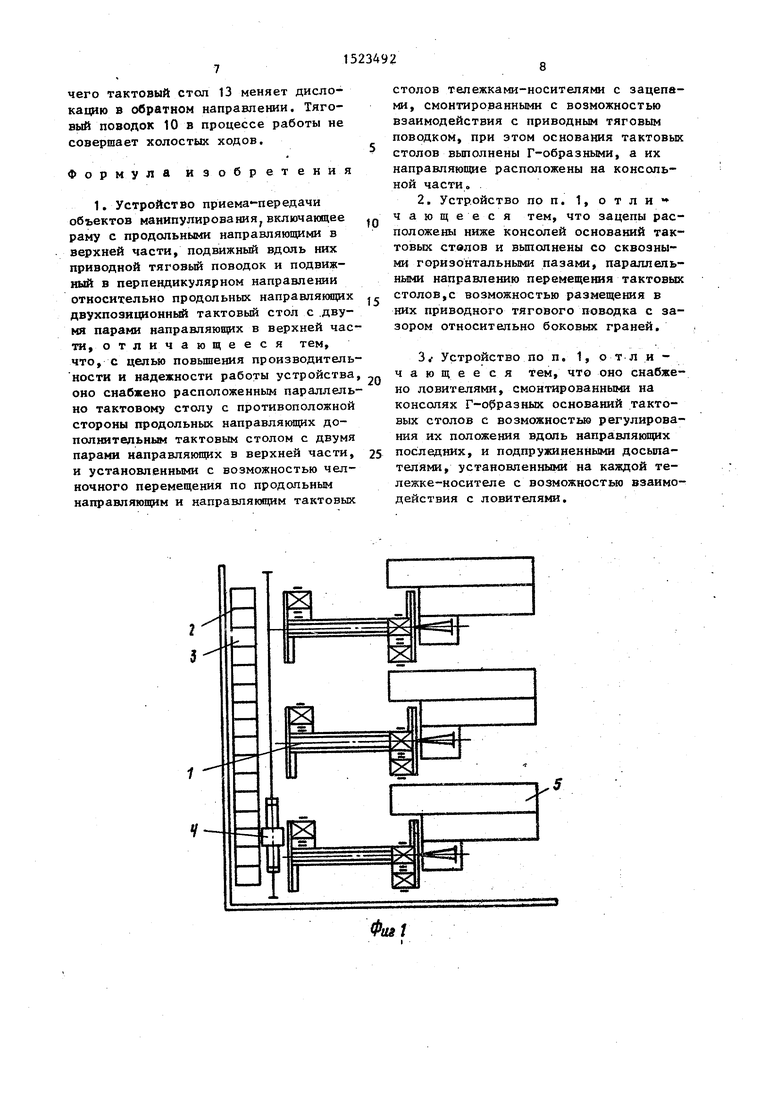
столов тележками-носителями с зацепами, смонтированными с возможностью взаимодействия с приводным тяговым поводком, при этом основания тактовых столов выполнены Г-образными, а их направляющие расположены на консольной части. .
3 Устройство по п, 1, отли - чающееся тем, что оно снабжено ловителями, смонтированными на консолях Г-о0разных оснований тактовых столов с возможностью регулирования их положения вдоль направляющих последних, и подпружиненными досыла- телями, установленными на каждой тележке-носителе с возможностью взаимодействия с ловителями.
- Фаз. 5
18
Фм.5
КУ
/
Тх
Фиг.2
Фм.В
х
Фиг. Ю
3 С
и
3
и&. 1
-5
