Изобретение относится к промышленной™ строительных материалов и может быть использовано при штабелировании кирпича-сырца для садки в печь.,
Известен способ укладки кирпича сыр- ЦЭ В технологический пакет, включающий разгрузку сушильных вагонеток шаговым снижением их и послойным сталкиванием кирпича-сырца с рам.
Известен также способ укладки кирпича-сырца в пакет для обжига, включающий одновременное сталкивание кирпича с трех полок сушильной вагонетки на опорные поверхности с выборкой зазоров между кир- за счет подачи их в сходящиеся потоки, перемещение верхнего и промежуточного слоев к нижнему с одновременной ориентацией в них кирпичей в зигзагообразных направлениях с противоположным расположением зигзагов в смежных слоях, укладку слоев в пакет при разноскоростном отводе опорных поверхностей и сталкивании с них рядов кирпичей.
Недостатком известного способа является совмещение процесса схода изделий всех слоев в технологический пакет по времени, что затрудняет процесс формирования пакета.
Кроме того, недостатком является ук- л адка изделий прямого и зигзагных слоев с одинаковыми технологическими зазорами.
Это приводит к тому, что изделия прямого нижнего слоя к моменту завершения укладки кирпичей окажутся уложенными в пакет, а последние ряды изделий зигээгных слоев вследствие их размеров вдоль направления сталкивания, больших толщины кирпичей, окажутся провалившимися мимо кирпичей нижнего слоя.
Целью изобретения является повыще- . ние устойчивости пакета.
Указанная цель достигается тем, что в способе укладки кирпича-сырца в пакет для обжига, включающем одновременное сталкивание кирпича с трех полок сушильной вагонетки на опорные поверхности с выборкой зазоров между кирпичами за счет подачи их в сходящиеся потоки, перемещение верхнего и промежуточного слоев к нижнему в одновременной ориентацией в них кирпичей в зигзагообразных направлениях с противоположн ым расположением зигзагов в смежных слоях; укладку слоев в пакет при разноскоростном отводе опорных поверхностей и сталкивании с них рядов кирпичей, согласно изобретению, укладку промежуточного слоя начинают одновременно с укладкой Tpettefo ряда нижнего слоя, а верхнего слоя начинают одновременно с укладкой третьего ряда нижнего слоя, а верхнего слоя - одновременно с укладкой пятого ряда нижнего слоя, при этом средние зазоры между рядами нижнего слоя увеличивают по сравнению с крайними и средними зазорами э вышележащих слоях на величину равную разности между частным от деления толщины кирпича на косинус угла поворота его в еерхних слоях относительно кирпичей в нижнем слое и толщиной кирпича.
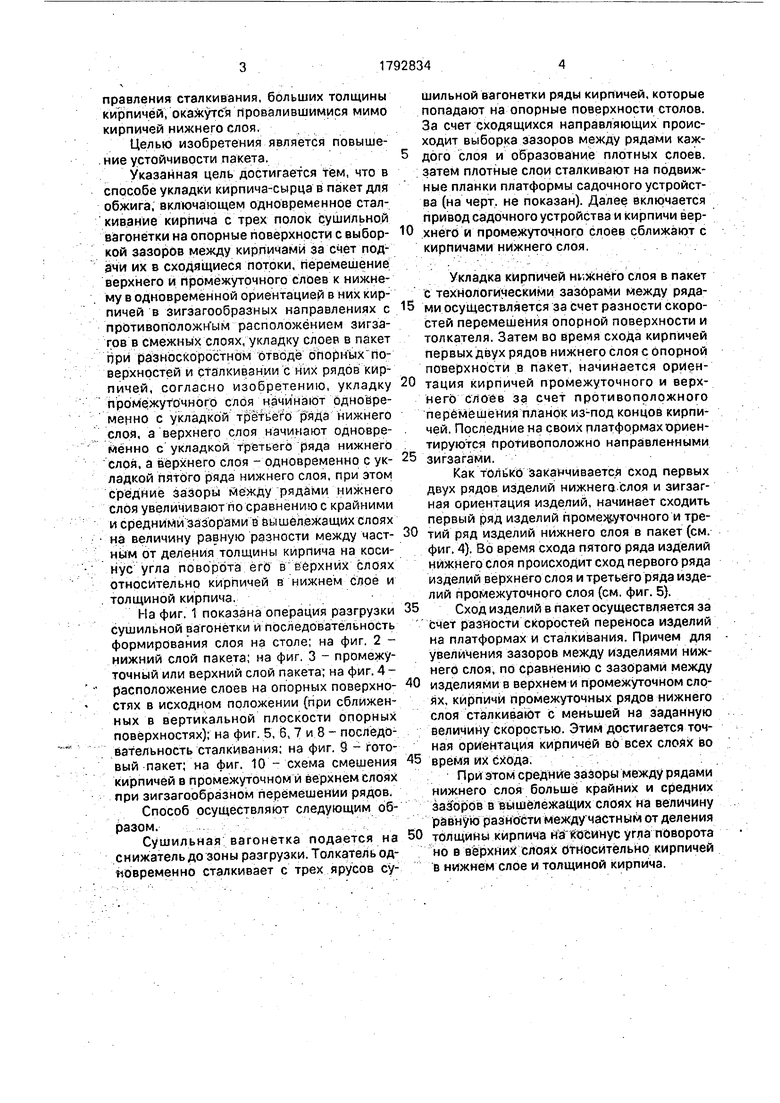
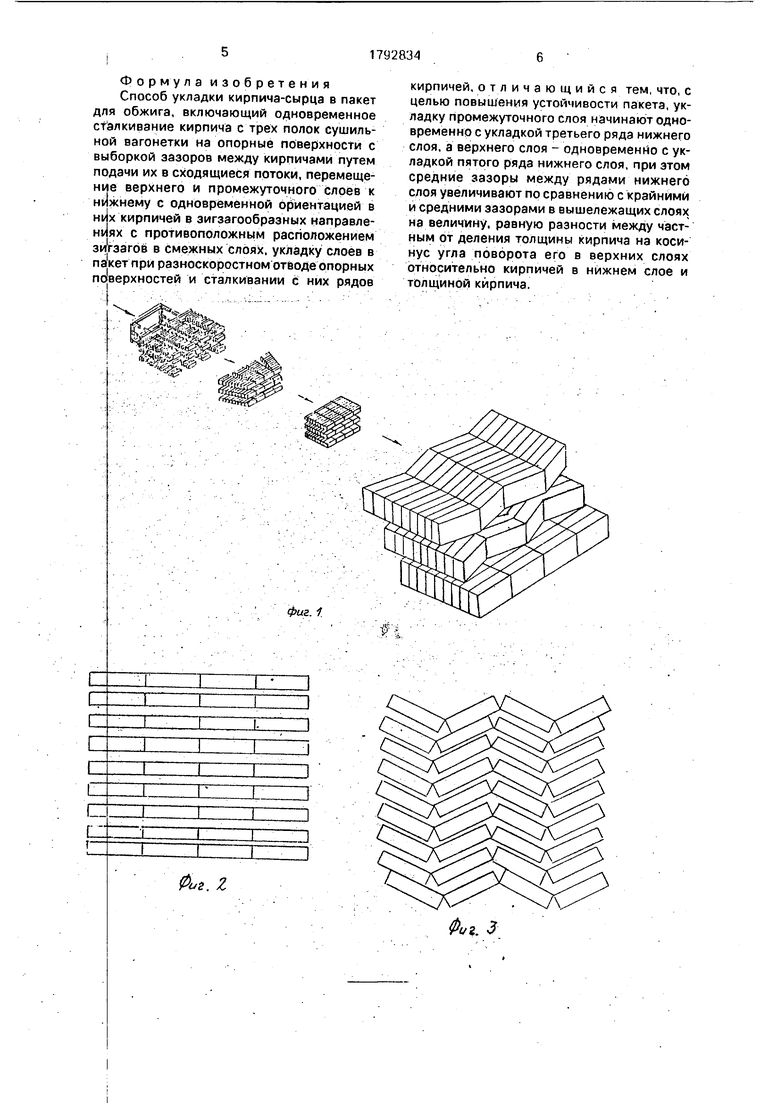
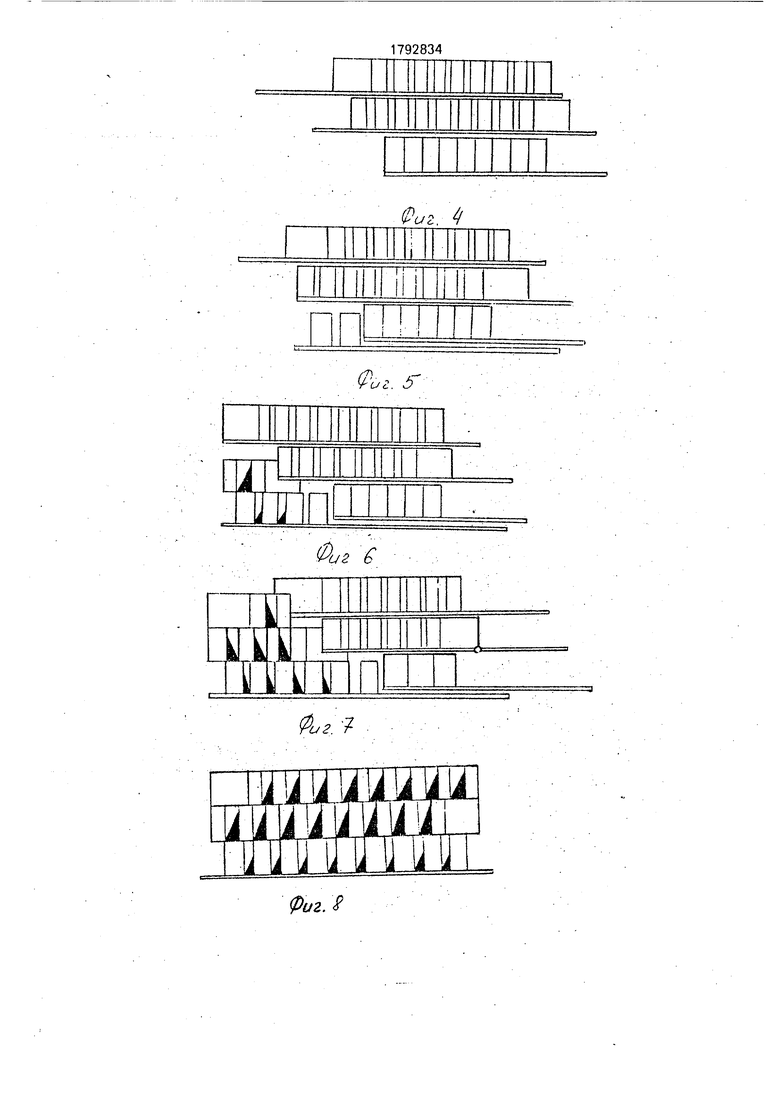
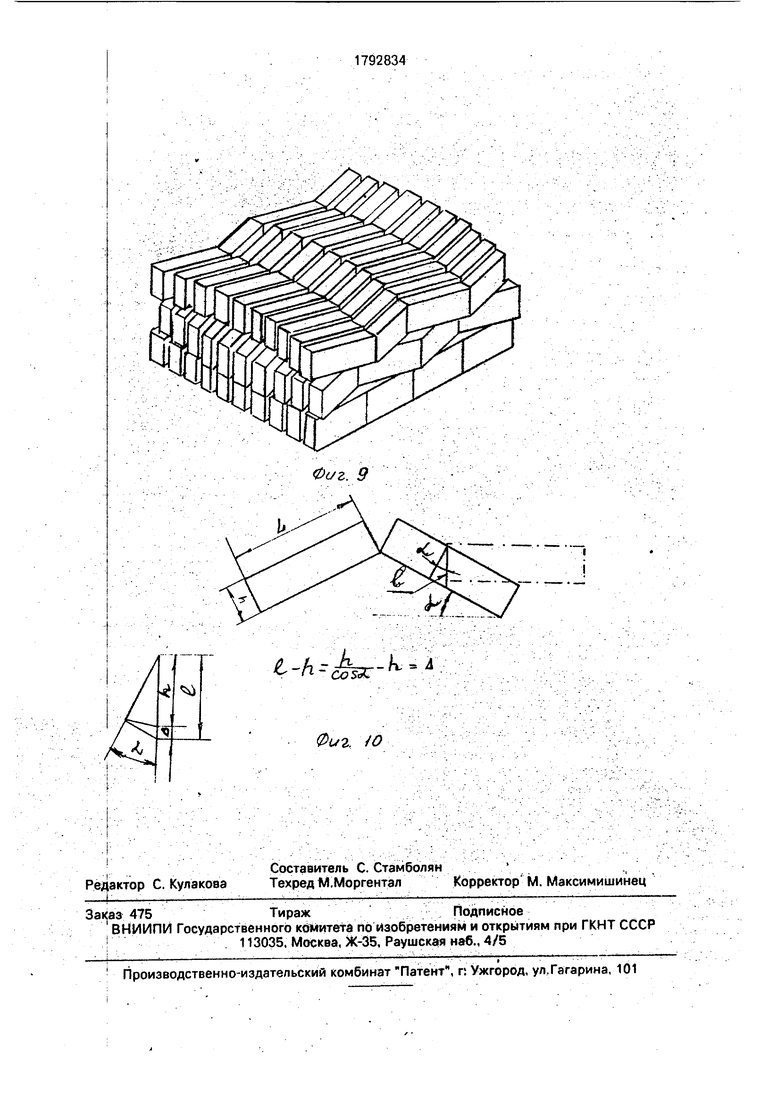
На фиг. 1 показана операция разгрузки сушильной вагонетки и последовательность формирования слоя на столе; на фиг. 2 - нижний слой пакета; на фиг. 3 - промежуточный или верхний слой пакета; на фиг. 4- расположение слоев на опорных поверхностях в исходном положении (при сближенных в вертикальной плоскости опорных поверхностях); на фиг. 5, 6, 7 и 8 - последовательность сталкивания; на фиг. 9 - готовый пакет; на фиг. 10 - схема смешения кирпичей в промежуточном и верхнем слоях при зигзагообразном перемещении рядов.
Способ осуществляют следующим образом.
Сушильная вагонетка подается на снижатель до зоны разгрузки. Толкатель одновременно сталкивает с трех ярусов сушильной вагонетки ряды кирпичей, которые попадают на опорные поверхности столов. За счет сходящихся направляющих происходит выборка зазоров между рядами каждого слоя и образование плотных слоев. затем плотные слои сталкивают на подвижные планки платформы садочного устройства (на черт, не показан). Далее включается привод садочного устройства и кирпичи верхнего и промежуточного слоев сближают с кирпичами нижнего слоя.
Укладка кирпичей нижнего слоя в пакет с технологическими зазорами между рядами осуществляется за счет разности скоростей перемещения опорной поверхности и толкателя. Затем во Ёремя схода кирпичей первых двух рядов нижнего слоя с опорной поверхности в пакет, начинается орйентация кирпичей промежуточного и верхнего слоев за счет противоположного перемещения планок из-под концов кирпичей. Последние на своих платформах ориентируются противоположно направленными
зигзагами.
Как только заканчивается сход первых двух рядов изделий нижнего, слоя и зигзаг- ная ориентация изделий, начинает сходить первый ряд изделий промежуточного и третий ряд изделий нижнего слоя в пакет (см. фиг. 4). Во время схода пятого ряда изделий нижнего слоя происходит сход первого ряда изделий верхнего слоя и третьего ряда изделий промежуточного слоя (см. фиг. 5}.
Сход изделий в пакет осуществляется за счет разности скоростей переноса изделий на платформах и сталкивания. Причем для увеличения зазоров между изделиями нижнего слоя, по сравнению с зазорами между
изделиями в верхнем и промежуточном слоях, кирпичи промежуточных рядов нижнего слоя сталкивают с меньшей на заданную величину скоростью. Этим достигается точная ориентация кирпичей во всех слоях во
время их схОда.
При этом средние зазоры между рядами нижнего слоя больше крайних и средних заз бров в вышележащих слоях на величину равную разности между частным от деления
толщины кирпича на косинус угла поворота но в верхних слоях Относительно кирпичей в нижнем слое и толщиной кирпича.
формула изобретения Способ укладки кирпича-сырца в пакет для обжига, включающий одновременное сталкивание кирпича с трех полок сушильной вагонетки на опорные поверхности с выборкой зазоров между кирпичами путем подачи их в сходящиеся потоки, перемеще- нке верхнего и промежуточного слоев к нижнему с одновременной ориентацией в них кирпичей в зигзагообразных направлениях с противоположным расположением зигзагов в смежных слоях, укладку слоев в па кет при разноскоростном отводе опорных поверхностей и сталкивании с них рядов
кирпичей, отличающийся тем, что, с целью повышения устойчивости пакета, укладку промежуточного слоя начинают одновременно с укладкой третьего ряда нижнего слоя, а верхнего слоя - одновременно с укладкой пятого ряда нижнего слоя, при этом средние зазоры между рядами нижнего слоя увеличивают по сравнению с крайними и средними зазорами в вышележащих слоях на величину, равную разности между частным от деления толщины кирпича на косинус угла поворота его в верхних слоях относительно кирпичей в нижнем слое и толщиной кирпича.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ укладки кирпича-сырца в пакет для обжига | 1989 |
|
SU1715635A1 |
| Устройство комплектования слоя кирпичей для садки на печную вагонетку | 1985 |
|
SU1286423A1 |
| Автомат-укладчик кирпича на сушильные рамы | 1980 |
|
SU980992A1 |
| Разгрузчик сушильных вагонеток | 1990 |
|
SU1805046A1 |
| Способ укладки кирпича-сырца полусухого прессования на печные вагонетки и формирования пакета готовых изделий после обжига | 1985 |
|
SU1242382A1 |
| Способ формирования пакета изделий прямоугольной формы и линия для его осуществления | 1987 |
|
SU1791302A1 |
| Установка для укладки кирпича напЕчНыЕ ВАгОНЕТКи | 1978 |
|
SU804452A1 |
| Способ укладки кирпича-сырца на сушильные вагонетки | 1989 |
|
SU1715630A1 |
| Автомат для резки и укладки глиняного кирпича-сырца на сушильную вагонетку | 1983 |
|
SU1199620A1 |
| Линия разгрузки камерных сушил и укладки керамических изделий в пакеты для обжига | 1985 |
|
SU1288079A1 |
Фиг. J
С
А
И
Фи 2 6
Фаз.
PU2. #
Фиг. 4
ТТ
. 5
Фиг. 9
