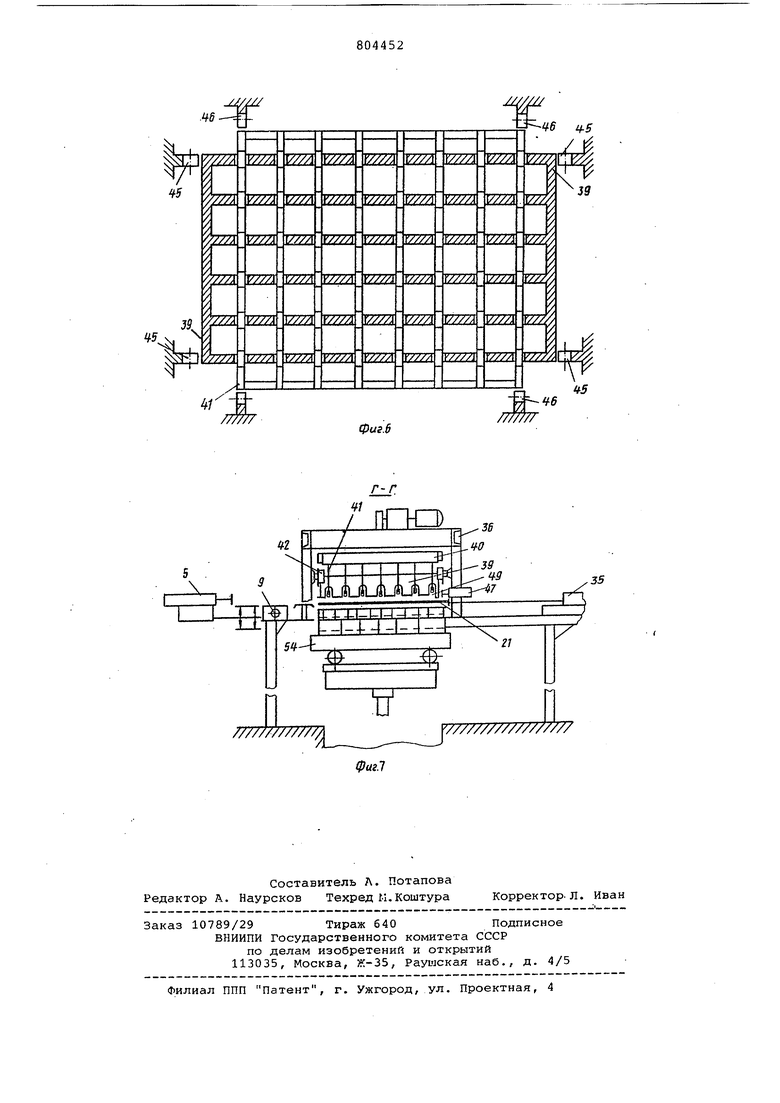
Изобретение относится к промштше ностистроительных материалов и пре назначено для использования при ком плексной механизации и автоматизации предприятий по производству гли няного кирпича и керамических камней. Известна установка для укладки кирпича на печные вагонетки, содержагт ая разгрузчик сушильных вагонето подающие конвейеры, комплектующее устройство и сдатчик с групповыми захватами. Недостаток известной установки заключается в том, что садчики с групповыми захватами имешт значител ную строительную высоту (.до 7-8 м) и обладают большой металлоемкостью. Кроме того, необходимость выбраковки изделий из сформированной карты су1чественно снижает производительность установки. Известна также установка для пакетной садки кирпича на печные ваго нетки, содержащая разгружатель сушильных вагонеток, толкатели, комплектующий механизм и механизм переноса изделий с перпендикулярно расположенными транспортерами, примыкающими к соответстутощим краям подвижных (переносных) столов. Недостатком такой установки является TOj что она занимает значительную производственную и ее эксплуатация также связана с необходимостью ручной выбраковки изделий из карты с последую1ч,им их восполнением, а следовательно - с потерей производительности. Целью изобретения является повышение производительности за счет использования принципа однострочной перегруппировки изделий и послойно-перекрестного пакетирования в горизонтальной плоскости, т.е. на одном уровне,а также экономия производственных площадей и снижение металлоемкости оборудования. Поставленная цель достигается тем, что разгрузчик сушильных вагонеток ,снаб.жен комплексным механизмом однострочной перегруппировки изделий, выполненным в виде выносного конвейера и примыкающих к нему параллельных передаточных конвейеров с поперечными толкателями, причем крайние конвейеры выполнены короче промежуточных на ширину поперечного толкателя, а комплектующее устройство выполнено в виде горизонтального подвижного стола с парал-. лельными прорезями и вxoдящи Ш в них опорными элементами, при этом механизм прослойно-перекрытой укладки изделий состоит из распределительного ротора с Г-образными лопастями, расположенными над углом компплектуютего стола, примыкающим к выносному конвейеру механизма однострочной перегруппировки изделий, и раздвижными палетами, установленным по краям стола, вдоль которых расположены подающие конвейеры, причем над подвижным столом смонтирована направляющая кассета с взаимно перпендикулярными подвижными перегород ками и упором, который выполнен так же подвижным. Кроме того, несущие поверхности крейних конвейеров меха низма перегруппировки изделий распо ложены выше средних, а упор направляющей кассеты выполнен подвижным относительно кассеты и стола. На . 1 изображена установка в плане, обищР вид/ на фиг. 2 - разре А-А на фиг. 1; на фиг. 3 - сечение Б-Б на- фиг. 1; на фиг. 4 - сечение В-В на Фиг. 1 по опорным элементам на фиг. 5 - вид на подвижной стол в плане (с условно снятой направляю щей кассетой) , на Фиг. б - вид на подвижные направляющей-кассеты в плане - (.без привода) ;. на Фиг. 7 - сечение Г-Г на Фиг. 2. Установка содержит разгрузчик 1 сушильных вагонеток с подъемной клетью 2, толкатели 3,4 и 5, комплектующее устройство 6, механизм 7 послойно-перекрестной уладки издели снижатель 8 печной вагонетки, подаю щие конвейеры 9 и пульт управления 10. Разгрузчик 1 сушильных вагонеток включает подъемную клеть 2, толкатель 3 и механизм однострочной перегруппировки изделий 11 с поперечными толкателями 4. Механизмы разгрузчика сушильных вагонеток смонтированы на раме 12. Толкатель 3 кирпича и приемная част комплексного механизма 11 одностроч ной перегруппировки изделий смонтированы на одном уровне также на раме 12. Механизм 11 однострочной перегру пировки представляет собой систему параллельных конвейеров с автономны приводами, в том числе крайние пере даточные конвейеры 13 с поперечными толкателями 4, промежуточный конвейер 14 с поперечным толкателем 4 и выносной конвейер 15.-Механизм перегруппировки изделий включает также переходные площадки 16, соединительную площадку 17, направляки-щ 18, неподвижную площадку 19 и подъ мный упор 20.. Приемная часть механизма односточной перегруппир.овки изделий через оединительную площадку 17 примыкает подъемной клети 2, а выносной конвейер 15 через неподвижную площадку 19 примыкает к продольному подающему онвейеру 9. Приемная часть паралельных конвейеров 13, 14 и 15 выполнена наклонной к площадке 17 под разыми углами, причем таким образом, то несущие поверхности крайних пеедаточных конвейеров 13 расположеы выше уровня несущих поверхностей средних конвейеров - промежуточного 14 и выносного 15 на 15-20 мм. Кроме того, в приемной части конвейеров 13,14 и 15 расположены соответственно верхние и нижние направляющие 18. В зоне поперечных толкателей 4 несущие поверхности конвейеров 13-15 практически находятся на одном уровне с переходными площадками 16. Крайние конвейеры 13 механизма перегруппировки изделий выполнены короче промежуточного 14 на ишрину поперечного толкателя 4 (фиг. 1) . Комплектующее устройство 6 и механизм 7 послойно-перекрестной укладки изделий 7 скомпонованы в одном блоке и имеют ряд общих конструктивных элементов. Комплектующее устройство 6 состоит из горизонтального подвижного стола 21 с параллельными прорезями 22 и входящими в них опорными элементами 23, распределительного ротора 24 с Г-образными лопастями 25, роликового сектора 26, ограждающей направляющей 27, двухходотолкателей 5, раздвижных палат 28 и 29, подающих конвейеров 9, регулируемых упоров 30 и 31 и направляющей кассеты 32, расположенной над подвижным столом 21. Распределительный ротор 24 имеет привод 33 (фиг. 2) и вертикальный вал 34,на котором закреплены Г-образные лопасти 25. Вертикальный вал 34 расположен на выносном конвейере 15, а Г-образные лопасти 25 установлены с зазором над несущим полотном конвейера 15, роликовым сектором 26 и подающими конвейерами 9. Механизм послойно-перекрестной укладки 7 состоит из горизонтального подвижного стола 21 с приводом 35,смонтированных на общей раме 36, опорных катков 37, направляющей кассеты 32, также смонтированной на раме 36 под подвихсным столом 21, и неподвижных склизов 38. Подвижный стол 21 имеет параллелькые прорези 22, в которые входят поддерживающие (опорные) элементы 23, проходящие через направляющую кассету 32 и.закрепленные на раме 36.Опорные элементы 23 проходят через направляющую кассету 32 в месTax, соответствующих стыкам пустот в перекрестной садке кирпича.
Направляющая кассета 32 состоит из продольных перегородок 39, соединенных в подвижную решетчатую раму 40, поперечных перегородок 41, также соединенных в другую подвижну решетчатую раму 42, подвижного в горизонтальной плоскости упора 43, смонтированного на раме 36, привода 44 для перемещения решетчатых рам 40 и 42, ограничительных роликов 45 для рамы 42. Подвижной упор 43 имее привод 47 и направлягосцие 48 (Лиг. 6 Упор выполнен с возможностью перемеадения относительно кассеты 32 стола 21.
Продольные перегородки 39 выполнены с пазами 49, а поперечные перегородки 41 с пазами 50. Продольные перегородки 39 расставлены на расстоянии, соответствующие рядам изделий , комплектуемых нэ подвижном столе 21 путем сталкивания с поперечного подающего конвейера 9 и поперечной (относительно выносного конвейера 15) раздвижной палеты 29. Поперечные перегрродки 41 расставлены между собой на расстояния, соответствующие рядам кирпичей в перекрестном направлении, которые комплектуются на подвижном столе 21 с продольного подающего конвейера 9 и продольной раздвижной палеты 28.
Решетчатые рамы 40 и 42 с перегородками 39 и 41 ш.арнирно подвешены к рычагу 51, закрепленному на общей раме 36. Перегородки 39 и 41 расположены взаимно перпендикулярно друг к другу, образуя при этом перекрестный ряд направляющих для кирпичей. Индивидуальная подвеска рам 40 и 42 к рычагу 51 обеспечивает их относительное перемещение в вертикальной плоскости на величину перекрещивающихся пазов 49 и 50.
Раздвижные палеты 28 и 29 установлены по краям стола 21, а распределительный ротор 24 своими Г-образными лопастями 25 располагается над углом подвижного стола, примыкающим к выносному конвейеру 15.
Установка работает следующим образом.
Сушильная вагонетка 52 Фиксируется в подъемной клети 2, которая шаговым перемещением, соответствующим шагу между полками, поднимает изделия на уровень толкателя 3 и соединительной площадки 17.
Толкатель 3 сталкивает ряды кирпича 53 с сушильных реек (рамок), которые упираются о выступ (не показан) соединительной площадки 17. При этом изделия .поступают на площадку 17 и далее на приемную часть комплексного механизма 11 однострочной перегруппировки изделий. Причем при
подаче кирпича на выносной конвейер 15 передаточные 13 и промежуточный
14конвейеры включаются в работу со скоростью, равной скорости перемещения толкателя 3.
При сходе изделия 53с площадки 17 на разновысотную приемную часть конвейеров 13-15 они разделяются и выравниваются в ряду направляющими 18, которые ориентируют изделия строго по осям конвейеров.
o
После перемещения рядов изделий из приемной части в зону поперечных толкателей 4, передаточные конвейеры 13 и промежуточный 14 останавливаются, а выносной конвейер 15 про5должает движение до тех пор, пока последний кирпич выйдет из зоны захвата поперечного толкателя 4, расположенного над промежуточным конвейером 14, и затем останавливается. В этот момент поперечный толка0тель 4 сталкивает ряд кирпичей с промежуточного передаточного конвейера 14 на выносной конвейер 15. Одновременно на выносной конвейер
15сталкивается ряд кирпичей с кон5вейера 13, ас другого крайнего конвейера - на промежуточный конвейер 14.
Выносной конвейер 15 шаговым движением транспортирует принятые изде0лия одной стрелкой к распределительному ротору 24 и соответствующему подающему конвейеру 9, который согласно заданной программе включается синхронно с конвейером 15. Дви5жение конвейеров прекращается по мере выхода последнего кирпича из зоны захвата поперечного толкателя 4, расположенного под промежуточным передаточным конвейером 14. Одновременно промежуточный конвейер
0 14 транспортирует сталкиваемую на него строку изделий в зону поперечного толкателя 4. При очередной остановке выносного конвейера 15 на него сталкивается последняя (в за5данном цикле) строка изделий с конвейера 14.
Таким образом, на выносном конвейере 15 получается практически непрерывный ряд изделий, перегруп0пированных в одну строку, из которой набирается карта садка с выбраковкой изделий непосредственно из строки.
. Выносной конвейер 15, совершая шаговые движения, передает перегруп5пированные в строку изделия (лри утопленном упоре 20) через неподвижную площадку 19 на продольный по- , дакидий конвейер 9, расположенный по оси выносного конвейера 15. При этом
0 кирпичи транспортируются под распределительным ротором 24 до упора 31.
Передача кирпичей от выносного конвейера 15 на поперечный подающий конвейер 9 осуществляется следующим
5 образом.
Во время перегруппировки кирпичей На выносном конвейере 15 подъемный упор 20 преграждает путь строке на продольный подающий конвейер 9. При остановке выносного конвейера 15 распределительный ротор 24 включается в работу и сталкивает лопастями 25 подошедшую строку изделий с конвейера 15-по роликовому сектору 26 на поперечный подающий конвейер 9, который также совершает шаговое движение, набирая заданное количество изделий. Остановка транспортируемой строки на конвейере 9 осущест-вляется при контакте изделий с упором 30. Подающие конвейеры 9 работают попеременно в соответствии с заданной програмг-гой, т.е. при работе одного конвейера второй выключается Комплектация поперечной карты кирпичей на горизонтальном подвижном столе 21 осуществляется следующим образом.
По заданной программе на продольный подающий конвейер 9 поступают кирпичи до остановки их упором 31. Затем конвейер 9 останавливается, и поперечный толкатель 5 первым ходом сталкивает строку на раздвижную палету 28. При очередном шаговом перемещении выносного конвейера 15 на продольном подающем конвейере 9. набирается вторая строка кирпичей, а в это время раздвижная палета 28 раздвигает кирпич на заданный шаг, соответствующий шагу поперечных перегородок 41 направляющей кассеты 32. Вторым ходом толкатель 5 сталкивает раздвинутую строку кирпичей с палеты 28 на подвижной стол 21 и возвращается в исходное положение. При этом кирпичи проходят в просветы, образованные перегородками 41, при предварительно опущенной раме 42 с помощью привода 44. Рама 42 останавливается над подвижным столом 21 с определенным i конструктивным зазором.
При обратном ходе толкателя 5 раздвижные палеты 28 сдвигаются в исходное положение. Толкатель 5 очередным ходом сталкивает с конвейера 9 вторую строку изделий на раздвижную палету 28 и после раздвижки изделий вторым ходом сталкивает строку на подвижный стол 21, причем второй ряд кирпичей проталкивает ранее поданный ряд. Таким образом набирается полная карта, размещенная на подвижном столе 21 до момента садки на печную вагонетку.
Печная вагонетка 54 снижателем 8 поднята в верхнее исходное положение с зазором в 15-20 мм под подьижным столом 21. Затем скомплектованная поперечная карта кирпичей за счет включения привода 35 и перемещения стола 21 при задержке упором 43 сходит с подвижного стола на печную вагонетку 54. В зависимости от заданного рисунка ,садки упор 43 при помощи привода 47 может перемещаться синхронно со столом 21, образуя при сходе кирпича требуемые разрывы в садке в поперечном направлении.
Далее снижатель 8 опускает печную вагонетку 54 на шаг, а подвижной стол 21 возвращается приводом 35 в исходное положение с зазором над уложенной на вагонетку картой 55 кирпича. Продольный подающий конвейер 9 по команде останавливается, упор 20 поднимается в рабочее положение над конвейером 15 и одновременно; привод 44 поднимает решетчатую раму 42 с направляющими перегородками 41 в исходное положение выше кирпичей, опуская при этом продольную реше,тчатую раму 40 с перегородками 39 в рабочее положение с конструктивным зазором над подвижным столом 21. При опускании рамы 40 перегородки 39 и 41. в местах иэ пересечения друг с другом свободно перемещаются в перекрещивающихся пазах 49 и 50.
Затем выносной конвейер 15 шаговым перемещением подает строку изделий до упора 20 и останавливается, автоматически включается в работу распределительный ротор 24, который Г-образной лопастью 25 сдвигает подошедшую строку с выносного конвейера 15 через роликовый сектор 26 на поперечный подающий конвейер 9. Таким образом по частям набирается полная строка изделий, которая по достижении упора 31 останавливает подающий конвейер -9, а также включает в работу продольный толкатель 5, . работающий аналогично поперечному толкателю 5. Работа раздвижных палет и направляющей кассеты при формировании перекрестной карты изделий также аналогична вышеописанной операции .
После формирования перекрестной (продольной) кареты привод 35 выдергивает из-под нее стол 21, и карта изделий, упираясь в упор 43, сходит с подвижного стола на ранее уложенную карту, образуя послойноперекрестную садку. Далее цикл повторяется до достижения заданной высоты пакета (штабеля).
Предлагаемое решение с однострочной перегруппировкой изделий и послойно-перекрестной садкой на печные вагонетки в горизонтальной плоскости, т.е. на одном уровне, обеспечивает повышение производительности установки за счет упрощения выбраковки некондиционных изделий/ а такжа позволяет существенно снизить металлоемкость оборудования; Кроме того, установка занимает сравнительно небольшую площадь и имеет малую строительную высоту, что расширяет область ее применения как при создаНИИ новых заводов, так и при реконструкции действующих предприятий, выпускающих кирпич и керамические камни.
Формула изобретения
1. Установка для укладки кирпича на печные вагонетки, содержащая разгрузчик сушильных вагонеток с подъемной клетью, толкатели, комплектующее устройство, механизм послойноперекрестной укладки изделий, снижатель печной вагонетки, подающие конвейеры и пульт управления, отличающаяся тем, что, с целью повышения производительности, экономии производственных площадей и снижения металлоемкости оборудования, рузгрузчик сушильных вагонеток снабжен механизмом однострочной перегруппировки изделий, выполненном в виде выносного конвейера и примыкающих к нему параллельных передаточных конвейеров с поперечными толкателями, причем крайние конвейера выполнены короче промежуточных на ширину поперечного толкателя, а комплектующее устройство выполнено в виде горизонтального подвижного стола с параллельными прорезями и входящими в них опорными элементами, при этом механизм послойно-перекрытой укладки изделий состоит их распределительного ротора с Г-образными лопастями,расположенными над углом комплектукицего стола, примыкающим к выносному кон вейеру механизма однострочной перегруппировки изделий, и раздвижными
0 палетами, установленными по краям стола, вдоль которых расположены подан 1ие конвейеры, -причем над подвижным столом смонтирована направляющая кассета с взаимно перпендикулярными подвижными перегородками и упором.
2.Установка по п. 1. отличающаяся тем, что, с целью повышения надежности, несущие пове/) рхности крайних конвейеров механизма перегруппировки изделий расположены выше средних.
3.Установка по п. 1, отличающаяся тем, что, с целью
расширения технологических возможностей, упор направляющей кассеты выполнен подвижным относительно кассеты и стола.
fc




| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для садки керамических изделий на печные вагонетки | 1983 |
|
SU1098799A1 |
| Установка для садки керамических изделий на обжиговые вагонетки | 1977 |
|
SU710806A1 |
| Автомат пакетной садки кирпича на печную вагонетку | 1980 |
|
SU944937A1 |
| Установка для садки керамических изделий на печные вагонетки | 1980 |
|
SU912515A1 |
| Комплектователь слоя садки кирпича на обжиговую вагонетку | 1983 |
|
SU1140965A1 |
| Комплектователь слоя садки кирпича на печную вагонетку | 1982 |
|
SU1077796A1 |
| Установка для пакетирования керамических изделий | 1982 |
|
SU1027042A1 |
| Установка разгрузки и пакетирования кирпича | 1987 |
|
SU1482803A1 |
| Установка для съема кирпича с по-лОчНОй ВАгОНЕТКи и уКлАдКи ЕгО НАпЕчНую ВАгОНЕТКу | 1978 |
|
SU837887A1 |
| Автомат пакетной садки керамических изделий на обжиговую вагонетку | 1985 |
|
SU1273251A1 |



т
k
te
75
53
IB
13
гъ n Ю
//////////////.
сриг.З
0-Bti-lt
51
r
/7/7777777
V
(ригЛ
38
30
L/
«7
фиг.5
I ППО
