имеющей проем для прохода мешков. Возвратно-поступательное двнжение пластины осуществляют с помощью винтов 21 с правой и левой нарезкой и направляющих 22. Пластина 20 несет сварочные губки 23, смыкание и размыкание которых осуществляется с помощью пневмоцилиндров 24.
Устройство работает следующим образом.
Рукавная нленка, огибая направляющие ролики 2 и обволакивая питатель 6, непрерывно разрезается с помощью механизма разрезки рукава. При этом рабочий контур лепестков 8 и 9 выполнен по логарифмической спирали, которая обладает свойством: угол р между лучом и касательной в каждой точке - постоянный.
Поэтому при наклоне ножа на угол р, равный 80°, расстояние а между точкой касания пленки и точкой резания сохраняется постоянным при колебаниях периметра рукава. При этом натяжение рукава в точке резания практически не изменяется в процессе резания, что способствует получению ровной линии разрезки рукава.
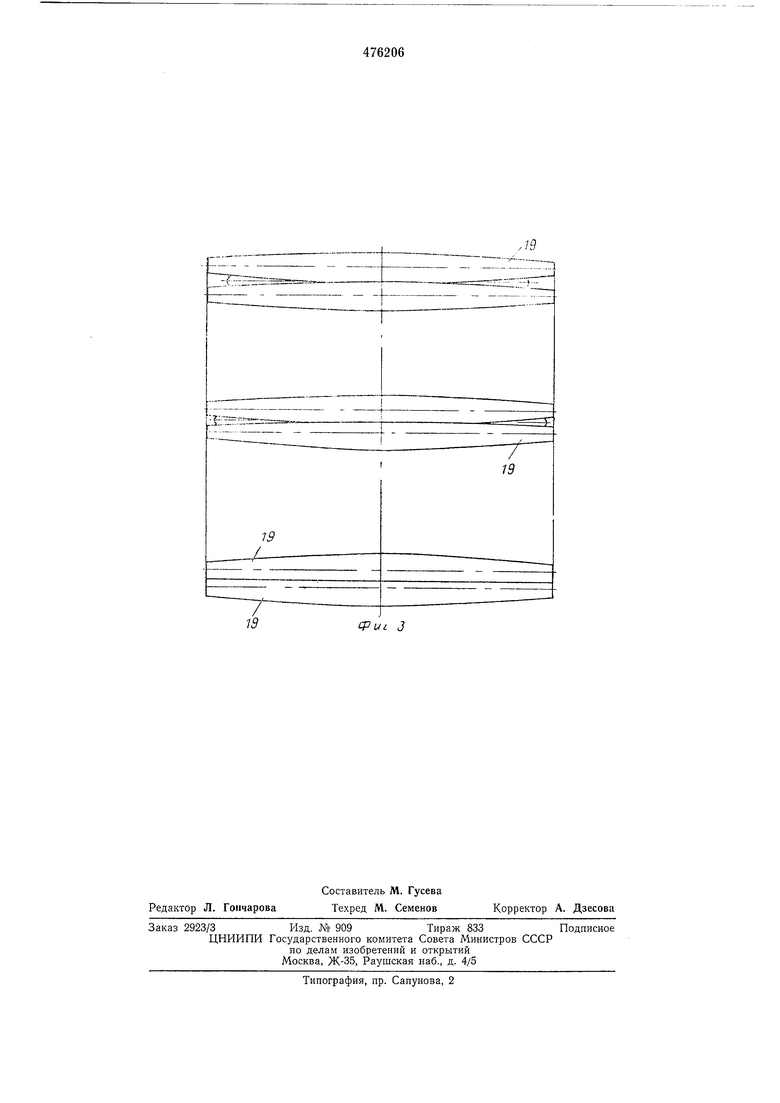
Через образовавшуюся щель проходит транспортирующий шнек 4 дозатора 3. Затем щель непрерывно заваривают с помощью узла 14 для сварки продольного шва. Нижнюю часть образованного после продольной сварки рукава захватывают двумя парами стержней 19 и непрерывно протягивают вниз. Эллипсообразная форма стержней обеспечивает нри их смыкании разглаживание рукава перед поперечной сваркой. Складки сгоняют от середины к периферии рукава. Сразу же после смыкания пар стержней 19 начинают загрузку продукта и поперечную сварку.
Поскольку порощкообразный продукт имеет сравнительно большой угол естественного откоса, устройство снабжено механизмом 5 раскладки продукта по ширине мешка. Это повышает коэффициент заполнения мешка.
Механизм раскладки продукта представляет собой часть транспортирующего шнека внутри питателя 6, на который надета труба со шелью в нижней части, расширяющейся в направлении подачи продукта.
Чтобы продукт не зависал в питателе 6, стенки его выполнены расщиряющимися в нижнем направлении на небольшой угол а, начиная от механизма раскладки продукта.
Параллельно с загрузкой происходит смыкание сварочных губок 23 в пространстве между двумя парами стержней 19, разделяющих соседние мешки, и происходит сварка поперечных швов в процессе движения пластины 20 вниз со скоростью, равной скорости протяжки рукава.
В момент смыкания следующих двух пар стержней 19, сварочные губки 23 размыкаются, и пластина 20 возвращается в крайнее верхнее положение, где процесс повторяется. При смыкании сварочных губок 23 происходит образование верхнего шва предыдущего мещка и нижнего щва последующего, а также отделение последующего мещка от предыдущего. После размыкания сварочного приспособления 17 для образования поперечных швов внизу, упакованный мещок опускают на приемный транспортер 16.
В процессе работы зона загрузки продукта изолирована от окружающей среды с помощью обтюратора 13 пневматического типа, который выполнен в виде тороидальной камеры из эластичного материала, заключенной между двумя ограничительными планками - сверху и снизу.
Габариты камеры и давление в ней таковы, что деформация ее при колебаниях периметра рукава исключает возможность разгерметизации уплотнения. Мешок в момент загрузки сообщается с атмосферой только через загрузочный тракт. Это исключает возможность образования воздущного пузыря внутри мещка и способствует повышению коэффициента заполнения мешка за счет уплотнения продукта.
Предмет изобретения
1. Устройство для протягивания, наполнения и запечатывания мешков из рукавной термосклеивающейся пленки, содерл :ащее питатель, два бесконечных протяжных транспортера с укрепленными на них прижимами для пленки и сварочного приспособления для образования поперечных швов, отличающееся тем, что, с целью упрощения подвода электрического тока и хладагента к сварочному приспособлению, прижимы выполнены в виде стержней, имеющих эллипсообразную форму, и расположены на каждом транспортере попарно с промежутками между стержнями для захода сварочного приспособления, а последнее установлено с возможностью возвратно-поступательного перемещения между транспортерами относительно их продольной оси.
2. Устройство ПО п. 1, отличающееся тем, что сварочное приспособление установлено на пластине, имеющей проем для прохода мешков.
iQ
5 CQ
:x S
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления,напол-нения и запечатывания мешков изрукавного термосклеивающегосяматериала | 1974 |
|
SU509497A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукава термосклеивающегося материала | 1972 |
|
SU442111A1 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU610729A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1987 |
|
SU1433853A2 |
| Устройство для изготовления, наполнения и запечатывания мешков из рукавного термосклеивающегося материала | 1977 |
|
SU654494A1 |
| УНИВЕРСАЛЬНАЯ УПАКОВОЧНАЯ МАШИНА | 2011 |
|
RU2471690C1 |
| Устройство для изготовления,наполнения продуктом и запечатывания пакетов из термосклеивающегося материала | 1985 |
|
SU1331735A1 |
| Способ автоматического изготовления, наполнения продуктом и запечатывания мешков из рукавной полимерной пленки | 1989 |
|
SU1792877A1 |
| УСТРОЙСТВО ДЛЯ УПАКОВКИ СЫПУЧИХ ПРОДУКТОВ | 1973 |
|
SU407794A1 |
| Устройство для изготовления,наполнения и запечатывания мешков из рукавного термосклеивающего материала | 1973 |
|
SU486964A1 |

:з 6Vui J
