Изобретение относится к области прокатного производства, в частности, к намотке в рулон горячекатаных полос.
Известен способ намотки горячекатаной полосы, включающий, подачу полосы в зазор между барабаном моталки с одной стороны и формирующими роликами и межроликовой проводкой с другой стороны, взаимодействие задаваемого конца полосы с поверхностью межроликовой проводки и дальнейшую намотку полосы на барабан.
Недостатком известного способа является неудовлетворительная привязка переднего конца полосы к барабану моталки, что приводит к образованию дефектов намотки, например, рыхлости и телескопичности рулонов.
Целью изобретения является повыше- ние качества намотки путем увеличения надежности сцепления полосы с барабаном.
С этой целью перед подачей полосы в зазор между барабаном моталки и формирующими роликами и межроликовой проводкой на участке полосы, расположенном на расстоянии от торца задаваемого конца полосы, равном 0,1...0,2 ее ширины, осуществляют ослабление поперечного сечения
полосы, уменьшая площадь последнего на 30...50%.
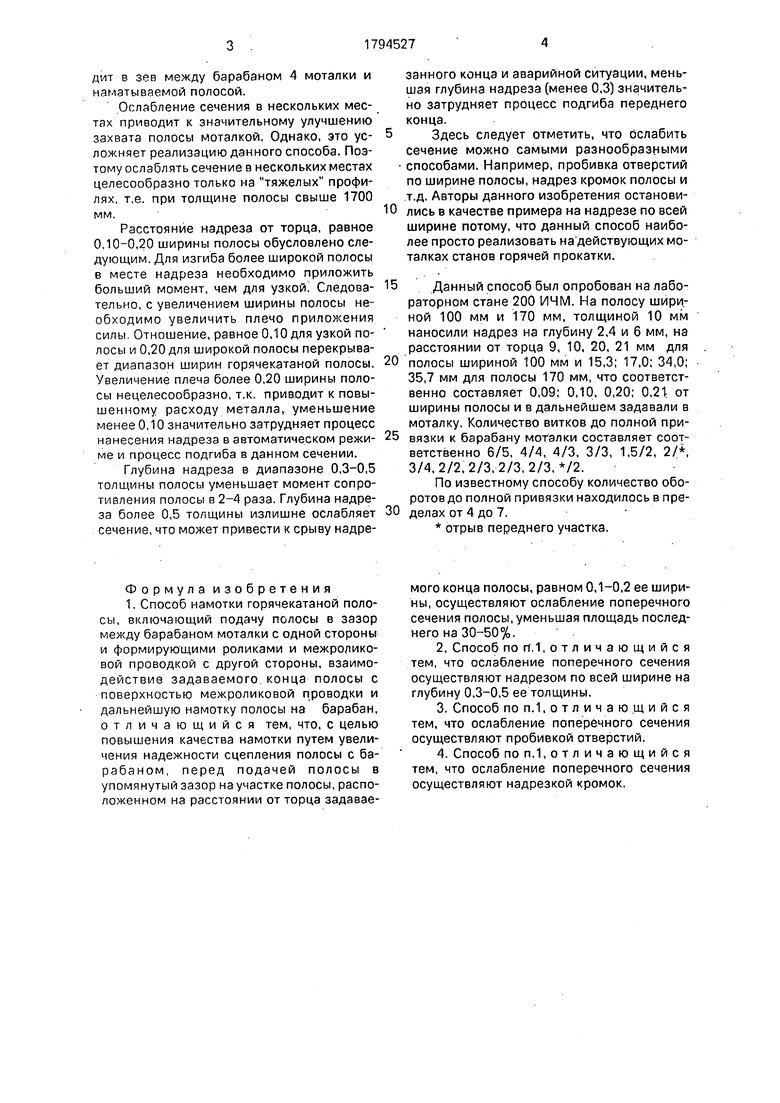
Ослабление поперечного сечения могут осуществлять надрезом по всей ширине полосы на глубину 0,3...0,5 ее толщины, пробивкой отверстий или надрезкой кромок.
На фиг. 1 показан момент формирования первого витка рулона; на фиг.2 - вариант ослабления поперечного сечения надрезом полосы.
Сущность изобретения заключается в следующем. Перед подачей полосы 1 к моталке ее задаваемый конец, ка расстоянии от торца, равном 0,10-0,20 ширины полосы, а одном или более местах предварительно . ослабляют, например, путем надреза по всей ее ширине на глубину, равную 0,3-0,5 толщины полосы. После прохождения первого формирующего ролика 2 полоса упирается в межроликовую проводку 3 и под воздействием реакции проводки изгибается по ослабленному сечению. Затем полоса последовательно подается ко второму, третьему и четвертому формирующим роликам и, наконец, делает первый оборот. Из-за того, что передний конец полосы имеет предварительный изгиб, он свободно захо(Л
С
4 СП
ю
X
дит в зев между барабаном 4 моталки и наматываемой полосой.
Ослабление сечения в нескольких местах приводит к значительному улучшению захвата полосы моталкой. Однако, это усложняет реализацию данного способа. Поэтому ослаблять сечение в нескольких местах целесообразно только на тяжелых профилях, т.е. при толщине полосы свыше 1700 мм.
Расстояние надреза от торца, равное 0,10-0,20 ширины полосы обусловлено следующим. Для изгиба более широкой полосы в месте надреза необходимо приложить больший момент, чем для узкой. Следовательно, с увеличением ширины полосы необходимо увеличить плечо приложения силы. Отношение, равное 0,10 для узкой полосы и 0,20 для широкой полосы перекрывает диапазон ширин горячекатаной полосы. Увеличение плеча более 0,20 ширины полосы нецелесообразно, т.к. приводит к повышенному расходу металла, уменьшение менее 0,10 значительно затрудняет процесс нанесения надреза в автоматическом режиме и процесс подгиба в данном сечении.
Глубина надреза в диапазоне 0,3-0,5 толщины полосы уменьшает момент сопротивления полосы в 2-4 раза. Глубина надреза более 0,5 толщины излишне ослабляет сечение, что может привести к срыву надрезанного конца и аварийной ситуации, меньшая глубина надреза (менее 0,3) значительно затрудняет процесс подгиба переднего конца.
Здесь следует отметить, что Ослабить
сечение можно самыми разнообразными
способами. Например, пробивка отверстий
по ширине полосы, надрез кромок полосы и
т.д. Авторы данного изобретения остановились в качестве примера на надрезе по всей ширине потому, что данный способ наиболее просто реализовать на действующих моталках станов горячей прокатки.
Данный способ был опробован на лабораторном стане 200 ИЧМ. На полосу шириной 100 мм и 170 мм, толщиной 10 мм наносили надрез на глубину 2,4 и б мм, на расстоянии от торца 9, 10, 20, 21 мм для
полосы шириной 100 мм и 15,3; 17,0; 34,0; 35,7 мм для полосы 170 мм, что соответственно составляет 0,09; 0,10, 0,20; 0,21: от ширины полосы и в дальнейшем задавали в моталку. Количество витков до полной привязки к барабану моталки составляет соответственно 6/5, 4/4, 4/3, 3/3, 1,5/2, 2/, 3/4, 2/2,2/3,2/3, 2/3, /2.
По известному способу количество оборотов до полной привязки находилось в пределах от 4 до 7. отрыв переднего участка.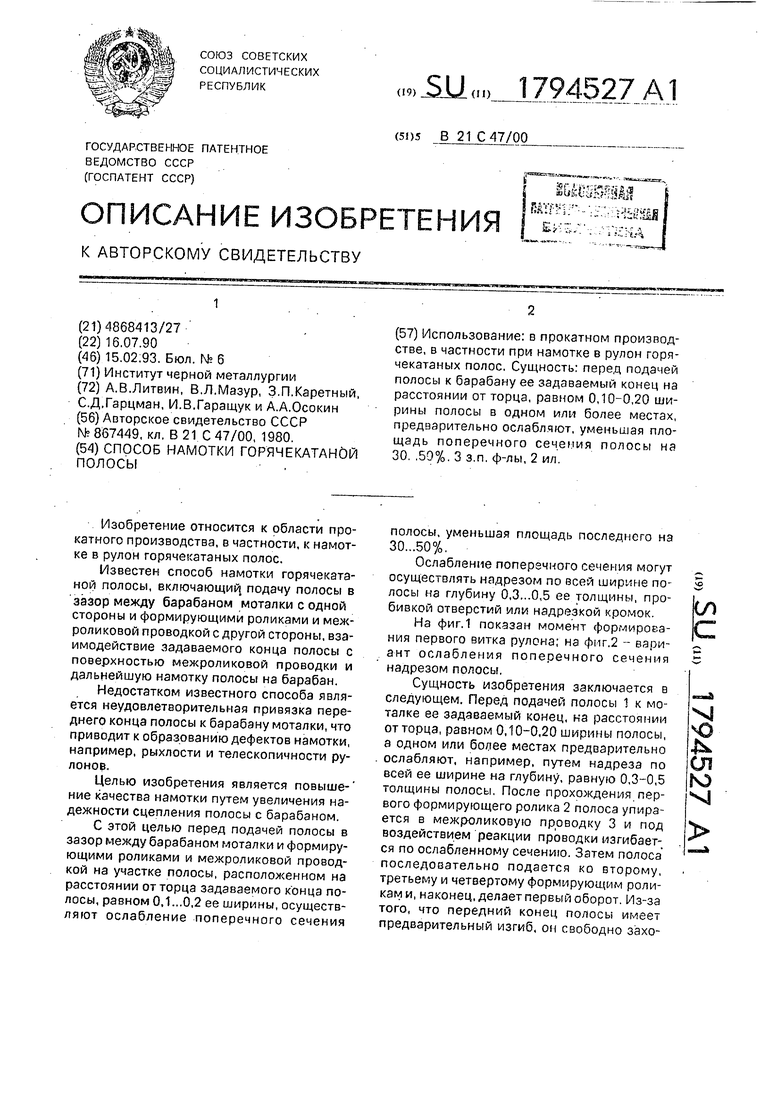
| название | год | авторы | номер документа |
|---|---|---|---|
| Барабан моталки для намотки горячекатаной полосы | 1983 |
|
SU1183228A1 |
| УСТРОЙСТВО И СПОСОБ БОКОВОЙ ПРОВОДКИ КАТАНОЙ ПОЛОСЫ, ТРАНСПОРТИРУЕМОЙ НА РОЛЬГАНГЕ | 2009 |
|
RU2466809C1 |
| ПЕЧНАЯ МОТАЛКА | 2007 |
|
RU2391168C1 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ С КАРУСЕЛЬНОЙ МОТАЛКОЙ | 2021 |
|
RU2776937C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ НАГРЕВА ПОЛОСОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2623525C1 |
| СПОСОБ СМОТКИ В РУЛОН ХОЛОДНОКАТАНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2222400C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Способ намотки в рулон горячекатаной полосы | 1981 |
|
SU1003956A1 |
Использование: в прокатном производстве, в частности при намотке в рулон горячекатаных полос. Сущность: перед подачей полосы к барабану ее задаваемый конец на расстоянии от торца, равном 0,10-0,20 ширины полосы в одном или более местах, предварительно ослабляют, уменьшая площадь поперечного сечения полосы на 30. .50%. Зз.п. ф-лы, 2 ил.
Формула изобретения 1. Способ намотки горячекатаной полосы, включающий подачу полосы в зазор между барабаном моталки с одной стороны и формирующими роликами и межроликовой проводкой с другой стороны, взаимодействие задаваемого, конца полосы с поверхностью межроликовой проводки и дальнейшую намотку полосы на барабан, отличающийся тем, что, с целью повышения качества намотки путем увеличения надежности сцепления полосы с барабаном, перед подачей полосы в упомянутый зазор на участке полосы, расположенном на расстоянии от торца задаваемого конца полосы, равном 0,1-0,2 ее ширины, осуществляют ослабление поперечного сечения полосы, уменьшая площадь последнего на 30-50%.
| Механизм формирования рулона к моталке горячей полосы | 1980 |
|
SU867449A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
