Изобретение относится к обработке металлов давлением, в частности к способам изготовления профилей из листовых заготовок.
Известен способ изготовления гнутых профилей, согласно которому заготовку закрепляют в поворотных зажимах и осуществляют гибку путем поворота боковых ветвей, заготовки вокруг оправки с одновременным приложением усилий растяжения перпендикулярно торцам заготовки. Этот способ является наиболее близким, принятым в качестве прототипа.
Недостатком известного способа является то, что использование зажимов, подвижных в направлении, перпендикулярном линии гибки (в продольном направлении) и осуществляющих торцовое растяжение, усложняет конструкцию устройства, на котором производят гибку по известному способу.
Целью способа является упрощение технологического оборудования путем исключения перемещения зажимов в продольном направлении.
Указанная цель достигается тем, что в известном способе перед началом гибки заготовку смещают в плоскости изгиба в направлении , противоположном направлению гибки, обеспечивая смещение центра поворота торцев заготовки относительно центра поворота зажимов.
Усилия растяжения получают благодаря более длинной, чем при обычной гибке, траектории перемещения торцев заготовки. Более длинная траектория перемещения торцев заготовки получается за счет смещения центра поворота торцев относительно центра поворота зажимов в направлении, противоположном направлению гибки.
Зажимы в процессе изгиба не передвигаются в продольном направлении, т.е. в направлении действия усилия растяжения Р (вдоль заготовки).
Сопоставительный анализ данного решения с прототипом показывает, что он отличается от известного, тем, что заготовку смещают в направлении, противоположном направлению гибки относительно первоначального положения.
ел С
4 СЛ СА
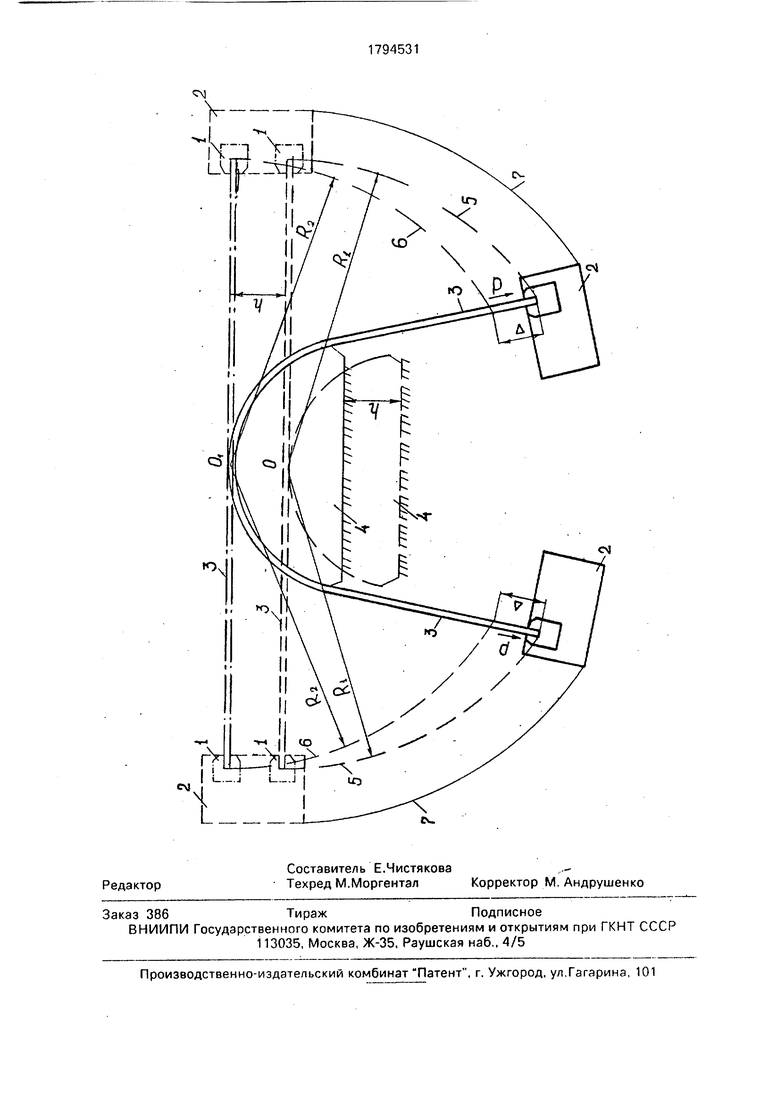
На чертеже представлена схема осуществления способа, где 1(- зажимы, 2- поворотные корпуса; 3 - заготовка, 4 - оправка,. 5 - траектория движения зажимов, 6 - траектория движения торцев заготовки при свободном изгибе; 7 - траектория поворотных корпусов; RI м R2 - радиусы движения торцев заготовки при свободном изгибе; точка О - центр поворота зажимов и поворотных корпусов; СИ - центр поворота торцев заготовки, после того как ее сместили на величину h в направлении, противоположном направлению гибки; Д -удлинение траектории движения торцев заготовки в направлении, перпендикулярном линии гибки; Р - усилие растяжения; h - смещение заготовки относительно первоначального положения.
Траектория движения торцев заготовки задается зажимами 1. Для изменения величины растяжения заготовки зажимы 1 могут передвигаться в поворотных корпусах 2 в направлении, перпендикулярном плоскости заготовки 3. Оправка 4 при установке также передвигается на величину h, как и заготовка. Зажимы 1 двигаются всегда по траектории 5 радиуса RL Зажимы в процессе гибки не передвигаются в продольном направлении, т.е. в направлении действия усилия растяжения Р (вдоль заготовки). В исходном состоянии центр поворота торцев заготовки совпадает с центром поворота зажимов О и траектория движения торцев заготовки осуществляется радиусом RI по кривой 5, которая в этом случае соответствует схеме свободного-изгиба. Если заготовку и оправку сместить относительно центра поворота зажимов (т.е. относительно их первоначального положения) на величину h в направлении, противоположном направлению гибки, то центр поворота заготовки сместится в точку Оч. Если бы не было зажимов, то торцы заготовки двигались бы по траектории 6 радиусом Ра. Но, т.к. зажимы двигаются по кривой 5 радиусом RI и не могут перемещаться в продольном направлении (вдоль заготовки), то они заставляют торцы заготовки двигаться по кривой 5, т.е. происходит
удлинение радиуса RS на величину Д, вследствие чего и происходит растяжение заготовки.
На рисунке штриховыми линиями показано исходное положение заготовки.
Штрих-пунктирными линиями показано исходное положение заготовки после ее сме,- щения на величину h. Сплошными линиями показано промежуточное положение заготовки в процессе деформирования.
Способ изготовления гнутых профилей реализован следующим образом.
Заготовку из сплава ОТ4-1с размером 300x50x1 мм деформировали по заявленному способу при h 6. мм. Получили гнутый
профиль со следующими параметрами: внутренний радиус изгиба 15 мм, угол изгиба 60°.
Способ гнутых профилей может быть реализован на листогибочных и кромкогибочных машинах. Использование способа изготовления гнутых профилей.обеспечивает по сравнению с существующими способами следующие преимущества.
Упрощается технологическое оборудование, т.е. в заявленном способе упоры неподвижны в продольном направлении, а в известных способах упоры подвижные за счет применения гидроцилиндров и гидрооборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления гнутых профилей | 1988 |
|
SU1622055A1 |
| Способ изготовления волноводов сложной формы и устройство для осуществления способа | 2016 |
|
RU2634815C1 |
| Способ гибки труб и станок для осуществления способа | 2020 |
|
RU2774676C2 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| Способ гибки труб и станок для осуществления способа | 2018 |
|
RU2713899C2 |
| Способ гибки профилей из листовых малопластичных материалов и устройство для его осуществления | 1989 |
|
SU1741950A1 |
| СПОСОБ ГИБКИ ТОНКОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2354478C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ ТРУБ | 2000 |
|
RU2174885C1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ С РАСТЯЖЕНИЕМ ВОЛНООБРАЗНЬ1Х ИЗДЕЛИЙ | 1970 |
|
SU265057A1 |
| Способ изготовления швеллерообразного профиля | 1976 |
|
SU614845A1 |
Использование: обработка металлов давлением. Сущность изобретения: перед началом гибки заготовку, закрепленную в зажимах, смещают в направлении, противоположном гибке, относительно первоначального положения, обеспечивая смещение центра поворота торцев заготовки относительно центра поворота зажимов, а в процессе гибки прикладывают к торцам усилия растяжения, перпендикулярные торцам. 1 ил.
Формула изобретения Способ изготовления гнутых профилей, согласно которому заготовку закрепляют в поворотных зажимах и осуществляют гибку путем поворота боковых ветвей заготовки вокруг оправки с одновременным приложением усилий растяжения перпендикулярно торцам заготовки, отличающийся тем,
что, с целью осуществления гибки с растяжением на универсальном оборудовании, перед началом гибки заготовку смещают в плоскости изгиба в направлении, противоположном направлению гибки, обеспечивая смещение цента поворота торцов заготовки относительно центра поворота зажимов.
| Громов А.Н | |||
| и др | |||
| Изготовление деталей из листов и профилей при серийном производстве Оборонгиз, 1960, с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
