СО
С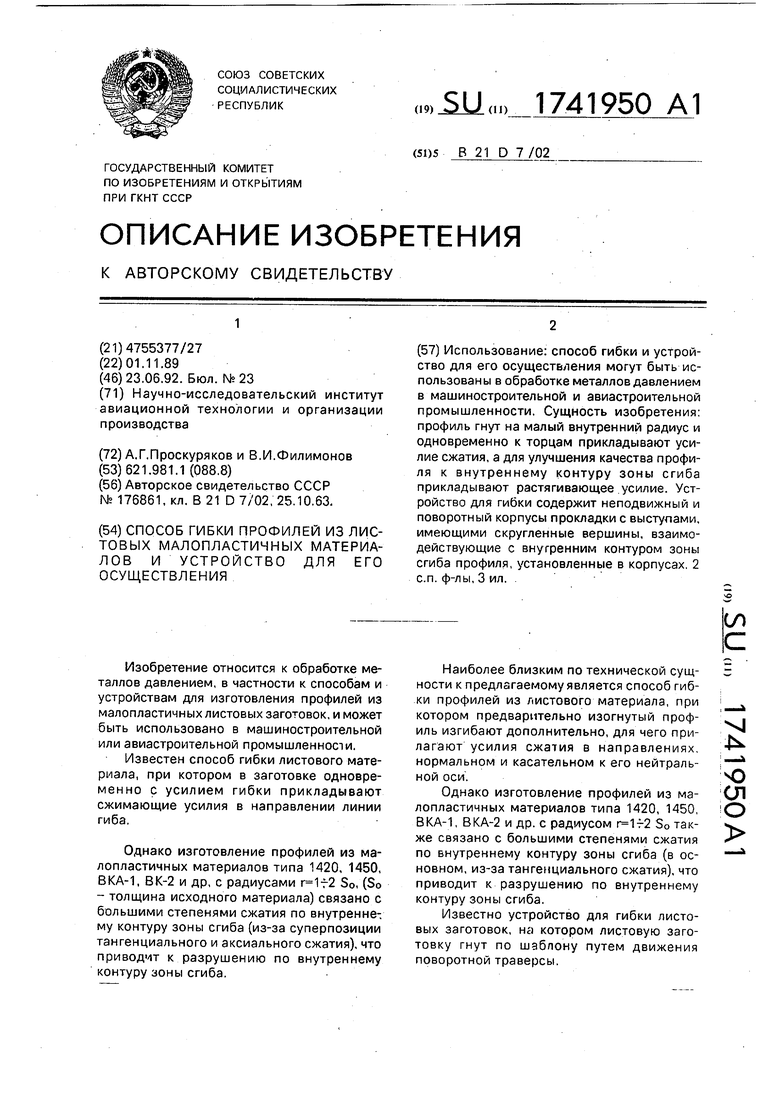
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для гибки профилей | 1991 |
|
SU1784341A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ С ПЕРФОРИРОВАННЫМИ ОТВЕРСТИЯМИ | 2012 |
|
RU2503516C2 |
| Способ изготовления профилей | 1986 |
|
SU1344456A1 |
| Способ изготовления профильных деталей | 1982 |
|
SU1172628A1 |
| Способ изготовления профилей из малопластичных листовых заготовок | 1975 |
|
SU535981A2 |
| Способ изготовления гнутых профилей | 1989 |
|
SU1748903A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ КУЗОВНЫХ ПАНЕЛЕЙ ЖЕЛОБООБРАЗНОЙ ФОРМЫ | 1996 |
|
RU2095178C1 |
| ШТАМП ДЛЯ ГИБКИ ДЕТАЛЕЙ КРИВОЛИНЕЙНОЙ ФОРМЫ | 2005 |
|
RU2299108C1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Способ изготовления гнутых профилей из труднодеформируемых листовых материалов и устройство для его осуществления | 1982 |
|
SU1114482A1 |
Использование: способ гибки и устройство для его осуществления могут быть использованы в обработке металлов давлением в машиностроительной и авиастроительной промышленности. Сущность изобретения1 профиль гнут на малый внутренний радиус и одновременно к торцам прикладывают усилие сжатия, а для улучшения качества профиля к внутреннему контуру зоны сгиба прикладывают растягивающее усилие. Устройство для гибки содержит неподвижный и поворотный корпусы прокладки с выступами, имеющими скругленные вершины, взаимодействующие с внутренним контуром зоны сгиба профиля, установленные в корпусах 2 с.п. ф-лы, 3 ил.
Изобретение относится к обработке металлов давлением, в частности к способам и устройствам для изготовления профилей из малопластичных листовых заготовок, и может быть использовано в машиностроительной или авиастроительной промышленности.
Известен способ гибки листового материала, при котором в заготовке одновременно с усилием гибки прикладывают сжимающие усилия в направлении линии гиба.
Однако изготовление профилей из малопластичных материалов типа 1420, 1450, ВКА-1, ВК-2 и др, с радиусами S0, (So - толщина исходного материала) связано с большими степенями сжатия по внутреннему контуру зоны сгиба (из-за суперпозиции тангенциального и аксиального сжатия), что приводит к разрушению по внутреннему контуру зоны сгиба.
Наиболее близким по технической сущности к предлагаемому является способ гибки профилей из листового материала, при котором предварительно изогнутый профиль изгибают дополнительно, для чего прилагают усилия сжатия в направлениях нормальном и касательном к его нейтральной оси.
Однако изготовление профилей из малопластичных материалов типа 1420, 1450, ВКА-1, ВКА-2 и др. с радиусом S0 также связано с большими степенями сжатия по внутреннему контуру зоны сгиба (в основном, из-за тангенциального сжатия), что приводит к разрушению по внутреннему контуру зоны сгиба.
Известно устройство для гибки листовых заготовок, на котором листовую заготовку гнут по шаблону путем движения поворотной траверсы.
VJ
-N
Ю СЛ О
Данное устройство нельзя применять для гибки малопластиных листовых материалов с малыми относительными радиусами из-за разрушения материала в очагах больших деформаций (по наружному контуру зоны сгиба).
Наиболее близким к предлагаемому является устройство для гибки полосы, содер- жащее неподвижный и поворотный корпусы, закрепленные на общей оси вращения, прижимные планки, торцевые контактирующие поверхности которых имеют соответствующие один другому пазы и выступы, поворотный механизм,торцевой регулирующий упор, прокладки, установленные на корпусах с возможностью взаимодействия, причем ось вращения поворотного корпуса смещена в сторону прижимных планок. В процессе гибки листовой заготовки из малопластичного материала происходит ее сжатие в тангенциальном направлении торцевым упором, связанным со смещенной осью вращения. При этом уменьшаются растягивающие напряжения на наружном контуре зоны сгиба, что позволяет получать профили с малыми относительными радиусами .
Однако за счет создания дополнительных сжимающих усилий в тангенциальном направлении по внутреннему контуру зоны сгиба (зона сжатия) происходит разрушение структуры металла в виде складко- и трещи- нообразования.
Целью изобретения является улучшение качества профилей путем уменьшения деформации сжатия по внутреннему контуру зоны сгиба.
Поставленная цель достигается тем, что согласно способу гибки профилей с внутренним радиусом, близки к нулю, из листовых малопластичных материалов с торцовым сжатием, к внутреннему контуру зоны сгиба в тангенциальном направлении прикладывают растягивающие усилия.
Данный способ осуществляется устройством для гибки, содержащим неподвижный и поворотный корпуса, закрепленные на общей оси вращения, прижимные планки, торцевые контактирующие поверхности которых имеют соответствующие один другому пазы и выступы, поворотный механизм, упор, прокладки, установленные на корпусах с возможностью взаимодействия, причем ось вращения поворотного корпуса смещена в сторону прижимных планок, причем оно снабжено дополнительным упором, при этом оба упора установлены на корпусах, прокладки выполнены с заостренными в направлении оси вращения выступами, имеющими скругленные вершины, и смонтированы с возможностью взаимодействия
по плоской части этих выступов и перемещения в корпусах.
На фиг;1 изображена схема устройства для гибки профилей из листового материала
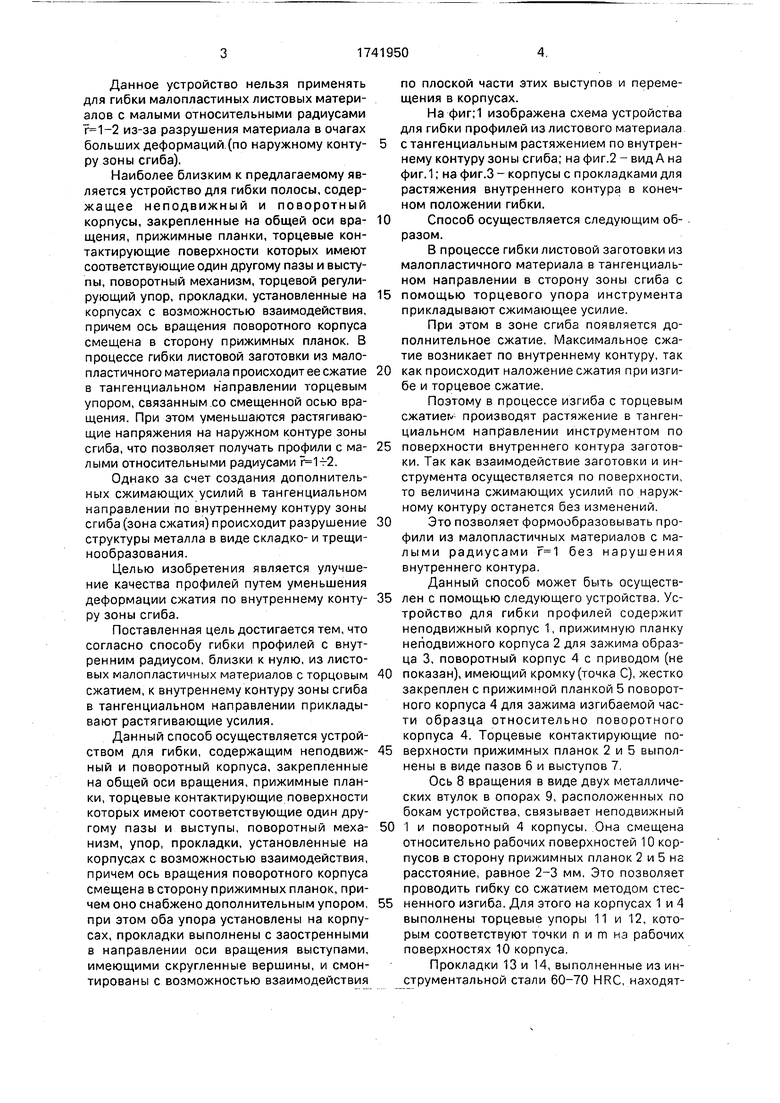
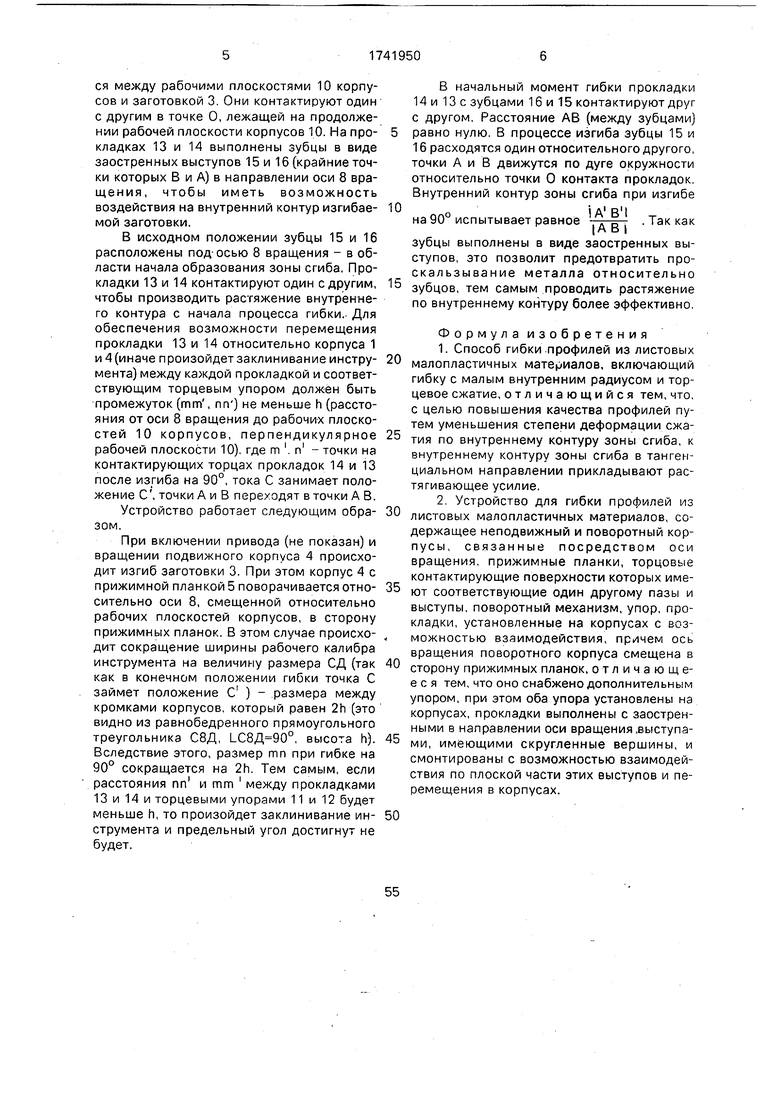
с тангенциальным растяжением по внутреннему контуру зоны сгиба; нафиг.2 -вид А на фиг.1; на фиг.З- корпусы с прокладками для растяжения внутреннего контура в конечном положении гибки.
0 Способ осуществляется следующим образом.
В процессе гибки листовой заготовки из малопластичного материала в тангенциальном направлении в сторону зоны сгиба с
5 помощью торцевого упора инструмента прикладывают сжимающее усилие.
При этом в зоне сгиба появляется дополнительное сжатие. Максимальное сжатие возникает по внутреннему контуру, так
0 как происходит наложение сжатия при изгибе и торцевое сжатие.
Поэтому в процессе изгиба с торцевым сжатиег производят растяжение в тангенциальном направлении инструментом по
5 поверхности внутреннего контура заготовки. Так как взаимодействие заготовки и инструмента осуществляется по поверхности, то величина сжимающих усилий по наружному контуру останется без изменений.
0Это позволяет формообразовывать профили из малопластичных материалов с малыми радиусами без нарушения внутреннего контура.
Данный способ может быть осуществ5 лен с помощью следующего устройства. Устройство для гибки профилей содержит неподвижный корпус 1, прижимную планку неподвижного корпуса 2 для зажима образца 3, поворотный корпус 4 с приводом (не
0 показан), имеющий кромку (точка С), жестко закреплен с прижимной планкой 5 поворотного корпуса 4 для зажима изгибаемой части образца относительно поворотного корпуса 4. Торцевые контактирующие по5 верхности прижимных планок 2 и 5 выполнены в виде пазов 6 и выступов 7.
Ось 8 вращения в виде двух металлических втулок в опорах 9, расположенных по бокам устройства, связывает неподвижный
0 1 и поворотный 4 корпусы. Она смещена относительно рабочих поверхностей 10 корпусов в сторону прижимных планок 2 и 5 на расстояние, равное 2-3 мм. Это позволяет проводить гибку со сжатием методом стес5 ненного изгиба. Для этого на корпусах 1 и 4 выполнены торцевые упоры 11 и 12, которым соответствуют точки л и m на рабочих поверхностях 10 корпуса.
Прокладки 13 и 14, выполненные из инструментальной стали 60-70 HRC, находятся между рабочими плоскостями 10 корпусов и заготовкой 3. Они контактируют один с другим в точке О, лежащей на продолжении рабочей плоскости корпусов 10. На прокладках 13 и 14 выполнены зубцы в виде заостренных выступов 15 и 16 (крайние точки которых В и А) в направлении оси 8 вращения, чтобы иметь возможность воздействия на внутренний контур изгибае- мой заготовки.
В исходном положении зубцы 15 и 16 расположены под-осью 8 вращения - в области начала образования зоны сгиба, Прокладки 13 и 14 контактируют один с другим, чтобы производить растяжение внутреннего контура с начала процесса гибки. Для обеспечения возможности перемещения прокладки 13 и 14 относительно корпуса 1 и 4(иначе произойдет заклинивание инстру- мента) между каждой прокладкой и соответствующим торцевым упором должен быть промежуток (mm , nn ) не меньше h (расстояния от оси 8 вращения до рабочих плоскостей 10 корпусов, перпендикулярное рабочей плоскости 10). где m . п1 - точки на контактирующих торцах прокладок 14 и 13 после изгиба на 90°, тока С занимает положение С , точки А и В переходят в точки А В.
Устройство работает следующим обра- зом.
При включении привода (не показан) и вращении подвижного корпуса 4 происходит изгиб заготовки 3. При этом корпус 4 с прижимной планкой 5 поворачивается отно- сительно оси 8, смещенной относительно рабочих плоскостей корпусов, в сторону прижимных планок. В этом случае происхо- дит сокращение ширины рабочего калибра инструмента на величину размера СД (так как в конечном положении гибки точка С займет положение С1 ) - размера между кромками корпусов, который равен 2h (это видно из равнобедренного прямоугольного треугольника С8Д, , высота h). Вследствие этого, размер mn при гибке на 90° сокращается на 2h. Тем самым, если расстояния nn1 и mm между прокладками 13 и 14 и торцевыми упорами 11 и 12 будет меньше h, то произойдет заклинивание ин- струмента и предельный угол достигнут не будет.
В начальный момент гибки прокладки 14 и 13 с зубцами 16 и 15 контактируют друг с другом. Расстояние АВ (между зубцами) равно нулю. В процессе изгиба зубцы 15 и 16 расходятся один относительного другого, точки А и В движутся по дуге окружности относительно точки О контакта прокладок. Внутренний контур зоны сгиба при изгибе
| ДI D I I
на90° испытывает равное . р .Так как
(А О
зубцы выполнены в виде заостренных выступов, это позволит предотвратить проскальзывание металла относительно зубцов, тем самым проводить растяжение по внутреннему контуру более эффективно.
Формула изобретения
3 16 15
И
2
вир А
7
Фиг. 2.
| УСТРОЙСТВО для ГИБКИ полосы | 0 |
|
SU176861A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
