Изобретение относится к обработке металлов давлением, в частности, к способам изготовления из листового маУериала деталей по элементам.
Цель изобретения - повышение точности обработки.
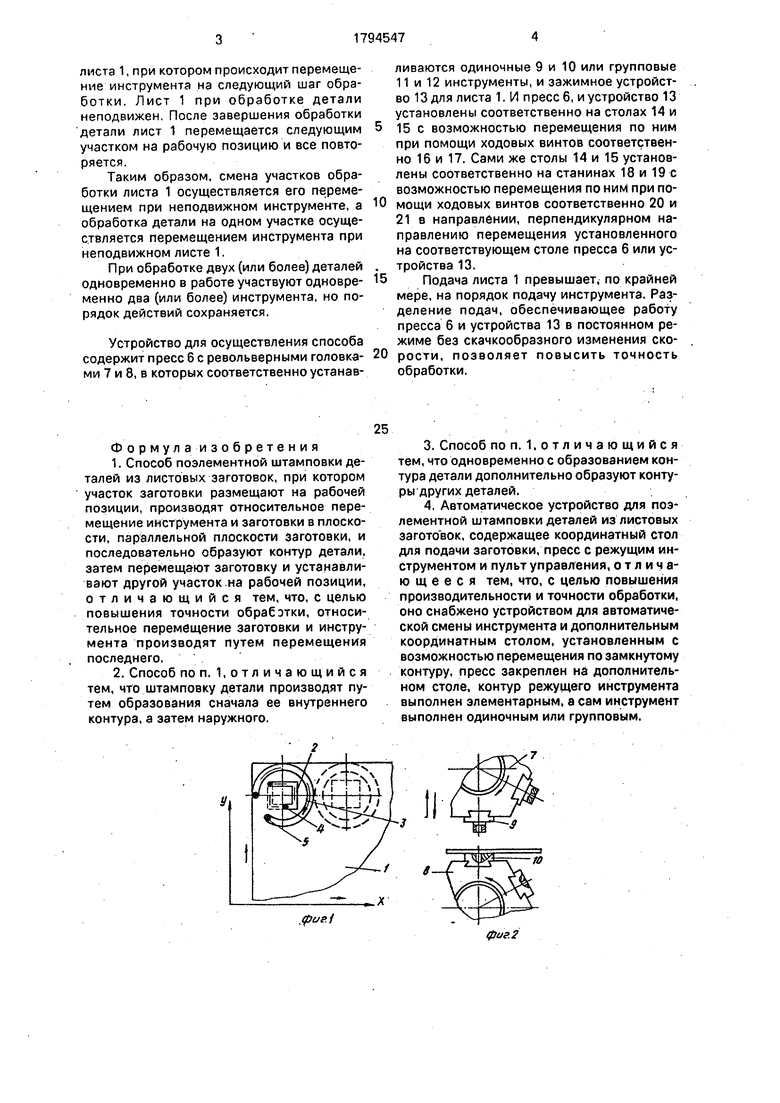
На фиг. 1 изображена схема раскроя листового материала при изготовлении одной детали; на фиг. 2 - рабочая позиция устройства при изготовлении одной детали; на фиг. 3 - раскрой листового материала при изготовлении двух деталей одновременно; на фиг.4 - рабочая позиция устройства при изготовлении двух деталей одновременно;
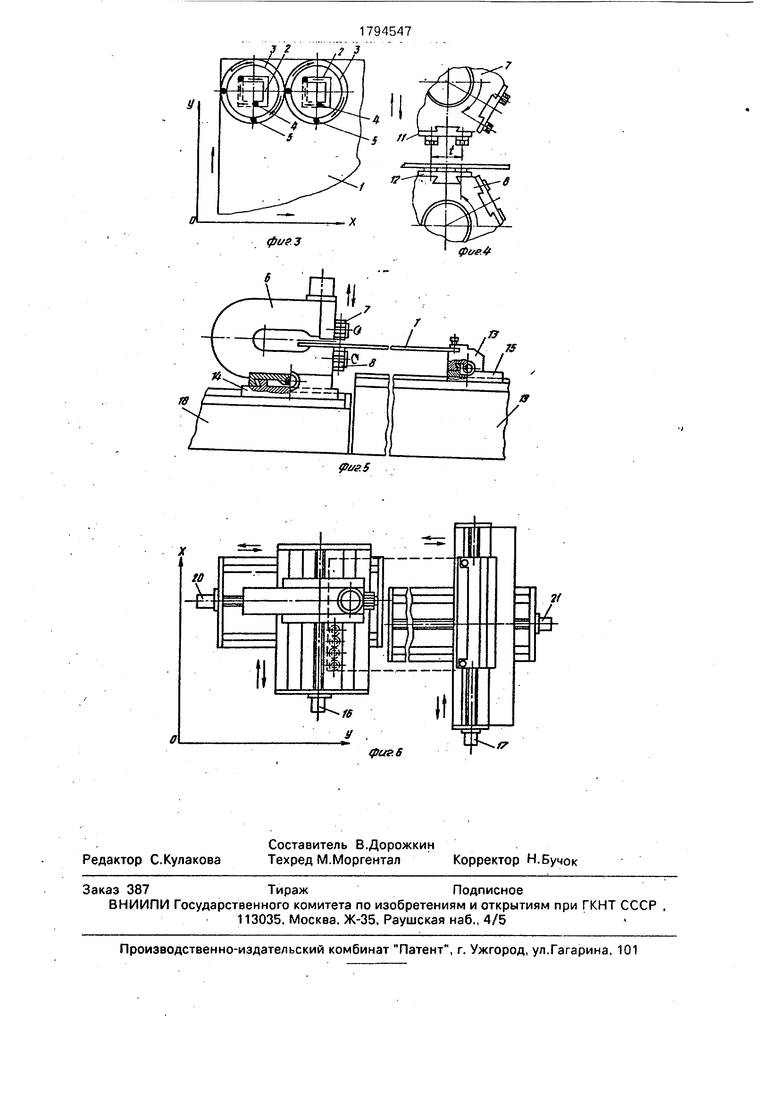
на фиг. 5 изображено устройство, общий вид; на фиг. 6 - вид в плане на устройство.
Способ осуществляется следующим образом.
Лист 1 размещают одним из своих участков на рабочей позиции. Далее производится поэлементная обработка сначала внутреннего контура 2 детали, а затем ее наружного контура 3. При обработке указанных контуров от листа 1 последовательно отделяются его элементы 4 и 5. Инструмент при этом совершает последовательно два движения: перпендикулярно плоскости листа 1, при котором происходит отделение элемента, и затем параллельно плоскости
vj Ю 4 СЛ 4 vj
листа 1, при котором происходит перемещение инструмента на следующий шаг обработки. Лист 1 при обработке детали неподвижен. После завершения обработки детали лист 1 перемещается следующим участком на рабочую позицию и все повторяется.
Таким образом, смена участков обработки листа 1 осуществляется его перемещением при неподвижном инструменте, а обработка детали на одном участке осуществляется перемещением инструмента при неподвижном листе 1.
При обработке двух (или более) деталей одновременно в работе участвуют одновременно два (или более) инструмента, но порядок действий сохраняется.
Устройство для осуществления способа содержит пресс 6 с револьверными головками 7 и 8, в которых соответственно устанавливаются одиночные 9 и 10 или групповые 11 и 12 инструменты, и зажимное устройство 13 для листа 1. И пресс 6, и устройство 13 установлены соответственно на столах 14 и
15 с возможностью перемещения по ним при помощи ходовых винтов соответственно 16 и 17. Сами же столы 14 и 15 установлены соответственно на станинах 18 и 19 с возможностью перемещения по ним при помощи ходовых винтов соответственно 20 и 21 в направлении, перпендикулярном направлению перемещения установленного на соответствующем столе пресса б или устройства 13.
Подача листа 1 превышает, по крайней мере, на порядок подачу инструмента. Разделение подач, обеспечивающее работу пресса 6 и устройства 13 в постоянном режиме без скачкообразного изменения скорости, позволяет повысить точность обработки.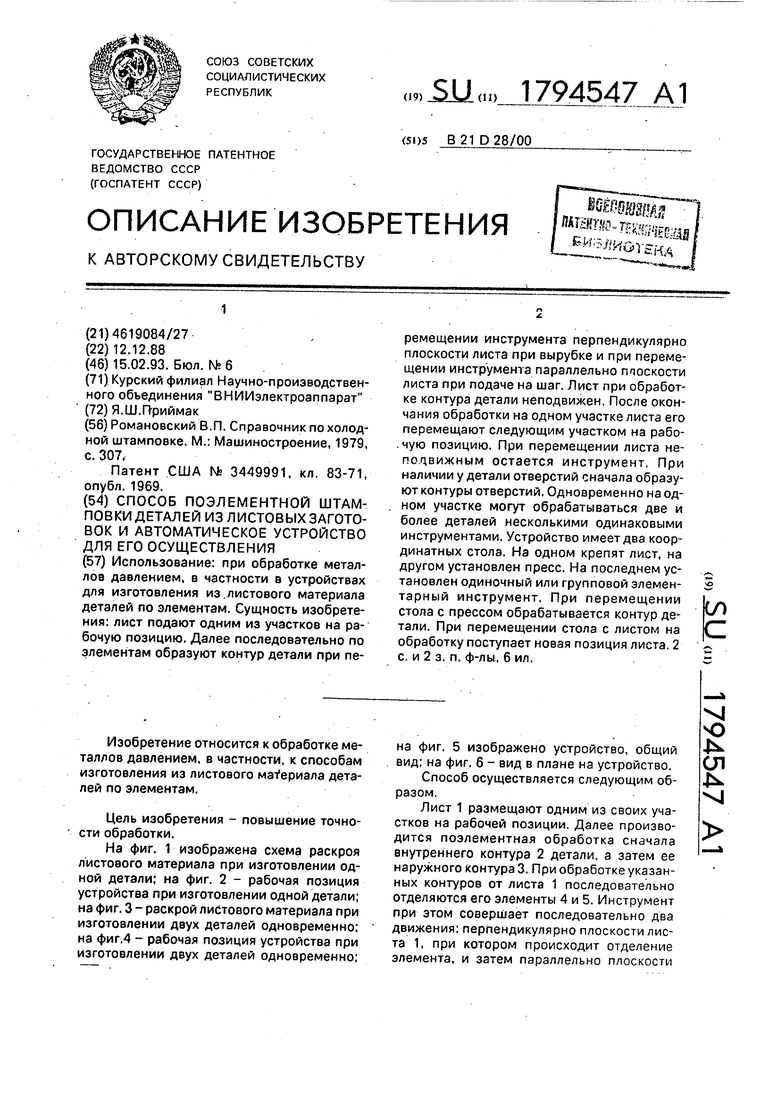
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ПРЯМОУГОЛЬНЫХ ДЕТАЛЕЙ | 1991 |
|
RU2011457C1 |
| Дыропробивной пресс | 1977 |
|
SU653004A1 |
| КООРДИНАТНО-РЕВОЛЬВЕРНЫЙ ПРЕСС | 1990 |
|
RU2009744C1 |
| ЛИСТОГИБОЧНЫЙ СТАНОК И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С УВЕЛИЧИВАЮЩИМСЯ РАДИУСОМ КРИВИЗНЫ | 2014 |
|
RU2569864C2 |
| СПОСОБ ВЫРЕЗКИ КОНТУРА МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2470769C1 |
| ПРЕСС ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ЗАГОТОВОК | 1969 |
|
SU253547A1 |
| Устройство для последовательной малоотходной вырубки | 1991 |
|
SU1773534A1 |
| СПОСОБ И СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТА МЕТАЛЛА | 1993 |
|
RU2124412C1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ШТАМПОВКИ ЛИСТОВЫХ ДЕТАЛЕЙ | 1970 |
|
SU259035A1 |
| Устройство В.И.Васильева для штамповки деталей из листового материала | 1986 |
|
SU1388166A1 |
Использование: при обработке металлов давлением, в частности в устройствах для изготовления из.листового материала деталей по элементам. Сущность изобретения: лист подают одним из участков на рабочую позицию. Далее последовательно по элементам образуют контур детали при перемещении инструмента перпендикулярно плоскости листа при вырубке и при перемещении инструмента параллельно плоскости листа при подаче на шаг. Лист при обработке контура детали неподвижен. После окончания обработки на одном участке листа его перемещают следующим участком на рабо- .чую позицию. При перемещении листа неподвижным остается инструмент. При наличии у детали отверстий сначала образуют контуры отверстий. Одновременно на одном участке могут обрабатываться две и более деталей несколькими одинаковыми инструментами. Устройство имеет два координатных стола. На одном крепят лист, на другом установлен пресс. На последнем установлен одиночный или групповой элементарный инструмент. При перемещении стола с прессом обрабатывается контур детали. При перемещении стола с листом на обработку поступает новая позиция листа. 2 с. и 2 з. п. ф-лы, 6 ил. СЛ С
Формул а-изобретения
Составитель В.Дорожкин Редактор С.КулаковаТехред М.Моргентал Корректор Н.Бучок
Заказ 387Тираж Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| М.: Машиностроение, 1979, с | |||
| Приспособление для выпечки формового хлеба в механических печах с выдвижным подом без смазки форм жировым веществом | 1921 |
|
SU307A1 |
| Пуговица | 0 |
|
SU83A1 |
| Приспособление к индикатору для определения момента вспышки в двигателях | 1925 |
|
SU1969A1 |
