Изобретение относится к обработке металлов давлением, а конкретно, к устройствам для изменения формы и размеров концевых участков труб и может быть использовано для получения высококачественных соединений труб с трубными решетками, например, для закрепления с повышенной герметичностью труб в решетках теплообменных агрегатов.
Известен штамп для раздачи оболочек, содержащий разжимные секторы, расположенные на конусе, а также опорную и прижимную платы, причем конус выполнен с продольными выступами на боковой поверхности, угол наклона образующей которых превышает угол наклона образующей конуса, а штамп снабжен установленными на выступах калибрующими секторами. Данный штамп позволяет устранить огранку деформированной поверхности и улучшить за счет этого качество оболочки. Наиболее существенным недостатком этого штампа является его низкое технологическое совершенство из-за повышенной сложности изготовления конуса с выступами, кроме
того значительная разность углов наклона трущихся поверхностей вызывает разные условия трения секторов и ускоренный выход из эксплуатации калибрующих секторов.
Наиболее близким к предлагаемому устройству по технической сущности является устройство для раздачи кольцевых заготовок, содержащее коническую оправку, взаимодействующую с подвижными в радиальном направлении деформирующими элементами, контактирующими между собой боковыми поверхностями, которые расположены под равными .углами к линии перемещения. Данное устройство позволяет повысить качество деформированной поверхности за счет устранения ее огранки,
Наиболее существенными недостатками этого устройства являются повышенный износ в местах контакта оправки с опорными полками деформирующих элементов из- за малых поверхностей контакта, а также усложненная технология изготовления деформирующих элементов. Кроме того, из-за ограниченной, толщины цилиндрических
СО
с
J
Ч)
1 ел ел
CJ
частков деформирующих элементов вследствие предлагаемых особенностей онструкции) существует трудноустранимая возможность отклонения деформированых поверхностей от цилиндрической форы.
Целью изобретения является повышеие технологичности изготовления и обеспечение цилиндричности изделий.
Указанная цель достигается за счет того, что разжимные элементы выполнены в виде чередующихся клиновых и трапециевидных сегментов, у которых угол между боковой поверхностью и сетью перемещения соответствующего трапециевидного сегмента не превышает величину угла трения материала сегментов, при этом опора выполнена в виде разжимных секторов, размещенных вокруг оправки ближе к ее вершине относительно разжимных сегментов, а на наружной поверхности сегментов и секторов выполнены кольцевые канавки, в которых расположены фиксаторы, выполненные в виде нескольких витков пружинной проволоки.
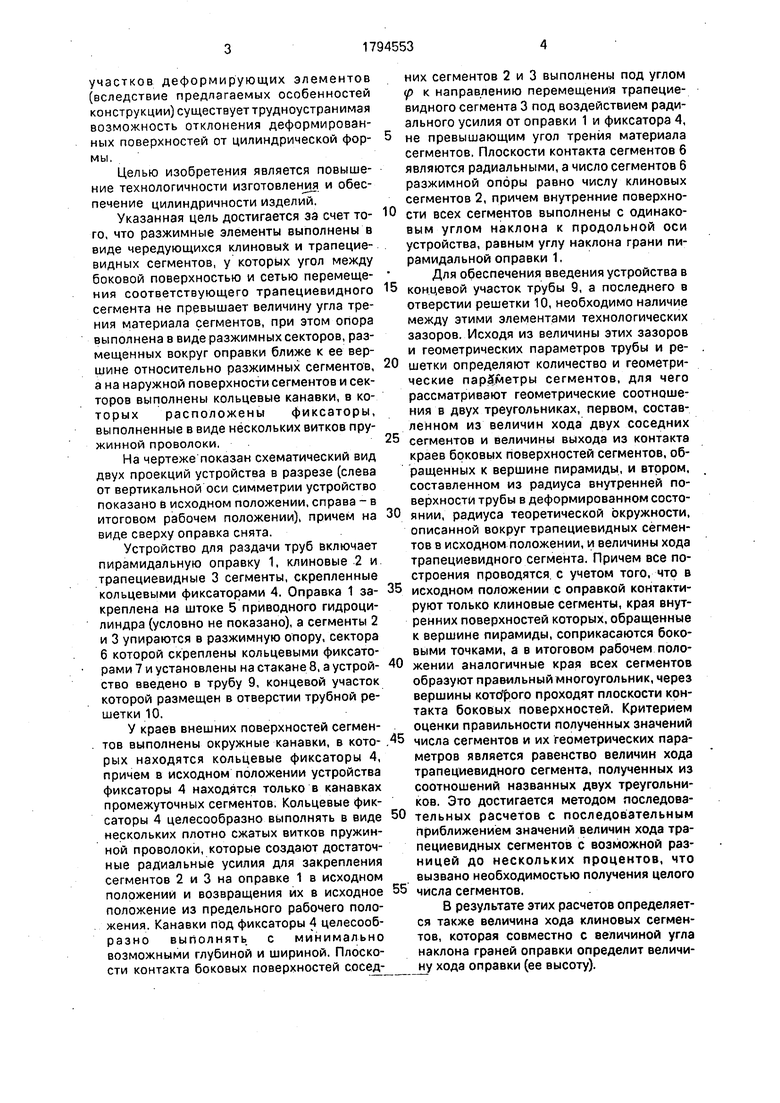
На чертеже показан схематический вид двух проекций устройства в разрезе (слева от вертикальной оси симметрии устройство показано в исходном положении, справа - в итоговом рабочем положении), причем на виде сверху оправка снята.
Устройство для раздачи труб включает пирамидальную оправку 1, клиновые 2 и. трапециевидные 3 сегменты, скрепленные кольцевыми фиксаторами 4. Оправка 1 закреплена на штоке 5 приводного гидроцилиндра (условно не показано), а сегменты 2 и 3 упираются в разжимную опору, сектора 6 которой скреплены кольцевыми фиксаторами 7 и установлены на стакане 8, а устройство введено в трубу 9, концевой участок которой размещен в отверстии трубной решетки 10.
У краев внешних поверхностей сегмен- тов выполнены окружные канавки, в которых находятся кольцевые фиксаторы 4, причем в исходном положении устройства фиксаторы 4 находятся только в канавках промежуточных сегментов, Кольцевые фиксаторы 4 целесообразно выполнять в виде нескольких плотно сжатых витков пружинной проволоки, которые создают достаточные радиальные усилия для закрепления сегментов 2 и 3 на оправке 1 в исходном положении и возвращения их в исходное положение из предельного рабочего положения. Канавки под фиксаторы 4 целесооб- разно выполнять с минимально возможными глубиной и шириной. Плоскости контакта боковых поверхностей сосед0
0
5
них сегментов 2 и 3 выполнены под углом р к направлению перемещения трапециевидного сегмента 3 под воздействием радиального усилия от оправки 1 и фиксатора 4, не превышающим угол трения материала сегментов, Плоскости контакта сегментов 6 являются радиальными, а число сегментов 6 разжимной опоры равно числу клиновых сегментов 2, причем внутренние поверхности всех сегментов выполнены с одинаковым углом наклона к продольной оси устройства, равным углу наклона грани пирамидальной оправки 1.
Для обеспечения введения устройства в
5 концевой участок трубы 9, а последнего в отверстии решетки 10, необходимо наличие между этими элементами технологических зазоров. Исходя из величины этих зазоров и геометрических параметров трубы и решетки определяют количество и геометрические параметры сегментов, для чего рассматривают геометрические соотношения в двух треугольниках, первом, составленном из величин хода двух соседних сегментов и величины выхода из контакта краев боковых поверхностей сегментов, обращенных к вершине пирамиды, и втором, составленном из радиуса внутренней поверхности трубы в деформированном состо0 янии, радиуса теоретической окружности, описанной вокруг трапециевидных сегментов в исходном положении, и величины хода трапециевидного сегмента. Причем все построения проводятся, с учетом того, что в
5 исходном положении с оправкой контактируют только клиновые сегменты, края внутренних поверхностей которых, обращенные к вершине пирамиды, соприкасаются боковыми точками, а в итоговом рабочем положении аналогичные края всех сегментов образуют правильный многоугольник, через вершины которого проходят плоскости контакта боковых поверхностей. Критерием оценки правильности полученных значений
5 числа сегментов и их геометрических параметров является равенство величин хода трапециевидного сегмента, полученных из соотношений названных двух треугольников. Это достигается методом последова0 тельных расчетов с последовательным приближением значений величин хода трапециевидных сегментов с возможной разницей до нескольких процентов, что вызвано необходимостью получения целого
5 числа сегментов.
В результате этих расчетов определяется также величина хода клиновых сегментов, которая совместно с величиной угла наклона граней оправки определит величи jiy хода оправки (ее высоту).
0
Работа предлагаемого устройства осуществляется следующим образом:
оправку 1 устанавливают ходом штока 5 в исходное положение относительно размещенных на стакане 8 сегментов 6, сжатых в исходное положение кольцевым фиксатором 7, так, что верхний край оправки находится в плоскости опорной поверхности сегментов 6;
на гранях оправки (через одну) разме- щают клиновые сегменты 2, а снаружи них устанавливают трапециевидные сегменты 3, которые закрепляют установкой в их окружные канавки кольцевых фиксаторов 4 в виде нескольких витков пружинной прово- локи;
оправку 1 с закрепленными на ней сегментами 2 и 3 вводят внутрь концевого участка трубы 9, размещенного в отверстии трубной решетки 10, и ходом штока 5 при- водного гидроцилиндра осуществляют раздачу трубы с закреплением ее в отверстии решетки;
при упирании оправки 1 в края внутреннего отверстия опорного стакана 8 раздачу прекращают и ходом штока 5 возвращают оправку. 1 в исходное положение, при этом все сегменты возвращаются в исходное положение за счет работы упругих сил проволоки кольцевых фиксаторов 4 и 7.
Пример конкретного выполнения предлагаемого устройства для закрепления труб с внутренним диаметром 69 мм показан на чертеже. При определении параметров устройства исходили из следующего: радиаль- ные технологические зазоры между сегментами и трубой, трубой и отверстием решетки - 0,5 мм, радиальный ход внутренней стенки трубы для закрепления (после
выборки зазора) 2 мм, таким образом радиус теоретической окружности, описанной вокруг промежуточных сегментов - 34 мм, а радиус внутренней поверхности трубы в итоговом положении - 37 мм. Поскольку сегменты целесообразно выполнять из стали с высокими прочностными характеристиками, угол трения для них, исходя из величины коэффициента трения равной 0,15, можно принять равным 8,5°. Аналогичным выполнен угол наклона грани оправки к продольной оси, что дает возможность получить оптимальное значение усилия на штоке приводного гидроцилиндра,
В результате расчетов получено, что необходимое число сегментов - 14 (при этом оговоренная выше разность величин хода промежуточного сегмента достигает 1,5%, что составляет 0,04 мм и.не влияет на точность выполнения сегментов), величина хода клинового сегмента 12,4 мм, длина края внутренних поверхностей сегментов, обращенных к вершине пирамиды, 10,7 мм, высота оправки 106,4 мм. Для сравнения необходимо указать, что в случае увеличения радиальных зазоров до 1 мм число сегментов увеличится до 18.
Экономический эффект от снижения трудоемкости изготовления деформирующих элементов по сравнению с прототипом составит 1,3....1,4 раза от стоимости оправки и сегментов. Кроме того обеспечение воз- можности получения идеальных цилиндрических деформированных поверхностей даст возможность существенно расширить область применения устройства, особенно для создания высококачественных герметичных соединений труб с трубными решетками теплообменных агрегатов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для закрепления труб в трубных решетках | 1989 |
|
SU1770009A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164189C2 |
| ПУАНСОН ДЛЯ ФОРМОВКИ ОБОЛОЧЕК | 2006 |
|
RU2339480C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ОТВЕРСТИЯХ ТРУБНЫХ РЕШЕТОК | 2011 |
|
RU2502577C2 |
| Устройство для развальцовки труб | 1980 |
|
SU944714A1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1998 |
|
RU2159689C2 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ЗАКОНЦОВКАМИ | 2008 |
|
RU2380188C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБ С ПРОФИЛИРОВАННЫМИ ВНЕШНИМИ ЗАКОНЦОВКАМИ | 2001 |
|
RU2198052C2 |

Использование: для закрепления труб в трубных решетках. Сущность изобретения: клиновидная оправка раздвигает деформирующие элементы в виде чередующихся клиновых и трапециевидных сегментов (С). Контактирующие боковые плоскости С расположены под углом к оси перемещения соответствующего трапециевидного С, не превышающем величину угла трения материала. На внешней поверхности С выполнена кольцевая канавка, в которой установлен фиксатор в виде пружинной проволоки. 1 ил.
Формула изобретения
Устройство для раздачи труб, содержащее приводную клиновидную оправку, смонтированную с возможностью осевого перемещения и окружающие ее разжимные деформирующие элементы с фиксатором, установленные с возможностью перемещения по опоре в радиальных направлениях от оправки и контактирующие между собой боковыми плоскостями, расположенными под углом к оси перемещения соответствующего разжимного элемента, отличающее- с я тем. что, с целью повышения технологичности изготовления и обеспечения цилиндричности изделий, разжимные элементы выполнены в виде чередующихся клиновых и трапециевидных сегментов, у которых угол между боковой поверхностью и осью перемещения соответствующего трапециевидного сегмента не превышает величину угла трения материала сегментов, при этом опора выполнена в виде разжимных секторов, размещенных вокруг оправки ближе к его вершине относительно разжимных сегментов, а на наружной поверхности сегментов и секторов выполнены коль.цевые канавки, в которых расположены фиксаторы, выполненные в виде нескольких витков пружинной проволоки.
| Устройство для раздачи кольцевых заготовок | 1979 |
|
SU884802A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
