Изобретение относится к области обработки металлов давлением, в частности к процессам закрепления теплообменных труб в трубных отверстиях аппаратов с использованием эффекта локализованного и интенсивного деформирования материала трубной решетки.
Известен способ закрепления теплообменных труб в трубных решетках, включающий установку трубы в трубное отверстие, фиксацию ее от возможного перемещения с последующим закреплением в трубной решетке путем приложения к внутренней поверхности трубы сжимающего усилия (см. Дорошенко П.А. Технология производства судовых парогенераторов и теплообменных аппаратов, Ленинград, Судостроение, 1972, с 143).
К главному недостатку известного способа следует отнести невозможность его использования в случаях, когда механические свойства материала трубы превышают механические свойства материала трубной решетки. Данное объясняется тем, что наблюдается существенное искажение соседних отверстий из-за не регламентируемой деформации перемычки трубного отверстия, что обусловливает впоследствии капиллярность неразъемных соединений.
Известен также способ закрепления теплообменных труб в трубных решетках, включающий выполнение профилированных законцовок на трубах, содержащих бандаж трапециевидного поперечного сечения и калиброванные участки полотна по обеим его сторонам, установку законцовки в трубное отверстие, содержащее главную и вспомогательную кольцевые канавки, располагая бандаж напротив главной кольцевой канавки, фиксацию трубы от возможных перемещений с последующим закреплением законцовки в трубном отверстии путем приложения деформирующего усилия к ее внутренней поверхности, первоначально вызывая свободное заполнение бандажом части объема главной кольцевой канавки с последующим его окончательным закреплением в ней. (RU №2182055 C2 B21D 39/06, 53/08, F28F 9/16, от 10.05.02, бюл. №13 - прототип).
Недостатком известного способа закрепления теплообменных труб в трубных решетках является проблема с регулированием процедуры деформирования перемычки (раздача перемычки в радиальном и осевом направлениях) при наличии повышенных механических свойств трубы в бандаже по отношению к механическим свойствам материала трубной решетки.
Задачей изобретения является разработка такого способа закрепления теплообменных труб в трубных решетках, который бы позволял образовывать эффективные неразъемные соединения для случаев, когда механические свойства материала трубы в бандаже превышают механические свойства материала трубной решетки.
Технический результат достигается тем, что в способе закрепления теплообменных труб в отверстиях трубных решеток, включающем выполнение на трубах профилированных законцовок, имеющих бандаж с трапециевидным поперечным сечением и расположенные по обе стороны от бандажа калиброванные участки полотна, установку законцовки трубы в трубное отверстие трубной решетки, выполненное с главной и вспомогательной кольцевыми канавками, с расположением бандажа напротив главной кольцевой канавки, фиксацию трубы от возможных перемещений и последующее закрепление законцовки в трубном отверстии путем приложения деформирующего усилия к внутренней поверхности законцовки, при этом первоначально обеспечивают свободное заполнение материалом бандажа части объема главной кольцевой канавки с последующим окончательным закреплением бандажа в упомянутой главной кольцевой канавке, согласно изобретению, при выполнении на трубах профилированных законцовок производят калибровку внешней поверхности бандажа с формированием на внутренней поверхности законцовки каверны, осуществляют свободную раздачу законцовки до получения ее конечного внутреннего диаметра, обеспечиваемого при закреплении в трубном отверстии трубной решетки, главную кольцевую канавку выполняют с боковыми стенками, образованными наклонными боковыми поверхностями, при этом расстояние между образующими наклонных боковых поверхностей боковых стенок главной кольцевой канавки назначают с учетом геометрических размеров бандажа в осевом и радиальном направлениях, измеренных после свободной раздачи законцовки, и с учетом заданных величин натяга между боковой поверхностью бандажа по его большему и меньшему основаниям и упомянутыми наклонными боковыми поверхностями, причем величина натяга между боковой поверхностью бандажа по большему основанию и наклонными боковыми поверхностями превышает величину натяга между боковой поверхностью бандажа по меньшему основанию и наклонными боковыми поверхностями, а окончательное закрепление бандажа в главной кольцевой канавке трубной решетки осуществляют с обеспечением интенсивной разнонаправленной сдвиговой деформации материала боковых стенок главной кольцевой канавки.
Главную кольцевую канавку выполняют с боковыми стенками в виде языков, внутренняя граница которых образована линиями, соединяющими вершины углов кольцевых верхних и нижних ступеней, и способных трансформировать воздействующие на языки деформирующие усилия через реализацию поперечных сдвиговых деформаций в объемах языков.
Для локализации сдвиговых деформаций в объемах языков необходимо:
- образующие контактируемых поверхностей формировать прямолинейными, причем, располагаемыми под углом друг к другу;
- организовать ранний контакт боковых поверхностей бандажа с наклонными поверхностями языков, что обеспечивается большим по величине натягом бандажа по его большему основанию поперечного сечения;
- совершить внедрение боковых растянутых поверхностей бандажа при раздаче законцовки в нижние кромки языков с тупыми углами при вершине и организацией кольцевой поверхности контакта, объема области возмущения материала трубы в бандаже;
- раскатывать бандаж на образованной кольцевой поверхности контакта с формированием сдвиговых деформаций материала трубы в бандаже и языках;
- формировать контактную поверхность, имеющую место при охватывании бандажом поверхностей языков по криволинейной образующей. Последнее приводит к перепрофилированию боковой поверхности бандажа и удлинению ее образующей.
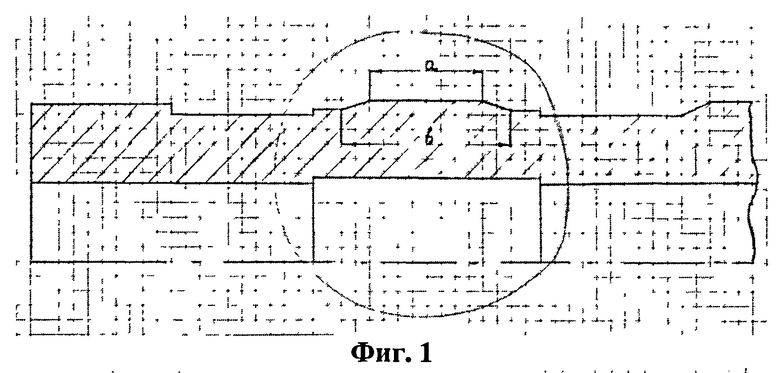
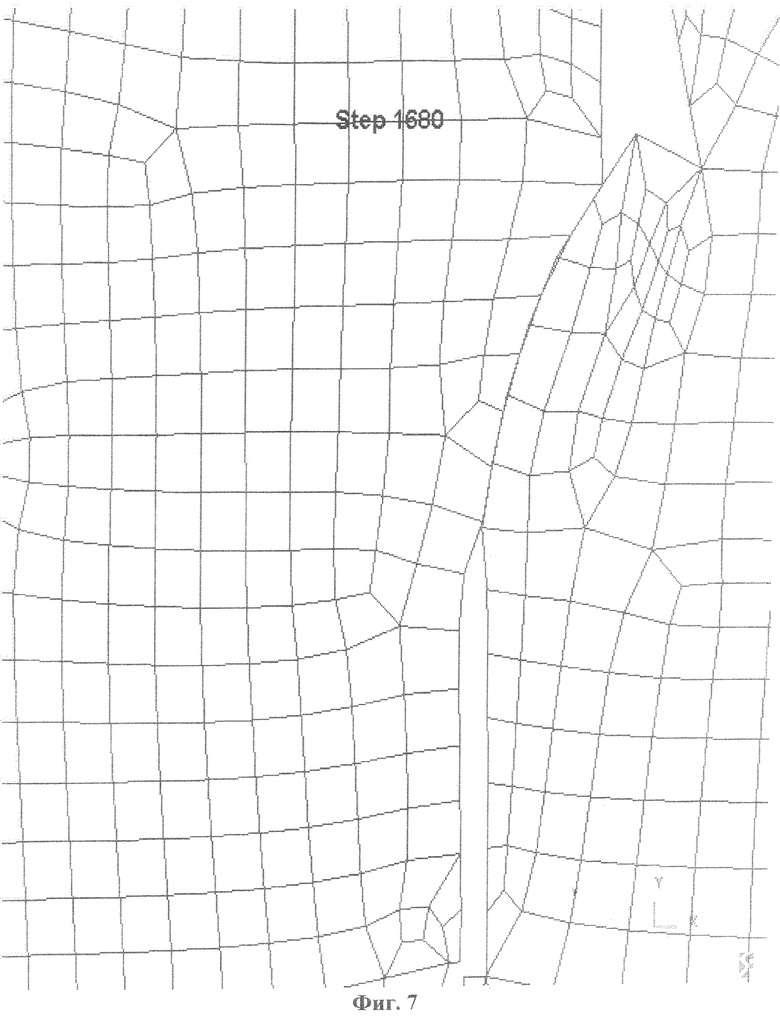
Сущность изобретения поясняется чертежами, где на фиг.1 показан фрагмент трубы с профилированной калиброванной законцовкой; на фиг.2 - профилированная законцовка после свободной раздачи до конечного диаметра законцовки при ее закрепления с сечением, охваченным окружностью на фиг.1; на фиг.3 - исходное положение соединяемых элементов перед образованием неразъемного соединения; на фиг.4 - окончание стадии свободного введения бандажа в главную кольцевую канавку при раздаче законцовки; на фиг.5 в формате Deform 2D показана стадия внедрения боковой поверхности бандажа в нижний угловой объем языка (элемент соединения выполнен в увеличенном масштабе); на фиг.6 - формирование криволинейной контактной поверхности с практически неподвижной точкой 3; на фиг.7 - развитие криволинейной контактной поверхности при разнонаправленных сдвиговых деформациях в объемах языков; на фиг.8 - окончательная стадия формирования криволинейной контактной поверхности; на фиг.9 - неразъемное соединение замкового типа, отвечающее требованиям служебных характеристик и защитой от турбулизации внутритрубной среды (для случая, когда механические свойства трубы в бандаже превышают механические свойства трубной решетки).
Вариант осуществления изобретения состоит в следующем.
Теплообменные трубы, например, из стали 15Х5М подвергают подготовительным операциям (правка в косовалковой машине, зачистка внешней поверхности, калибровка концов трубы с приданием их стенкам постоянного размера).
После чего в соответствии с технологией, изложенной в RU №2010109114 от 20.09.11, бюл. №26, выполняют профилированные законцовки на теплообменных трубах.
Придание исполнительным размерам законцовки соответствующей точности достигают применением операции калибровки бандажа в разъемной калибрующей матрице. При этом длина роликов механической вальцовки составляет, например, 8 мм для бандажа с большим основанием трапециевидного поперечного сечения, равным 6 мм. Таким образом, внешний контур бандажа оформляют качественно с углами в вершине, образующие боковых поверхностей с осью трубы составляют угол α, длина верхнего основания бандажа - а, длина нижнего основания бандажа - в. На внутренней поверхности законцовки в процессе ее калибровки формируется каверна с длиной, равной длине ролика механической вальцовки (фиг.1).
Для назначения геометрических размеров главной кольцевой канавки, и в первую очередь, осевого расстояния между образующими наклонных боковых поверхностей языков, производят свободную раздачу (фиг.2) законцовки до конечного внутреннего диаметра (⌀ dк) при закреплении. С изменением геометрических размеров поперечного сечения бандажа: длина верхнего основания - а1, длина нижнего основания - в1. Изменяется и высота бандажа.
После чего производят замер геометрических размеров a1, в1 бандажа (фиг.3) как в радиальном, так и осевом направлениях. Полученные значения геометрических размеров бандажа являются базовыми для оформления боковых поверхностей языков главной кольцевой канавки. С учетом задаваемых верхнего и нижнего натяга по основаниям поперечного сечения бандажа находят исполнительные размеры для главной кольцевой канавки.
Поскольку линейные размеры ступеней в осевом направлении различны, то между их углами можно выделить образующую поверхности, условно отделяющую язык от остальной перемычки (внутренняя граница языка).
Затем калиброванную законцовку располагают в трубном отверстии, размещая бандаж напротив главной кольцевой канавки и на выступающем торце законцовки устанавливают кольцо 3 из протекторного материала, например, алюминиевого сплава (фиг.3).
Прикладывая деформирующее усилие к внутренней поверхности калиброванной законцовки, производят ее раздачу с обеспечением свободного введения бандажа в главную кольцевую канавку в пределах части ее глубины (фиг.4), чертеж представлен в виде файла программного продукта Deform 2D. Как видим, при шаге 1610 (ход ролика 0,402 мм) обеспечивается ранний контакт между боковыми поверхностями языков и бандажа.
После чего производят частичное заполнение объема вспомогательной кольцевой канавки (треугольного поперечного сечения) на тот же внутренний диаметр законцовки, что и в первом случае.
В дальнейшем осуществляют окончательное закрепление законцовки в главной кольцевой канавке. При этом последнее сопровождается интенсивной локальной деформацией материала трубной решетки в языках. Радиальное перемещение бандажа на стадии его окончательного закрепления в главной кольцевой канавке достаточно небольшие, поэтому действующие напряжения можно рассматривать интегрально на длине образующей контактной поверхности.
Начальное воздействие более прочного бандажа на более мягкие языки главной кольцевой канавки вызывает внедрение угловых объемов языков в боковые поверхности бандажа (рассматриваем одну из контактных пар) (фиг.5). Это объясняется тем, что в материале трубы в бандаже формируются к моменту образования контакта относительно большие растягивающие окружные напряжения.
В результате же совместной деформации материала трубы в бандаже и перемычки трубного отверстия наблюдается формирование поверхности с контактной криволинейной образующей, причем точка 3 (фиг.6) остается практически неподвижной (изменения в третьем знаке после запятой) в процессе закрепления.
Окончательное закрепление законцовки в трубном отверстии протекает с развитием длины ее криволинейной образующей (фиг.7) за счет окатывания образующей боковой поверхности бандажа образующую наклонной поверхности языка (рассматривается одна из контактируемых пар) (фиг.8).
Как показали расчеты, сдвиговые поперечные деформации не выходят за пределы внутренней границы языка (рассматривается одна пара сопрягаемых поверхностей). Удержание бандажа в главной кольцевой канавке объясняется как упрочнением материала трубы в бандаже, а также наличием окружных напряжений, возникающих в деформируемых объемах языков.
В результате суммарная деформация перемычки за пределами языков остается существенно низкой, совместная деформация калиброванной законцовки и кольца из протекторного материала обеспечивает организацию противокоррозионной защиты неразъемного соединения.
Формирование противотурбулентной защиты неразъемного соединения выполняют в соответствии с технологией, изложенной RU 2424863 от 20.04.11 бюл. №11.
Конструкция неразъемного соединения, обладающая тремя служебными характеристиками: прочностью, плотность и коррозионной стойкостью, приведена на фиг.9.
Опытно-промышленная проверка разработанного способа прошла при использовании симулятивной технологии в программном продукте Deform 2D.
Исходными данными расчетов являлись: марка теплообменной трубы - сталь 15Х5М с поперечным сечением ⌀ 25×19,8 мм, трубная решетка из стали 09Г2С (с пределом текучести - 270 МПа) толщиной 60 мм.
Технологическая оснастка для получения профилированных законцовок и их калибровки предположительно выполнялась из стали Х12М, имеющей твердость после закалки HRc 56-58, с точностью исполнительных размеров по 9 квалитету.
В качестве технологического оборудования рекомендовался горизонтальный гидравлический пресс, развивающий максимальное усилие до 0,6 МН. Геометрические размеры штампуемых калиброванных бандажей должны составлять: длина большего основания трапеции - в=6 мм, длина малого основания - а=4 мм, высота бандажа - 0,5 мм, предел текучести материала трубы в бандаже после его калибровки - в пределах 355-360 МПа.
Геометрические размеры бандажа после свободной раздачи в компьютерной версии составляли: малое основание трапеции - a1=3,925 мм, большое основание трапеции - в1=5,905 мм, а высота бандажа - 0,362 мм.
Главную кольцевую канавку использовали со следующими геометрическими размерами: длина меньшего основания - 3,925-0,2=3,725 мм, длина большего основания - 5,905-1,4=4,505 мм, глубина - 0,41 мм, глубина нижней кольцевой ступени у большего основания трапеции составляла - 0,06 мм при ее длине, равной 1,09 мм; глубина угловых выемок верхней ступени - 0,2 мм.
Величина одностороннего натяга между образующими боковых поверхностей бандажа и языков составляла: по малому основанию бандажа - 0,1 мм и по большому 0,7 мм.
Расчетами было найдено, что:
- усилие закрепления составляло 27,3 тс;
- длина образующей контактной поверхности соединяемых элементов составляла 0,99 мм;
- материал трубной решетки упрочнился не существенно, в пределах 0,37%, а действующие напряжения в перемычке изменялись в пределах: радиальные напряжения - от - 49,1 до - 555 МПа, осевые - от - 193 до - 315 МПа, окружные - от - 219 до - 350 МПа;
- деформации трубного отверстия после закрепления не превышала 0,14%;
- степени сдвиговых деформаций по линии, соединяющей вершину угла верхней ступени главной кольцевой канавки и крайней точки у большего основания трапециевидного поперечного сечения бандажа, составляли от 2 до 5%;
- приложение осевого усилия, вызывающего вырыв теплообменной трубы из трубной решетки показали, что прочностные характеристики неразъемного соединения превышают прочность исходного сечения трубы на разрыв. Этому также способствует подкрепляющее действие экранирующей втулки;
- давление на контактных поверхностях соединяемых элементов многократно превышает рабочие давления внутритрубной среды.
Изобретение применимо при изготовлении трубных пучков теплообменных аппаратов нефтеперерабатывающей, нефтехимической, газовой и других отраслей промышленности для случаев, когда механические свойства материала трубы в бандаже превышают механические свойства материала трубной решетки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2484911C2 |
| СПОСОБ РЕМОНТА ТРУБНЫХ ПУЧКОВ ТЕПЛООБМЕННЫХ АППАРАТОВ | 2008 |
|
RU2385790C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2011 |
|
RU2469810C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2010 |
|
RU2461437C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТЕПЛООБМЕННЫХ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2427439C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2009 |
|
RU2424863C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2215610C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2001 |
|
RU2209700C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2002 |
|
RU2219010C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2224613C2 |







Изобретение относится к обработке металлов давлением и может быть использовано при закреплении труб в трубных решетках теплообменных аппаратов. На трубах выполняют профилированные законцовки, имеющие бандаж и калиброванные участки полотна. При этом производят калибровку внешней поверхности бандажа с формированием на внутренней поверхности законцовки каверны. Законцовку устанавливают в трубное отверстие, выполненное с главной и вспомогательной кольцевыми канавками. Главная канавка имеет боковые стенки в виде языков, образованных наклонными боковыми поверхностями. Расстояние между образующими наклонных поверхностей назначают с учетом геометрических размеров бандажа в осевом и радиальном направлениях, измеренных после свободной раздачи законцовки, и с учетом заданных величин натяга между боковой поверхностью бандажа и языками. Величина натяга между боковой поверхностью бандажа по большему основанию и языками превышает величину натяга между боковой поверхностью бандажа по меньшему основанию и языками. Трубу фиксируют и производят закрепление законцовки. При окончательном закреплении обеспечивают интенсивную разнонаправленную сдвиговую деформацию материала языков. В результате обеспечивается возможность регулирования деформационного процесса закрепления, повышается качество полученного соединения. 9 ил.
Способ закрепления теплообменных труб в отверстиях трубных решеток, включающий выполнение на трубах профилированных законцовок, имеющих бандаж с трапециевидным поперечным сечением и расположенные по обе стороны от бандажа калиброванные участки полотна, установку законцовки трубы в трубное отверстие трубной решетки, выполненное с главной и вспомогательной кольцевыми канавками, с расположением бандажа напротив главной кольцевой канавки, фиксацию трубы от возможных перемещений и последующее закрепление законцовки в трубном отверстии путем приложения деформирующего усилия к внутренней поверхности законцовки, при этом первоначально обеспечивают свободное заполнение материалом бандажа части объема главной кольцевой канавки с последующим окончательным закреплением бандажа в упомянутой главной кольцевой канавке, отличающийся тем, что при выполнении на трубах профилированных законцовок производят калибровку внешней поверхности бандажа с формированием на внутренней поверхности законцовки каверны, осуществляют свободную раздачу законцовки до получения ее конечного внутреннего диаметра, обеспечиваемого при закреплении в трубном отверстии трубной решетки, главную кольцевую канавку выполняют с боковыми стенками, образованными наклонными боковыми поверхностями, при этом расстояние между образующими наклонных боковых поверхностей боковых стенок главной кольцевой канавки назначают с учетом геометрических размеров бандажа в осевом и радиальном направлениях, измеренных после свободной раздачи законцовки, и с учетом заданных величин натяга между боковой поверхностью бандажа по его большему и меньшему основаниям и упомянутыми наклонными боковыми поверхностями, причем величина натяга между боковой поверхностью бандажа по большему основанию и наклонными боковыми поверхностями превышает величину натяга между боковой поверхностью бандажа по меньшему основанию и наклонными боковыми поверхностями, а окончательное закрепление бандажа в главной кольцевой канавке трубной решетки осуществляют с обеспечением интенсивной разнонаправленной сдвиговой деформации материала боковых стенок главной кольцевой канавки.
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 2000 |
|
RU2182055C2 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ | 1999 |
|
RU2164835C2 |
| Способ закрепления теплообменной трубы в трубной решетке | 1986 |
|
SU1374030A1 |
| US 4827605 А, 09.05.1989 | |||
| Способ выделения олигонуклеотидов | 1967 |
|
SU243623A1 |

